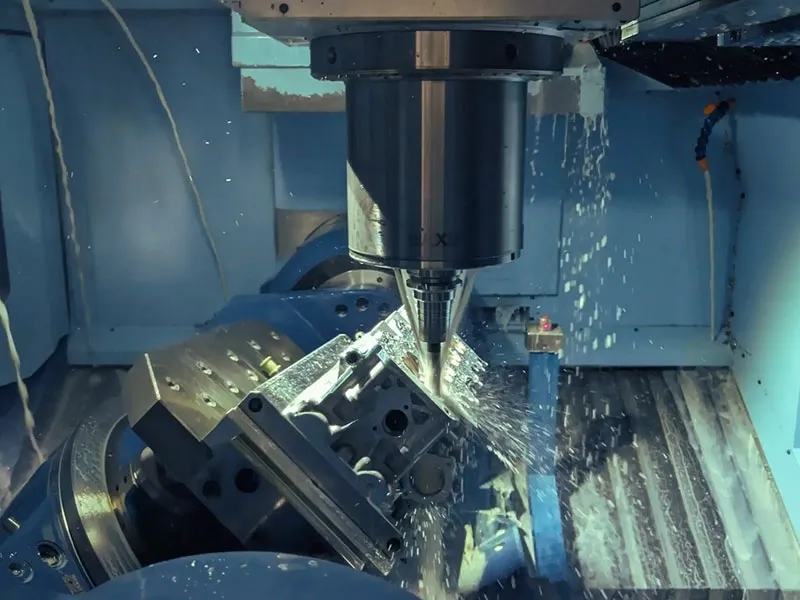
4-осевая обработка с ЧПУ для деталей сложной геометрии
Наши 4-осевые обрабатывающие центры с ЧПУ сочетают в себе возможности поворотной оси с традиционным 3-осевым фрезерованием, что позволяет нам обрабатывать сложные детали с подрезами, угловыми элементами и непрерывными контурами за одну установку. Такой многоосевой подход исключает необходимость многократной переналадки, снижает суммарные погрешности позиционирования и обеспечивает превосходную геометрическую точность. Мы используем обрабатывающие центры Doosan, DMG MORI и Mazak, оснащенные высокоскоростными шпинделями (12 000–24 000 об/мин) и передовыми системами управления инструментом.
Четвертая ось вращения обеспечивает непрерывную индексацию и одновременную 4-осевую интерполяцию, что имеет решающее значение при изготовлении деталей для аэрокосмической промышленности, корпусов медицинского оборудования и компонентов прецизионных приборов. Наша команда специалистов по CAM-программированию использует программное обеспечение Mastercam и Siemens NX для создания оптимизированных траекторий инструмента, которые позволяют сократить время цикла при соблюдении требований к качеству поверхности (Ra 0,8–3,2 мкм). Конструкция зажимных приспособлений разрабатывается индивидуально для каждого проекта, что обеспечивает жесткое закрепление заготовки и обработку без вибраций.
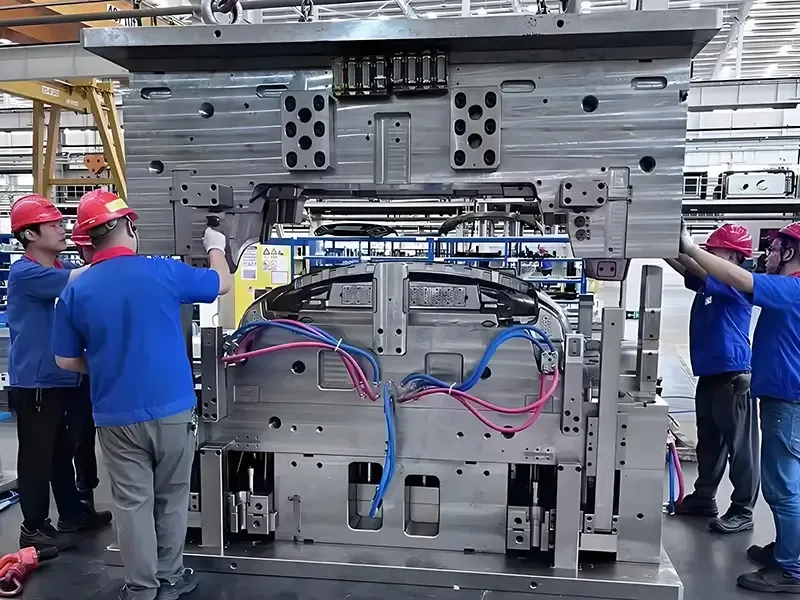
Широкоформатная портальная обработка с ЧПУ
Для крупногабаритных конструкционных элементов и каркасов оборудования наш 12-метровый портальный фрезерный центр позволяет обрабатывать большие заготовки, размеры которых превышают стандартные рабочие зоны станков. Этот станок мостового типа оснащен подвижной портальной конструкцией с исключительной жесткостью, способной обеспечивать допуск по положению ±0,05 мм по всей рабочей зоне размером 12 м × 4 м × 2 м. Среди областей применения — основные рамы ветровых турбин, камеры оборудования для производства полупроводников и основания промышленного оборудования.
Станок с портальным ЧПУ особенно ценен для обработки сварных конструкций в процессе термообработки после сварки (PWHT), когда необходимо устранить деформации, вызванные сваркой, с помощью прецизионного фрезерования. Перед окончательной обработкой мы применяем вибрационную снятие напряжений и термическую стабилизацию, чтобы предотвратить нестабильность размеров. Сверхпрочные режущие инструменты с сменными пластинами справляются с прерывистым резанием и переменными сечениями материала, характерными для сварных узлов. Проверка на координатно-измерительной машине (КИМ) Zeiss гарантирует, что все критические размеры соответствуют спецификациям чертежей в соответствии с требованиями GD&T.
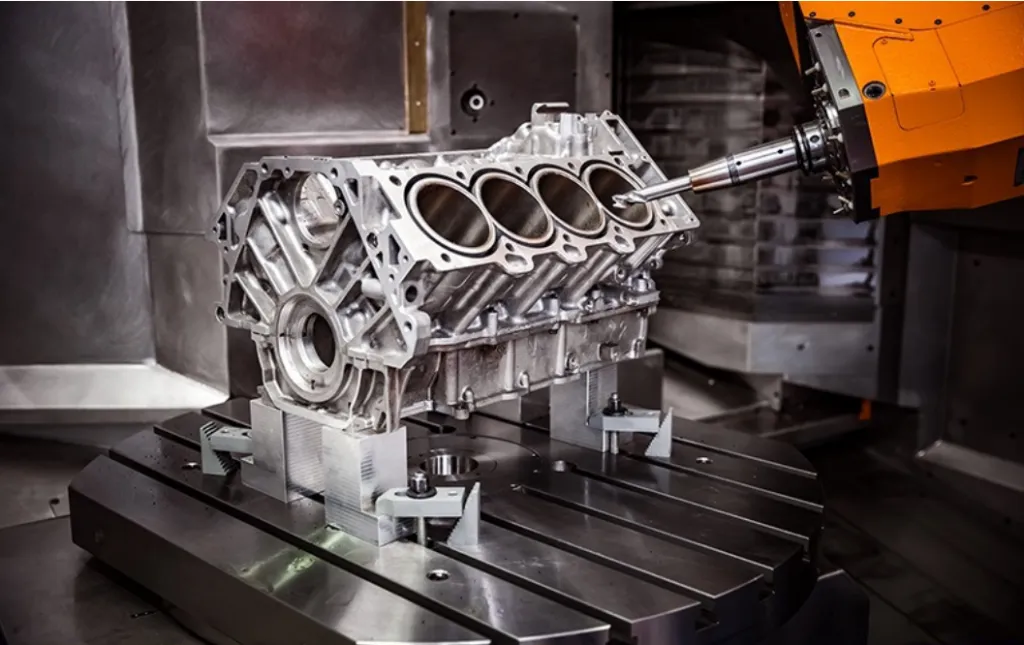
Услуги по высокоточному токарному обработке с ЧПУ
Наш токарный цех с ЧПУ оснащён многоосевыми токарными станками с приводными инструментами, дополнительными шпинделями и возможностью фрезерования по оси Y. Это позволяет осуществлять полную обработку сложных токарных деталей, включая валы, фланцы и корпуса клапанов, без дополнительных операций. Максимальный диаметр токарной обработки достигает 800 мм при расстоянии между центрами 2000 мм, что позволяет обрабатывать как мелкие прецизионные детали, так и крупные промышленные узлы. Точность токарной обработки ±0,01 мм обеспечивается за счет термокомпенсации, датчиков высокого разрешения и жесткой конструкции станка.
Станции с приводными инструментами позволяют выполнять фрезерование, сверление и нарезание резьбы на токарных деталях, что исключает необходимость их перемещения на отдельные фрезерные станки. Наличие дополнительного шпинделя обеспечивает возможность обработки с обратной стороны и отрезку заготовок, в результате чего получаются готовые к сборке детали. Мы обрабатываем широкий спектр материалов, включая алюминиевые сплавы (6061, 7075, 2024), нержавеющие стали (304, 316, 17-4PH), углеродистые стали и инженерные пластики. Благодаря прецизионному токарному и шлифовальному обработке можно достичь чистоты поверхности до Ra 0,4 мкм.
Опыт в области обработки алюминия на станках с ЧПУ
Обработка алюминия требует специальных знаний о свойствах материала, параметрах резания и управлении тепловым режимом. Наши услуги по обработке алюминия охватывают сплавы авиакосмического класса 7075-T6, судостроительного класса 5083 и общего назначения 6061-T6. Стратегии высокоскоростной обработки с оптимизированным удалением стружки предотвращают образование наплавленного кромки и обеспечивают превосходную чистоту поверхности. Системы облива охлаждающей жидкостью и подача охлаждающей жидкости через шпиндель поддерживают стабильную температуру резания и продлевают срок службы инструмента.
При изготовлении тонкостенных алюминиевых деталей, подверженных деформации, мы используем стратегическое закрепление заготовок, методы ступенчатого фрезерования и адаптивные траектории инструмента, позволяющие минимизировать режущие усилия. Для обеспечения защиты от коррозии и удовлетворения эстетических требований предлагаются услуги по анодированию, хроматированию и порошковой окраске. Все алюминиевые детали проходят операции по удалению заусенцев и скруглению кромок для устранения острых углов и заусенцев. Контроль размеров включает измерения на координатно-измерительной машине (КИМ), определение шероховатости поверхности и визуальную проверку качества.