Обзор продукта
Обработка чугуна CNC с точностью Leading Top Union обеспечивает допуски точности ±0,03 мм для серого чугуна (GG20, GG25, GG30 по В-GJL-250), высокопрочном чугуне (GGG40, GGG50, GGG60, GGG70 по В-GJS) и чугуне с уплотненным графитом (CGI марок GJV-300, GJV-400, GJV-500). Завод в Сучжоу обрабатывает необработанные отливки весом до 20 000 кг, выполняя черновую и чистовую обработку деталей для нефтегазовых клапанов, корпусов морских ветряных турбин и горнодобывающего оборудования. Прямая координация с литейными цехами позволяет устранять дефекты литья, такие как пористость, включения и твердые участки, до начала обработки, обеспечивая стабильность размеров и постоянное соблюдение целевых значений шероховатости поверхности от Ra 1,6 до 6,3 мкм.
Параметры обработки для конкретных материалов
Процесс механической обработки чугуна CNC начинается с тщательного контроля геометрии отливок с помощью координатно-измерительной машины (КИМ) с составлением отчетов по геометрическим допускам (GD&T) в соответствии со стандартом ASME Y14.5-2018. Для марок серого чугуна, таких как GG25 (В-GJL-250), учитываются присущие материалу демпфирующие свойства и индекс обрабатываемости от 0,8 до 1,2 по отношению к стали, при этом твердосплавные инструменты подбираются с определенными углами наклона, чтобы минимизировать наплавку на кромку. Для марок высокопрочного чугуна, таких как GGG50 (В-GJS-500-7), необходимо учитывать степень узелковости выше 80%, чтобы избежать вибрации инструмента при высокоскоростной обработке, в то время как марки CGI, такие как GJV-400, требуют специальных параметров резания из-за их прочности на разрыв, на 30% превышающей прочность обычного серого чугуна.
Высокоскоростная обработка и терморегулирование
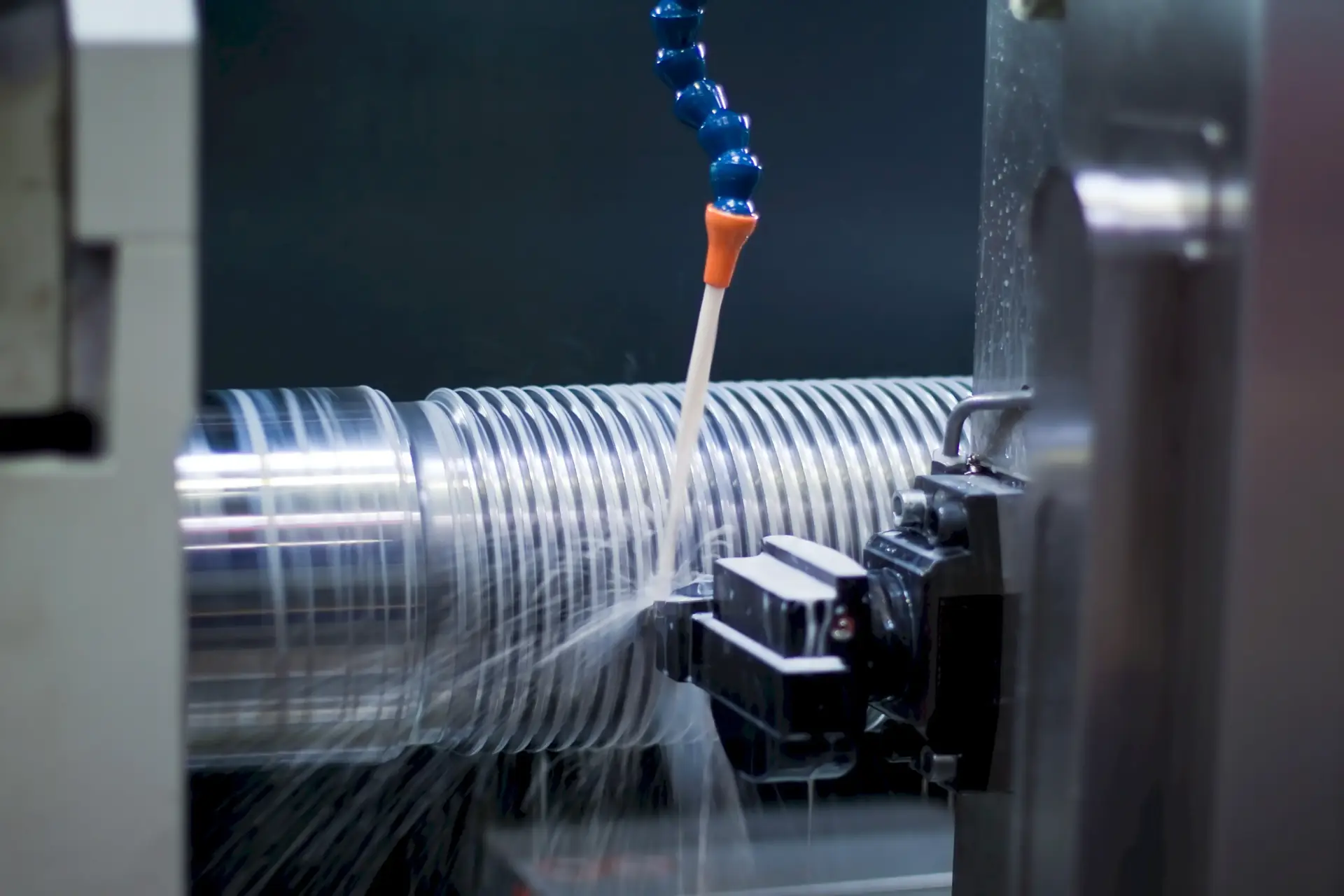
Используются многоосевые обрабатывающие центры со скоростью вращения шпинделя до 12 000 об/мин и скоростями подачи, рассчитанными с учетом абразивных свойств чугуна, что позволяет достигать чистоты поверхности до Ra 1,6 мкм на критически важных уплотнительных поверхностях. Для крупных отливок весом более 5000 кг используются станки портального типа CNC с рабочей зоной 4 м на 2 м, обеспечивающие термическую стабильность за счет систем охлаждения, которые контролируют удаление стружки и предотвращают деформацию заготовки. Для сложных деталей из высокопрочного чугуна предусмотрены циклы термообработки для снятия напряжений при температуре от 540 °C до 600 °C, что снижает остаточные напряжения от литья и обеспечивает долгосрочную точность размеров при рабочих температурах до 350 °C в нефтехимических применениях.
Контроль качества в процессе производства
Контроль качества включает в себя измерение в процессе обработки с помощью контрольных щупов Renishaw для проверки таких критически важных параметров, как диаметры отверстий, торцевые поверхности фланцев и расположение отверстий под болты, с допуском ±0,03 мм. Все параметры обработки документируются, включая скорости резания от 80 до 150 м/мин для серого чугуна и от 60 до 120 м/мин для высокопрочного чугуна, при этом глубина резания ограничена 3 мм за проход, чтобы предотвратить повреждение подповерхностных слоев. Финальный контроль включает отчеты КИМ с полным анализом GD&T, измерения шероховатости поверхности с помощью профилометров и испытания на твердость по стандарту ASTM E10 для подтверждения значений по Бринеллю в пределах заданных диапазонов для каждого сорта, например 180–240 HB для GG25 и 200–260 HB для GGG50.
Области применения и отрасли
В нефтегазовой отрасли в процессе механической обработки чугуна CNC изготавливаются корпуса клапанов, корпуса насосов и детали компрессоров из марок высокопрочного чугуна, таких как GGG60 и GGG70, которые обладают пределом текучести 370 МПа и 420 МПа соответственно. Эти детали используются в системах, соответствующих стандартам API 6D и API 600, что требует обработки уплотнительных поверхностей с шероховатостью Ra 1,6 мкм и допуском на плоскостность 0,05 мм на метр для предотвращения неорганизованных выбросов. Обрабатываются корпуса задвижек весом до 8 000 кг для подводных коллекторов с диаметрами проходного отверстия от 50 мм до 600 мм, все из которых проходят проверку на координатно-измерительной машине (CMM) на соответствие номинальным значениям давления и температуры по стандарту ASME B16.34.
Обработка деталей для морских ветровых электростанций
В сфере морской ветроэнергетики детали из серого чугуна (GG30) и CGI (GJV-500) подвергаются механической обработке для изготовления корпусов редукторов турбин и опорных подшипников, где критически важна усталостная прочность при циклических нагрузках. Эти отливки, вес которых часто превышает 10 000 кг, требуют прецизионной обработки монтажных поверхностей с точностью до ±0,05 мм для совмещения с планетарными редукторами, рассчитанными на турбины мощностью от 5 до 15 МВт. Масляные каналы и охлаждающие каналы обрабатываются с чистотой поверхности Ra 3,2 мкм, после чего проводится неразрушающий контроль в соответствии с DNV-GL-ST-0361 для выявления микротрещин, возникших во время черновой обработки.
Долговечность в горнодобывающей промышленности и горно-обогатительной промышленности
В горнодобывающей и горно-обогатительной промышленности широко используются детали из чугуна, изготовленные на станках, для изготовления корпусов шламовых насосов, рам дробилок и футеровок мельниц из износостойких матовых чугунов, таких как GG25, с твердостью 190–220 по шкале Бриккеля. Эти детали выдерживают абразивные шламы с размером частиц до 50 мм и рабочим давлением 1,5 МПа, что требует обработки отверстий рабочего колеса и профилей спиральной камеры с допуском ±0,1 мм. Обрабатываются детали для шаровых мельниц диаметром до 3 метров, при этом обеспечивается соосность подшипников цапфы с точностью до 0,08 мм на метр, что позволяет снизить вибрацию и продлить срок службы подшипников при непрерывной круглосуточной работе.
Энергетика и нефтехимия: точность
В сфере энергетики мы занимаемся механической обработкой сегментов корпусов турбин из высокопрочного чугуна (GGG40) и выпускных диффузоров для газовых турбин мощностью от 50 до 200 МВт. Эти детали требуют соблюдения строгих характеристик теплового расширения, а плоскостность обработанных соединительных поверхностей должна составлять 0,03 мм на 300 мм, что позволяет предотвратить утечку горячего газа при рабочих температурах 400 °C. Также производятся блоки цилиндров и головки из серого чугуна для крупных дизель-генераторов с допусками на диаметр цилиндра H7 (от 0 до +0,025 мм для диаметра 100 мм) и чистотой поверхности Ra 0,8 мкм для обеспечения удержания масляной пленки и целостности уплотнения кольца.
В нефтехимической промышленности с помощью CNC-й обработки изготавливаются валы мешалок для реакторов и втулки смесителей из высокопрочного чугуна (GGG50), которые обладают коррозионной стойкостью в химических средах с диапазоном pH от 4 до 10. Эти детали, весом до 5000 кг, требуют обработки шпоночных пазов с допуском по DIN 6885 и резьбофрезерования в соответствии со стандартом ISO 965-1 для сборки с использованием крепежа из нержавеющей стали. Фланцевые соединения в соответствии с ASME B16.47 обрабатываются для трубопроводных систем, работающих при давлении 2,5 МПа, с обработкой приподнятых поверхностей до Ra 1,6 мкм для обеспечения герметичного уплотнения при термоциклировании от -20 °C до 250 °C.
Почему для обработки чугуна CNC следует выбирать Leading Top Union
Leading Top Union сочетает в себе сертификацию по стандарту ISO 3834-2 в области сварки со стандартами EN 1090-2 EXC3 и AWS D1.1, однако возможности по обработке чугуна CNC выходят за рамки сварки и включают полную механическую обработку необработанных отливок. Управляется вся цепочка поставок от проектирования моделей и координации работы литейного производства до окончательной механической обработки, что сокращает сроки выполнения заказов на 15–20 % по сравнению с использованием отдельных поставщиков. Инженеры проверяют чертежи отливок на наличие проблем с обрабатываемостью, таких как твердые участки в зонах охлаждения или пористость вблизи критических уплотнительных поверхностей, и рекомендуют изменения в конструкции, чтобы избежать брака до начала производства.
Технические возможности и инструментальная база
Завод в Сучжоу работает круглосуточно и без выходных, располагая 30 CNC обрабатывающими центрами, в том числе пятиосевыми станками, способными обрабатывать детали сложной геометрии весом до 20 000 кг. На складе имеется специальный инструмент для работы с чугуном, в том числе CBN-пластины для чистовой обработки ковкого чугуна и твердосплавные пластины с покрытием для черновой обработки серого чугуна, обеспечивающие ресурс инструмента от 45 до 60 минут на одну кромку при рекомендуемых параметрах резания. Каждый станок оснащен конвейерами для удаления стружки и системами удаления тумана для улавливания абразивной графитовой пыли от серого чугуна, что обеспечивает стабильное качество поверхности и безопасность оператора во время длительных производственных циклов.
Комплексная проверка и оформление документации
К каждому заказу прилагается полная контрольная документация, включая протоколы измерений на КИМ с анализом геометрических требований и допусков (GD&T) в соответствии со стандартом ASME Y14.5-2018, графики шероховатости поверхности, а также сертификаты на материалы, подтверждающие химический состав и механические свойства в соответствии со стандартом В 1561 для серого чугуна и В 1563 для высокопрочного чугуна. Система управления качеством включает в себя контроль первого изделия (FAI) для новых конструкций отливок с отчетами о размерах, показывающими отклонения в пределах ±0,03 мм по критическим элементам. Для крупных отливок проводятся промежуточные проверки размеров на этапах черновой, получистовой и чистовой обработки, чтобы на ранней стадии выявить тепловые деформации или последствия износа инструмента.
Инженерная поддержка и международная логистика
Инженерная команда оказывает поддержку международным EPC-компаниям в проведении экспертизы проектов с точки зрения технологичности (DFM), предлагая оптимальные системы координат и наборы допусков, что позволяет минимизировать затраты на механическую обработку при одновременном соблюдении функциональных требований. При этом используется опыт обработки отливок с толщиной стенок от 10 до 200 мм, включая корректировку скорости подачи и давления охлаждающей жидкости для предотвращения вибрации в тонких участках и обеспечения отвода тепла в толстых участках. Для деталей из высокопрочного чугуна, требующих герметичности, предлагаются гидростатические испытания давлением до 10 МПа и испытания на герметичность гелием в соответствии с ISO 20485 для проверки целостности уплотнений после обработки.
Обработанные чугунные детали поставляются клиентам в Европе, Северной Америке и на Ближнем Востоке в упаковке, специально разработанной для предотвращения коррозии во время транспортировки, включая VCI-бумагу и пакеты с осушителем для морских перевозок. Команда по логистике тесно взаимодействует с экспедиторами для соблюдения графиков проектов, предлагая ускоренную доставку для срочной замены в течение 10–14 рабочих дней. Благодаря сертификатам, включая ISO 3834-2 и EN 1090-2, соблюдаются требования к качеству крупнейших EPC-подрядчиков в нефтегазовой, морской ветроэнергетической и энергетической отраслях, что позволяет предлагать комплексное решение по обработке чугуна CNC от прототипа до серийного производства.