Обзор продукта
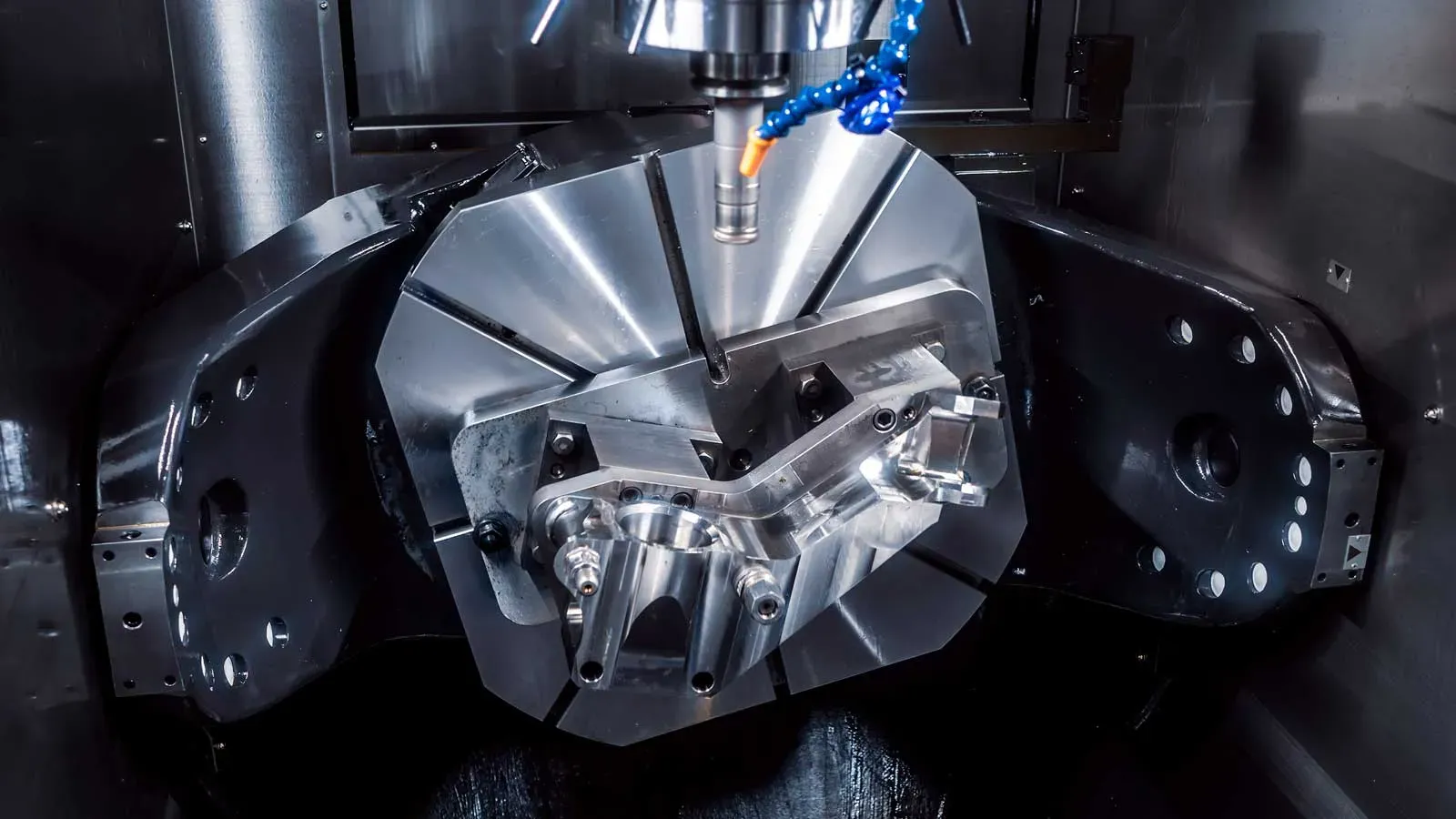
Услуги по 5-осевой CNC обработке в компании Leading Top Union предназначены для изготовления деталей сложной геометрии, требующих одновременной многоосевой интерполяции. В отличие от систем позиционирования 3+2, настоящая 5-осевая обработка позволяет режущему инструменту сохранять оптимальную ориентацию относительно поверхности заготовки на протяжении всего цикла обработки. Это имеет решающее значение для деталей с поднутрениями, глубокими полостями и контурами произвольной формы, где традиционные 3-осевые методы потребовали бы многократной переналадки и специальных приспособлений. Кинематическая конфигурация станков DMG MORI и Mazak обеспечивает полный поворот по осям B и C, что позволяет инструменту обрабатывать деталь практически под любым углом без ее перемещения.
Конструкция машины и термическая стабильность
Техническая основа 5-осевой обработки — это жесткая конструкция станка и современные системы сервоуправления. Максимальная рабочая зона позволяет обрабатывать детали размером до 4000 × 2000 × 1500 мм с максимальной грузоподъемностью 12 000 кг, что делает этот комплекс одним из немногих, сертифицированных по стандарту ISO 3834-2, способных обрабатывать крупногабаритные детали для морских ветровых электростанций и тяжелого горнодобывающего оборудования. Шпиндель развивает скорость до 18 000 об/мин с интерфейсом инструмента HSK-A63, обеспечивая крутящий момент и скорость, необходимые как для черновой обработки Inconel 718, так и для чистовой обработки алюминиевых сплавов. Термическая стабильность поддерживается за счет встроенных систем охлаждения, которые регулируют температуру с точностью до ±1 °C во время длительных циклов обработки.
Точность позиционирования и возможности обработки поверхности
Точность позиционирования ±0,01 мм и повторяемость ±0,003 мм достигаются за счет обратной связи по замкнутому контуру с линейными линейками и поворотными энкодерами. Эти допуски проверяются с помощью тестирования Ballbar компании Renishaw и лазерной интерферометрии в соответствии со стандартами ISO 230-2. Для критически важных применений в аэрокосмической отрасли и при производстве турбин процедуры контроля в процессе обработки автоматически компенсируют износ инструмента и тепловое расширение, обеспечивая стабильность размеров на протяжении производственных партий от 50 до 500 единиц. В зависимости от материала и стратегии траектории инструмента можно достичь качества поверхности от Ra 0,4 до 1,6 мкм, а на цветных металлах с помощью специальных алмазных инструментов возможно получение зеркальной поверхности.
Универсальность материалов и технологическое проектирование
Универсальность материалов — одно из ключевых преимуществ услуг по 5-осевой CNC обработке. Нержавеющие стали (304, 316L, 17-4PH), титановые сплавы (Ti-6Al-4V, Ti-6Al-2Sn-4Zr-2Mo), суперсплавы на основе никеля (Inconel 718, Hastelloy X), алюминиевые сплавы (6061-T6, 7075-T651) и инженерные пластики (PEEK, PTFE, Torlon) обрабатываются на регулярной основе. Каждый материал требует определенных параметров резания, геометрии инструмента и стратегий подачи охлаждающей жидкости — инженеры-технологи разрабатывают индивидуальные планы обработки с учетом стандартов текстуры поверхности ASME B46.1 и спецификаций материалов ASTM. Для высокотемпературных применений в газовых турбинах осуществляется строгий контроль остаточного напряжения и толщины переплавленного слоя, часто не превышающей 0,05 мм, чтобы предотвратить преждевременный отказ компонентов.
Преимущества единой настройки и экономическая эффективность производства
Преимущество 5-осевой обработки, заключающееся в возможности выполнения всех операций за один зажим, напрямую влияет на качество деталей и экономическую эффективность производства. Благодаря устранению необходимости в многократной смене зажимных приспособлений и повторной привязке координат удается снизить совокупные погрешности позиционирования, которые обычно возникают при последовательном выполнении 3-осевых операций. Типичный компонент рабочего колеса, требующий 12 отдельных настроек на традиционном оборудовании, может быть изготовлен за один цикл зажима, что сокращает время выполнения заказа на 40–60 % и повышает геометрическую стабильность. Такой подход также сводит к минимуму вмешательство оператора, снижая риск человеческой ошибки при переносе координат. Для отраслей, подпадающих под действие систем качества AS9100D или ISO 13485, эта отслеживаемая методология с одной настройкой обеспечивает поддающиеся аудиту доказательства контроля процессов.
Области применения и отрасли
Конструкционные элементы для аэрокосмической промышленности
В аэрокосмической отрасли услуги по 5-осевой CNC обработке позволяют изготавливать конструктивные детали для планера и двигательных установок, где первостепенное значение имеют снижение веса и усталостная прочность. Производятся титановые переборки, алюминиевые ребра крыла и диски турбин из инконеля со сложными схемами расположения охлаждающих отверстий, требующие одновременного 5-осевого сверления под углами, превышающими 30 градусов. Эти компоненты должны соответствовать стандартам качества AS9100D и часто требуют отчетов о проверке первого изделия в соответствии с AS9102. Возможность обработки тонкостенных секций толщиной до 0,5 мм с допуском ±0,02 мм имеет решающее значение для применений, чувствительных к весу, в коммерческих самолетах, таких как программы Boeing 787 и Airbus A350.
Нефтегазовое скважинное оборудование
В нефтегазовой отрасли возможности 5-осевой обработки приносят значительную пользу, особенно при изготовлении скважинного оборудования и компонентов клапанов, работающих в условиях высокого давления и высокой температуры (HPHT). Детали рождественских елок, детали противовыбросовых превенторов (BOP) и корпуса подводных соединителей обрабатываются из легированной стали 4130 и нержавеющей стали 17-4PH с соблюдением соосности в пределах 0,01 мм на длинах, превышающих 1000 мм. Сертификация по стандарту EN 1090-2 EXC3 обеспечивает прослеживаемость и проверку механических свойств для компонентов, находящихся под давлением. Для подводных применений, требующих соответствия стандартам NACE MR0175/ISO 15156, осуществляется строгий контроль твердости и сопротивления растрескиванию под действием сульфидов посредством проверенных процессов термообработки и механической обработки.
Производство компонентов для турбин
Производство компонентов турбин является одной из основных областей применения 5-осевой обработки. Здесь изготавливаются роторы с цельными лопастями (IBR), направляющие лопатки сопла и корпуса диффузоров для газовых и паровых турбин, используемых в энергетике и судостроении. Для изготовления этих деталей требуется одновременная 5-осевая контурная обработка, позволяющая создавать профили лопаток с углом скрутки более 60 градусов и радиусом передней кромки всего 0,2 мм. Возможность получения поверхности с шероховатостью Ra 0,4 мкм на сплавах на основе никеля снижает аэродинамические потери и повышает эффективность турбин до 2%. Проверка размеров осуществляется с помощью координатно-измерительных машин (КИМ) со сканирующими датчиками в соответствии со стандартами ASME Y14.5-2009 GD&T для допусков профиля, обычно заданных на уровне 0,05 мм.
Компоненты для морских ветровых электростанций
Отрасль морской ветроэнергетики нуждается в крупногабаритных прецизионных деталях, для обработки которых идеально подходят 5-осевые обрабатывающие центры. Здесь обрабатываются корпуса подшипников поворота, детали привода угла наклона и соединительные элементы главного вала из отливок из высокопрочного чугуна и низколегированной стали весом до 12 тонн. Эти детали требуют соблюдения жестких допусков на расположение отверстий под болты и сопрягаемые поверхности, чтобы обеспечить правильное распределение нагрузки в динамических условиях морской среды. Сертификация по стандарту ISO 3834-2 для сварки и EN 1090-2 EXC3 для изготовления конструкций из конструкционной стали позволяет интегрировать обработанные компоненты со сварными узлами, обеспечивая комплексные решения для подводных модулей. Для плавучих ветровых платформ соблюдается соответствие требованиям DNV-GL в отношении компонентов, критичных с точки зрения усталостной прочности, рассчитанных на 20-летний проектный срок службы.
Производство медицинского оборудования
При производстве медицинского оборудования используются возможности 5-осевой обработки для изготовления ортопедических имплантатов и хирургических инструментов, требующих применения биосовместимых материалов и зеркальной полировки. Обрабатываются стебли тазобедренных протезов, компоненты коленных протезов и спинальные имплантаты из сплавов Ti-6Al-4V ELI и кобальт-хрома в соответствии со стандартами ASTM F136 и ASTM F1537. Пятиосевое одновременное перемещение позволяет создавать сложные поверхности, контактирующие с костью, с пористой структурой, способствующей остеоинтеграции. На соприкасающихся поверхностях можно достичь шероховатости поверхности ниже Ra 0,2 мкм, что снижает образование абразивных частиц. Обогащенная среда обработки, совместимая с чистыми помещениями, и система управления качеством ISO 13485 обеспечивают соответствие требованиям FDA 21 CFR Part 820 для производителей медицинского оборудования.
Почему стоит выбрать Leading Top Union для услуг по 5-осевой CNC обработке
Международные сертификаты и проверенное качество
Услуги по 5-осевой обработке компании Leading Top Union подкреплены рядом международных сертификатов, которые напрямую соответствуют требованиям к качеству, предъявляемым глобальными EPC-компаниями. Сертификаты ISO 3832-2 на сварные конструкции, EN 1090-2 EXC3 на конструкционную сталь и AWS D1.1 на сварные процедуры обеспечивают поддающуюся аудиту гарантию качества сложных сборок. Эти сертификаты не носят чисто административный характер — они подтверждаются ежеквартальными аудитами, проводимыми TÜV SÜD и Bureau Veritas, что гарантирует постоянное соответствие процессов европейским и американским стандартам. Для инженеров по закупкам, оценивающих поставщиков, наличие этого портфеля сертификатов снижает необходимость в обширных независимых аудитах, ускоряя процесс квалификации.
Опытная техническая команда и моделирование с использованием цифровых двойников
Наша техническая команда обладает более чем 15-летним совокупным опытом в области 5-осевого программирования и оптимизации технологических процессов, а также специализируется на работе с программным обеспечением CAM Siemens NX и Mastercam. Для каждой конфигурации станка разрабатываются индивидуальные постпроцессоры, что позволяет обеспечить бесколлизионные траектории инструмента и оптимальные условия резания. Для сложных многоосевых операций весь цикл обработки моделируется с помощью программного обеспечения Vericut, что позволяет проверить зазор инструмента и скорость съема материала до начала резки металла. Такой подход с использованием цифрового двойника сокращает время настройки в среднем на 30% и практически исключает брак из-за ошибок программирования. Инженеры регулярно проходят обучение в технологических центрах DMG MORI и Mazak, чтобы быть в курсе развивающихся стратегий обработки.
Внутренний контроль качества и проверка материалов
Контроль качества в компании Leading Top Union выходит за рамки проверки размеров и включает в себя проверку материалов и валидацию технологических процессов. Собственная металлургическая лаборатория, оснащенная спектрометрами, твердомерами и машинами для испытаний на растяжение, проверяет состав материалов и их механические свойства в соответствии со стандартами ASTM E8 и ASTM E18. Для критически важных компонентов проводится неразрушающий контроль, включая ультразвуковой контроль в соответствии со стандартом ASTM E2375 и контроль с помощью капиллярных проникающих жидкостей в соответствии со стандартом ASTM E1417. Все результаты контроля документируются в подробных отчетах, которые соответствуют требованиям к прослеживаемости систем качества AS9100D и ISO 9001:2015. Эта комплексная инфраструктура обеспечения качества дает клиентам уверенность в надежности компонентов для критически важных применений.
Глобальная цепочка поставок и логистическая поддержка
Наши возможности в области цепочки поставок и логистики рассчитаны на обеспечение реализации проектов по всему миру. Мы поддерживаем стратегические запасы наиболее востребованных материалов, включая нержавеющую сталь 316L, легированную сталь 4140 и алюминий 6061-T6, что сокращает сроки поставки на 2–3 недели. При выполнении экспортных заказов мы берем на себя оформление всей документации, включая сертификаты происхождения, протоколы испытаний материалов и таможенное оформление. Расположение в Сучжоу, Китай, обеспечивает прямой доступ к порту Шанхая и международным хабам авиаперевозок, что позволяет осуществлять доставку «от двери до двери» в Европу, Северную Америку и на Ближний Восток в течение 10–14 дней при авиаперевозке или 30–45 дней при морской перевозке. Предлагаются варианты Инкотермс, включая FOB Шанхай, CIF крупные порты и DDP для квалифицированных клиентов.
Экономическая эффективность и прозрачное ценообразование
Экономическая эффективность 5-осевой обработки достигается за счет оптимизированных стратегий траектории инструмента и сокращения количества вторичных операций. Подход, предполагающий одну настройку станка, исключает необходимость в дорогостоящих приспособлениях и многократных перемещениях заготовок между станками, что позволяет снизить себестоимость единицы продукции на 15–25 % по сравнению с традиционными 3-осевыми методами обработки сложных геометрических форм. Мы предлагаем прозрачную ценовую политику с подробной разбивкой затрат на материалы, время обработки и расходы на контроль качества, что позволяет отделам закупок точно планировать бюджет своих проектов. Для производственных партий, превышающих 100 единиц, предлагаются скидки за объем и программы консигнационного складирования, которые снижают потребности в оборотном капитале. Команда по управлению проектами предоставляет еженедельные отчеты о ходе работ и информацию о статусе производства в режиме реального времени через онлайн-портал для клиентов, обеспечивая полную прозрачность на протяжении всего производственного цикла.