Обзор продукта
Обработка крупных деталей CNC длиной до 12 метров требует использования станков с исключительной жесткостью конструкции и термической стабильностью. Напольные расточные станки и портальные обрабатывающие центры разработаны специально для обработки негабаритных заготовок, при которой необходимо обеспечить точность размеров по всем осям. Ход оси X на 12 000 мм на наших рамочных расточных станках в сочетании со шпинделем мощностью 75 кВт позволяет осуществлять обработку валов турбин, секций сосудов под давлением и узлов морских конструкций за один заход. Это устраняет накопительные погрешности, возникающие при перемещении или переносе между несколькими станками, которые обычно составляют от 0,02 мм до 0,05 мм за каждый переход в традиционных установках.
Компенсация теплового расширения для пролетов большой длины
Компенсация теплового расширения является критически важным фактором при обработке черных металлов на станках с пролетом более 12 метров. Система измерения в процессе обработки использует линейные шкалы с разрешением 0,1 мкм и обратную связь по температуре в реальном времени от датчиков, встроенных в станину станка и корпус шпинделя. Когда температура окружающей среды колеблется в пределах ±5 °C в течение 12-часового цикла обработки, система управления автоматически корректирует смещения инструмента, чтобы поддерживать точность позиционирования ±0,05 мм на всей длине 12 000 мм. Эта способность подтверждена в соответствии с процедурами испытаний ISO 230-2:2014 на точность позиционирования и повторяемость, что обеспечивает соответствие требованиям к допускам стандартов геометрического размечения и допусков ASME Y14.5-2018.
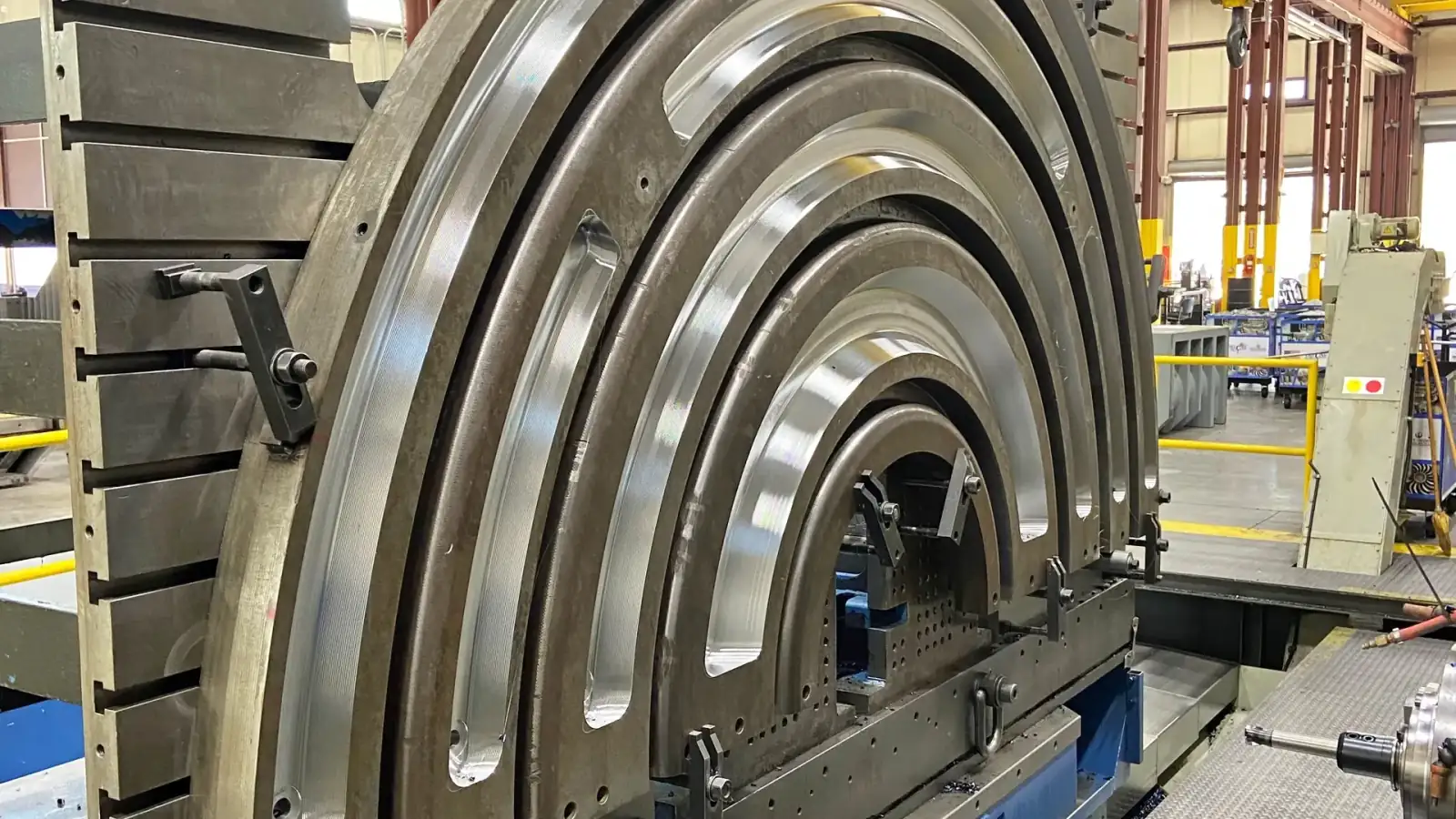
Рабочий стол повышенной прочности и возможности по обработке поверхностей
Рабочий стол повышенной прочности на наших портальных станках рассчитан на заготовки весом до 50 000 кг и имеет рабочую зону размером 6 000 мм × 3 000 мм × 2 000 мм. Конструкция стола выполнена из чугуна с высокими демпфирующими свойствами и ребристым армированием, что позволяет минимизировать вибрацию при интенсивной обработке. Для типичной 30-тонной стальной сварной конструкции достигается чистота поверхности Ra 1,6 мкм на фрезерованных поверхностях и Ra 0,8 мкм на просверленных отверстиях с использованием твердосплавных пластин при скорости резания 120–180 м/мин. Высота оси Z, равная 2000 мм, позволяет обрабатывать высокие детали, такие как направляющие лопатки гидроэлектротурбин или корпуса горнодобывающих дробилок, а ширина оси Y, равная 3000 мм, позволяет одновременно обрабатывать несколько небольших деталей на одной зажимной пластине.
Обработка негабаритных деталей на месте
Услуги по механической обработке на месте дополняют собственные производственные возможности в отношении деталей, которые невозможно транспортировать на завод в Сучжоу. Выездные бригады используют переносные расточные станки, фланцевые торцевальные станки и фрезерные головки с лазерными системами выравнивания, обеспечивающими точность ±0,10 мм на диаметре до 6 метров. Это особенно актуально для энергетического оборудования, где корпуса турбин или рамы генераторов во многих странах превышают допустимые для автомобильных перевозок габариты — ширину 4,5 метра. Проекты по обработке на месте были выполнены для линий разделения паровых турбин на угольных электростанциях в провинции Шаньдун, где была достигнута плоскостность 0,03 мм на метр в соответствии с требованиями ISO 1101:2017.
Области применения и отрасли
В нефтегазовой отрасли обработка крупных деталей CNC имеет решающее значение для изготовления подводных коллекторных блоков, узелков противовыбросовых превенторов и корпусов трубопроводных клапанов. Типичный 8-метровый подводный коллекторный блок, изготовленный из кованой стали ASTM A694 F65, требует прецизионного растачивания проходных отверстий номинальным диаметром 12 дюймов с соосностью 0,10 мм по всей длине. Напольные расточные станки достигают этого с помощью одноточечных расточных штанговых головок с CBN-вставками при скорости 80–100 м/мин, сохраняя чистоту поверхности Ra 0,4 мкм для предотвращения эрозии при эксплуатации в условиях высокого давления газа. Эти компоненты должны соответствовать требованиям NACE MR0175/ISO 15156 для работы в среде с высоким содержанием серы, а процессы обработки документируются с полной прослеживаемостью номеров партий материала и протоколов контроля.
Обработка конструкций для морских ветровых электростанций
Строительство морских ветровых электростанций требует крупногабаритной механической обработки переходных элементов, фланцев моноопор и секций башен. Фланец моноопоры диаметром 6 метров, изготовленный из стали S355NL в соответствии с В 10025-3, требует торцевой обработки опорной поверхности с точностью плоскостности 0,15 мм для обеспечения правильного распределения нагрузки во время работы турбины. Портальные станки с ходом по оси Y 6 метров могут обрабатывать эти фланцы за один проход, что исключает необходимость обработки после сварки после сборки. Для узлов фундаментов типа «жакет» выполняется сложная подготовка к сварке с углами скоса от 30° до 45° в соответствии с кодексом сварки конструкций AWS D1.1/D1.1M:2020, что позволяет достичь допусков по размерам ±1 мм на профилях пересечения раскосов и хорд.
Точность в горнодобывающей промышленности и энергетике
Оборудование для горнодобывающей промышленности и переработки полезных ископаемых, такое как корпуса мельниц, главные валы роторных дробилок и приводные барабаны конвейеров, требует значительного объема съема материала при сохранении геометрической точности. Для обработки 10-метрового корпуса мельницы, изготовленного из листовой углеродистой стали ASTM A516 класса 70, обычно требуется съем 15–20 мм материала с торцевых поверхностей фланцев для обеспечения параллельности 0,10 мм по всему диаметру. Шпиндель мощностью 75 кВт с крутящим моментом 1200 Нм при 200 об/мин позволяет выполнять черновые проходы с глубиной резания 8 мм по стали, сокращая время цикла на 30 % по сравнению с традиционными обрабатывающими центрами. Допуски ±0,05 мм на критических шейках подшипников и ±0,10 мм на схемах расположения отверстий под болты соблюдаются в соответствии с общими допусками стандарта ISO 2768-m.
В энергетике система применяется для обработки корпусов паровых турбин, каркасов газовых турбин и рабочих колес гидротурбин. Внутренний корпус паровой турбины длиной 9 метров, изготовленный из литой стали ASTM A356 класса 9, требует прецизионного растачивания нескольких отверстий для впуска пара с угловыми допусками ±0,5° и точностью расположения ±0,10 мм. Система измерения в процессе работы компенсирует тепловое расширение отливки во время обработки, которое может достигать 0,3 мм за 12-часовой цикл при повышении температуры окружающей среды с 15 °C до 30 °C. Для камер сгорания газовых турбин, изготовленных из Inconel 718, используются керамические вставки со скоростью 250–300 м/мин для достижения чистоты поверхности Ra 0,8 мкм на уплотнительных поверхностях в соответствии со стандартами ASME B46.1-2019.
Стандарты в области судостроения и морской техники
В судостроении и морской инженерии возникает потребность в обработке кормовых короб, рулевых колонок и гребных валов длиной до 12 метров. Гребной вал длиной 10 метров, изготовленный из кованой стали ASTM A668 класса D, требует соблюдения соосности 0,05 мм между подшипниковыми шейками и торцевой поверхностью фланца для предотвращения вибрации при рабочих скоростях 120–150 об/мин. Напольные расточные станки с ходом по оси X 12 метров могут обрабатывать весь вал за одну установку, используя подпорки с интервалом 2 метра для предотвращения прогиба. На поверхности шейки достигается чистота поверхности Ra 0,2 мкм с помощью шлифовальных головок CBN, что соответствует требованиям правил DNV-GL по классификации судов.
Почему стоит выбрать Leading Top Union для обработки крупных деталей CNC (длиной до 12 м)
Сертификация по стандарту ISO 3834-2 в области управления качеством сварки распространяется на механическую обработку сварных узлов, что гарантирует согласованность подготовки сварных швов, термообработки и окончательной механической обработки в рамках единой системы качества. Для типичной крышки сосуда под давлением весом 40 тонн, изготовленной из листа SA-516 Gr. 70, термообработка после сварки выполняется при температуре 620 °C ±10 °C в соответствии с ASME BPVC, раздел VIII, подраздел 1, после чего выполняется механическая обработка уплотнительной поверхности с обеспечением плоскостности 0,08 мм. Такой комплексный подход сокращает сроки выполнения заказов на 15–20 % по сравнению с передачей сварки и механической обработки отдельным поставщикам, что подтверждается проектной документацией подрядчиков EPC в нефтехимической промышленности.
Комплексный контроль качества и отслеживаемость
На предприятии действует комплексная программа обеспечения качества, которая включает протоколы контроля первых изделий в соответствии со стандартом AS9102D для требований, заимствованных из аэрокосмической отрасли, даже в отношении компонентов, не предназначенных для аэрокосмической промышленности. Для каждого проекта по обработке крупных деталей разрабатывается план контроля размеров со ссылкой на конкретные базы отсчета и допуски в соответствии со стандартом ISO 2768-1:1989 или определёнными заказчиком требованиями к геометрическим формам и допускам (GD&T) согласно ASME Y14.5-2018. Команда инспекторов использует лазерные трекеры с точностью 0,015 мм на расстоянии до 12 метров, манипуляторы FARO для сложных поверхностей и ультразвуковые толщиномеры для проверки толщины стенок. Все данные измерений архивируются с указанием серийного номера детали для полной прослеживаемости, что соответствует требованиям NORSOK M-650 для нефтегазового оборудования.
Сертификация по европейским стандартам и реализация проектов
Сертификация EN 1090-2 EXC3 для стальных конструкций класса исполнения 3 гарантирует, что механическая обработка конструктивных элементов для морских ветровых электростанций и строительной инфраструктуры соответствует самым высоким европейским стандартам изготовления. Это включает обязательное испытание технологий сварки, аттестацию сварщиков в соответствии с В ISO 9606-1, а также неразрушающий контроль обработанных поверхностей с помощью магнитопорошкового контроля в соответствии с В ISO 9934-1. В рамках недавнего проекта по изготовлению 12-метровых стальных балок моста для европейского инфраструктурного проекта отверстия для болтов в соединительных пластинах были обработаны с точностью позиционирования ±0,5 мм в соответствии с требованиями таблицы 18 стандарта EN 1090-2, прошли независимую проверку TÜV SÜD без выявленных несоответствий.
Гибкое планирование и оперативная мобилизация
Для крупных проектов по обработке деталей CNC предлагается гибкий график работ, при этом стандартные сроки изготовления составляют 4–8 недель для производства первых экземпляров и 2–4 недели для повторных заказов. Команда по производственному планированию координирует свою работу с менеджерами проектов, чтобы согласовать последовательность операций механической обработки с графиками закупки материалов и термообработки. Для срочного ремонта в случае поломки на электростанциях или горнодобывающих предприятиях бригады по обработке на месте могут быть мобилизованы в течение 48 часов с использованием переносного оборудования, способного обрабатывать фланцы диаметром до 3 метров и растачивать отверстия диаметром до 500 мм. Такая оперативность сделала Leading Top Union предпочтительным поставщиком для проектов по техническому обслуживанию, ремонту и капитальному ремонту (MRO) в нефтехимической и цементной промышленности в Юго-Восточной Азии и на Ближнем Востоке.