Обзор продукта
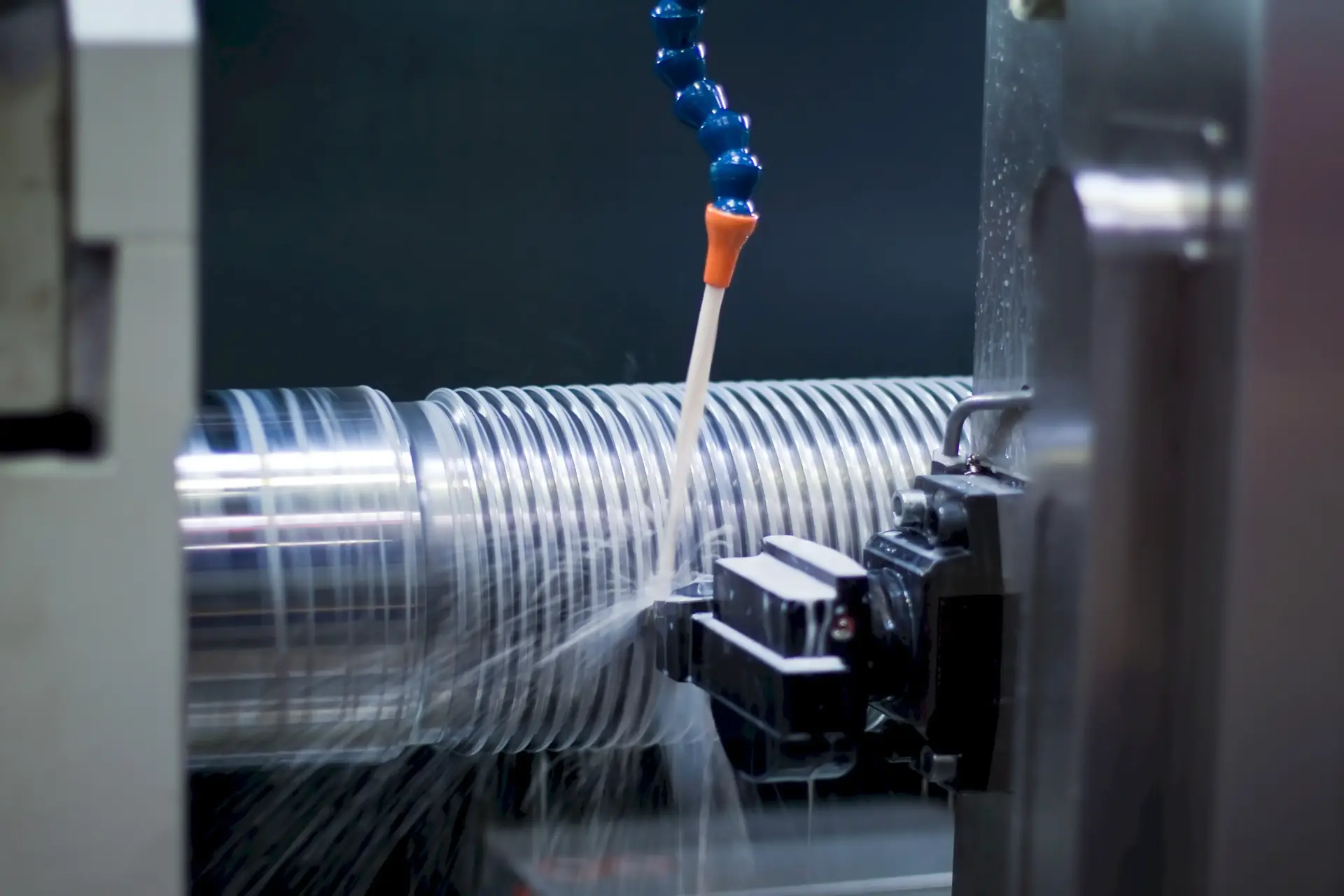
Обработка нержавеющей стали CNC на станции Leading Top Union позволяет изготавливать прецизионные детали для сложных условий эксплуатации, где коррозионная стойкость и механическая прочность являются обязательными требованиями. Завод в Сучжоу оснащен 5-осевыми и многофункциональными CNC токарными станками, способными выдерживать допуски на положение в пределах ±0,02 мм при обработке сложных геометрических форм. Обрабатываются все стандартные аустенитные марки, включая 304, 304L, 316, 316L, 321 и 347, а также дуплексные марки 2205, 2507 и S31803, и марки, упрочняемые выделением, 17-4PH (630) и 15-5PH (XM-12).
Каждый материал требует определённых параметров резания, чтобы избежать упрочнения материала, особенно в случае нержавеющей стали 316L и дуплексных сплавов, где оптимизация подачи и скорости резания имеет решающее значение для сохранения целостности поверхности и обеспечения срока службы инструмента. Команда инженеров-технологов рассчитывает нагрузку на режущую кромку и скорость вращения шпинделя в соответствии со стандартами испытаний на срок службы инструмента ISO 3685, обеспечивая стабильную скорость съема материала без перегрева. Для обработки глубоких полостей — что часто встречается в корпусах клапанов и насосов — инструменты с внутренней смазкой подают давление 20–40 бар непосредственно на режущую кромку, удаляя стружку и стабилизируя тепловые условия. Такой подход предотвращает упрочнение при деформации в аустенитных марках и сохраняет стабильность размеров в тонкостенных участках толщиной до 1,5 мм. Возможности по качеству поверхности варьируются от Ra 0,8 мкм для общепромышленного применения до Ra 0,4 мкм для пищевой промышленности, а электрополировка позволяет достичь Ra 0,2 мкм для фармацевтических и полупроводниковых компонентов, требующих сверхгладких, антиадгезионных поверхностей.
Обработка после механической обработки включает пассивацию в соответствии со стандартом ASTM A967 (метод с использованием лимонной кислоты) для удаления свободного железа и улучшения образования слоя оксида хрома, что имеет решающее значение для деталей из нержавеющей стали 304L и 316L, эксплуатируемых в средах с присутствием хлоридов. Для сборок, требующих как механической обработки, так и сварки, эти операции интегрированы в рамках процессов, сертифицированных по стандарту ISO 3834-2, с выполнением подготовки к сварке на обработанных поверхностях перед сваркой TIG или MIG в соответствии со стандартами EN 1090-2 EXC3. Такое сочетание имеет решающее значение для сложных коллекторов, теплообменников и компонентов, находящихся под давлением, где требуются герметичные соединения и точное совмещение отверстий. Система качества включает 100% контроль размеров критических элементов с использованием КИМ с калибровкой, прослеживаемой по ISO 10360-2, при этом погрешность измерений поддерживается на уровне ниже ±0,001 мм в соответствии с протоколами верификации КИМ. Для форм резьбы выполняется полная калибровка в соответствии с ASME B1.20.1 для NPT и ISO 228/1 для BSPP с использованием пробников «Go/No-Go», откалиброванных в соответствии со стандартами, прослеживаемыми до NIST, что обеспечивает герметичность в гидравлических и пневматических контурах. Кроме того, для компонентов, требующих герметичности, проводится гидростатическое испытание в соответствии с ASME B16.5 при давлении, в 1,5 раза превышающем расчетное, с выдержкой не менее 10 минут для подтверждения отсутствия обнаруживаемых утечек.
Области применения и отрасли
В сфере разведки и добычи, а также транспортировки нефти и газа детали из нержавеющей стали CNC, подвергающиеся механической обработке, должны выдерживать воздействие сернистых сред в соответствии со стандартами NACE MR0175/ISO 15156. Дроссельные вставки, штоки клапанов и измерительные коллекторы изготавливаются из сталей 316L и 17-4PH H1150 с контролируемой твердостью 28–33 HRC для обеспечения стойкости к сульфидному растрескиванию под напряжением. Эти детали часто имеют внутренние отверстия с допусками ±0,02 мм и чистоту поверхности Ra 0,4 мкм для предотвращения застревания частиц в потоковых каналах высокого давления. Для компонентов подводных устьевых установок, работающих на глубинах свыше 3000 метров, дуплексная сталь 2507 обрабатывается в соответствии со стандартами DNV-GL, с толщиной стенок до 50 мм и формами резьбы по API 5B, требующими полной проверки резьбы с допуском по диаметру шага ±0,005 дюйма. Для устьевого оборудования отслеживаемость материала в соответствии с ASTM A182 обеспечивается с помощью номеров плавки и сертификатов завода, а испытание на удар по Шарпи с V-образной надрезом при -46 °C в соответствии с ASTM A370 гарантирует вязкость в условиях эксплуатации в Арктике.
В секторе морской ветроэнергетики широко используется обработка нержавеющей стали для изготовления гидравлических систем управления углом наклона лопастей и компонентов привода поворота. Обрабатываются детали из дуплексных сплавов 316L и 2205 диаметром от 50 до 600 мм с соблюдением соосности в пределах 0,05 мм для вращающихся узлов, подверженных воздействию солевого тумана и циклических нагрузок. Эти компоненты часто требуют электрополированной поверхности с шероховатостью Ra 0,2 мкм для минимизации биологического загрязнения и щелевой коррозии в установках, расположенных в зоне брызг. Возможность сочетать токарную обработку с 5-осевым фрезерованием позволяет производить сложные корпуса приводов угла наклона лопастей со встроенными масляными каналами, что снижает сложность сборки и количество потенциальных мест утечки в системах гондолы, рассчитанных на срок службы более 20 лет. Для компонентов редуктора шлицевые формы по стандарту DIN 5480 обрабатываются с допуском по профилю 0,02 мм и твердостью поверхности 30–35 HRC за счет контролируемого упрочнения при резке, что во многих случаях исключает необходимость вторичной термообработки. Испытания на усталость в соответствии с ISO 12107 на выборочных партиях подтверждают пределы выносливости, превышающие 10^7 циклов при переменных изгибающих нагрузках 200 МПа, что подтверждает расчетный срок службы для морских установок.
Для применения в нефтехимической промышленности и энергетике стабилизированные марки 321 и 347 подвергаются механической обработке для эксплуатации при высоких температурах до 800 °C в элементах печей и трубных донках теплообменников. CNC сверлильных центров производят отверстия для труб с допуском по диаметру ±0,05 мм и точностью расстояния между центрами 0,1 мм, что критически важно для предотвращения отказов соединений «труба-трубная решетка» в установках реформинга водорода и котлах утилизации отработанного тепла. В фармацевтической и пищевой промышленности фитинги и корпуса клапанов из стали 316L изготавливаются с чистотой поверхности Ra 0,4 мкм после обработки, с последующей пассивацией лимонной кислотой в соответствии с ASTM A967 для соответствия требованиям FDA 21 CFR 177.2600. Эти детали включают соединения Tri-Clamp, обработанные в соответствии со стандартами ASME BPE, с проверкой шероховатости поверхности профилометром на каждой партии. Для криогенных применений при температурах до -196 °C детали из стали 304L обрабатываются с контролируемым размером зерна в соответствии с ASTM E112 (ASTM 7 или мельче) для сохранения ударной вязкости, а испытания на герметичность в соответствии с ASTM E493 проводятся с использованием гелиевой масс-спектрометрии с максимально допустимой скоростью утечки 1×10⁻⁹ мбар·л/с. При производстве полупроводников детали вакуумной камеры из стали 316L обрабатываются с чистотой поверхности Ra 0,1 мкм и электрополируются для удаления 0,005 мм материала с поверхности, при этом количество частиц проверяется в соответствии со стандартами SEMI F27 для обеспечения того, чтобы на квадратный сантиметр приходилось менее 10 частиц размером более 0,1 мкм.
Почему стоит выбрать Leading Top Union для обработки нержавеющей стали CNC
Leading Top Union сочетает в себе сертификацию по стандарту ISO 3834-2 в области сварки с требованиями стандарта AWS D1.1 по сварке конструкций и классами исполнения EN 1090-2 EXC3, что позволяет поставлять сварные узлы, соответствующие самым строгим европейским и американским стандартам. Обрабатывающий центр CNC оснащен более чем 40 многоосевыми станками, включая платформы DMG MORI и Mazak, что обеспечивает возможность обработки деталей длиной от 10 мм до 2000 мм со скоростью вращения шпинделя до 20 000 об/мин. Для марок дуплекса и PH поддерживаются специализированные библиотеки инструментов с твердосплавными пластинами, покрытыми для высокотемпературных сплавов, что сокращает время цикла на 15–25 % по сравнению с инструментами общего назначения, сохраняя при этом допуски ±0,02 мм на критических элементах. Мониторинг износа инструмента в соответствии с ISO 8688-2 обеспечивает замену пластин при износе боковой поверхности на 0,3 мм, предотвращая ухудшение качества поверхности и поддерживая стабильное качество деталей при производственных партиях от 10 000 штук.
Система управления качеством включает в себя мониторинг SPC в режиме реального времени по критическим размерам, а отчеты о контроле на координатно-измерительной машине (CMM) предоставляются в соответствии с требованиями к управлению измерениями стандарта ISO 10012. Для пассивации используется специализированная линия, на которой концентрация лимонной кислоты поддерживается на уровне 4–10 % по массе при температуре 49–60 °C в соответствии со стандартом ASTM A967, после чего проводится тестирование с использованием сульфата меди для проверки удаления свободного железа. Электрополировка выполняется на собственном производстве с использованием запатентованных составов электролитов, которые снижают Ra с 0,4 мкм до 0,2 мкм, удаляя при этом 0,005–0,010 мм поверхностного материала для устранения микротрещин и вкраплений загрязнений. Эта двойная возможность — механическая обработка плюс отделка поверхности — снижает сложность цепочки поставок для EPC-компаний, которым требуются сертифицированные компоненты для критически важных задач. Для применений, требующих высокой надежности, на обработанных поверхностях проводится ультразвуковой контроль в соответствии с ASTM E213 для обнаружения подповерхностных дефектов диаметром до 0,5 мм, при этом критерием брака является любая индикация, превышающая 10 % толщины стенки. Все контрольно-измерительное оборудование калибруется в соответствии с ISO 17025 аккредитованными лабораториями с интервалом калибровки 12 месяцев для координатно-измерительных машин и 6 месяцев для ручных инструментов, что обеспечивает прослеживаемость в соответствии с международными стандартами.
Мы обеспечиваем полный цикл от изготовления прототипов до серийного производства со стандартными сроками выполнения заказов: 4–6 недель для первых изделий и 2–3 недели для повторных заказов по уже запущенным программам. Инженерная команда предоставляет рекомендации по оптимизации конструкции (DFM) в течение 48 часов после получения 3D-моделей, оптимизируя толщину стенок, радиусы и глубину резьбы с учетом технологичности обработки нержавеющей стали. Для сложных сборок, требующих как механической обработки, так и сварки, проводится анализ деформации на основе FEA для прогнозирования и компенсации усадки при сварке, что гарантирует соответствие конечных размеров допускам чертежа без повторной механической обработки. При крупносерийном производстве автоматизированный контроль в процессе с использованием систем щупов Renishaw корректирует смещения инструмента в режиме реального времени, поддерживая значения Cpk выше 1,67 для критических элементов. После обработки детали очищаются с помощью ультразвуковых систем на водной основе с деионизированной водой при температуре 60 °C и сушатся в воздухе, пропущенном через фильтр HEPA, что позволяет достичь уровней чистоты в соответствии с ISO 4406 класс 14/11/8 для компонентов гидравлических систем. Свяжитесь с отделом технических продаж по адресу sales@leadingtopunion.com или по телефону +86-512-xxxx-xxxx, чтобы обсудить ваши требования к обработке нержавеющей стали CNC с производителем, имеющим сертификаты ISO 3834-2, EN 1090-2 EXC3 и AWS D1.1.