Обзор продукта
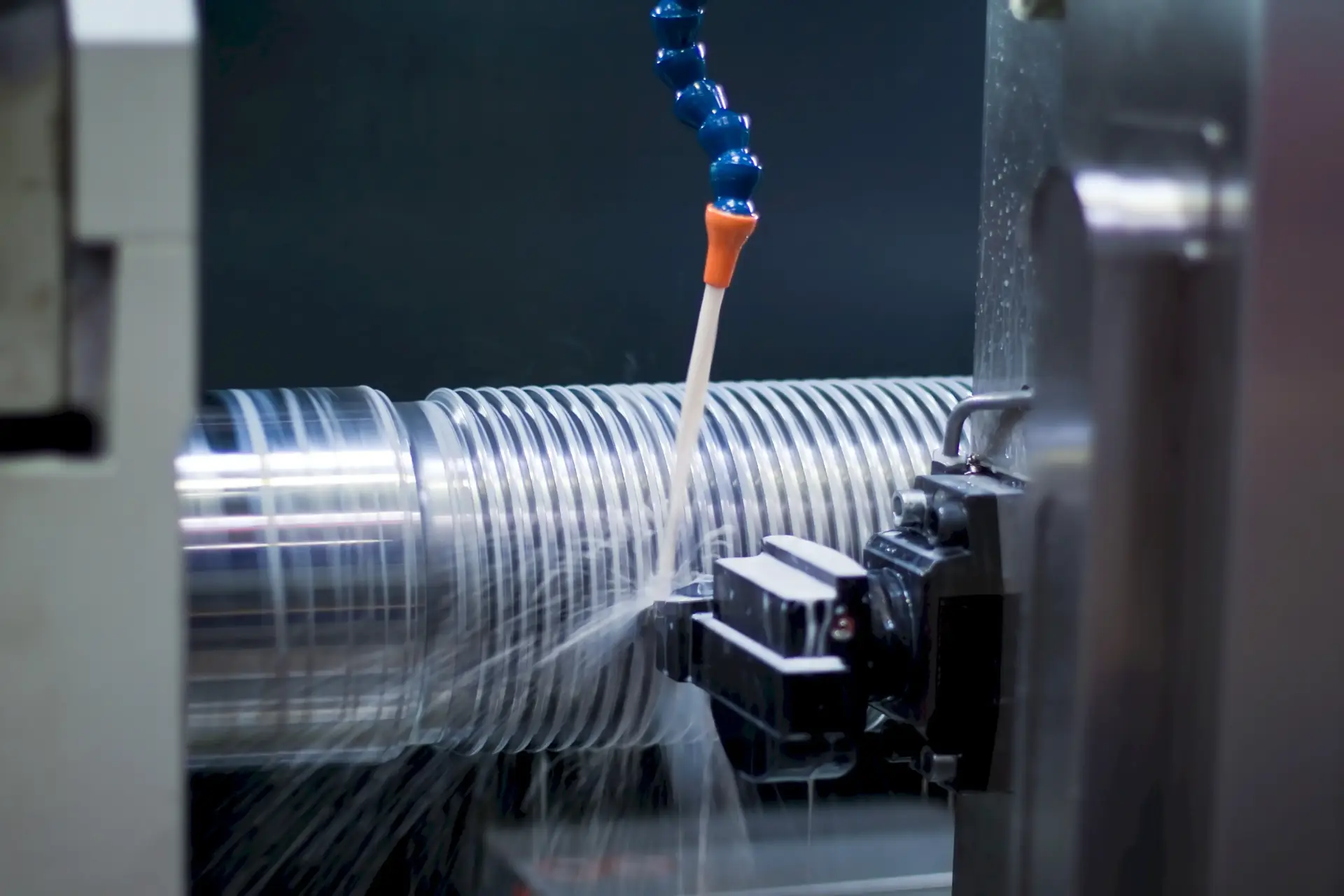
CNC Услуги по токарной обработке, предоставляемые компанией Leading Top Union, предназначены для прецизионной обработки крупногабаритных и критически важных деталей, используемых в сложных промышленных условиях. На нашем предприятии в Сучжоу эксплуатируется обширный парк горизонтальных токарных станков с расстоянием между центрами до 12 000 мм и вертикальных токарных станков (VTL) с максимальным диаметром зажима 3 000 мм. Такие возможности позволяют нам обрабатывать заготовки весом до 30 000 кг с соблюдением допуска на соосность 0,01 мм TIR. Все токарные операции выполняются в контролируемых условиях цеха с регулированием температуры окружающей среды, чтобы свести к минимуму влияние теплового расширения на детали большого диаметра.
CNC Возможности токарной обработки выходят за рамки базовой цилиндрической обработки и включают сложные многоосевые операции с использованием приводных инструментов для фрезерования, сверления и нарезания резьбы за одну установку. Это снижает вероятность ошибок при перемещении деталей и сокращает сроки изготовления компонентов, требующих как вращательных, так и невращательных элементов. В зависимости от требований к применению достигается качество поверхности от Ra 0,4 мкм для уплотнительных поверхностей до Ra 3,2 мкм для контактов конструкционных элементов. Нарезание резьбы охватывает метрические, дюймовые, API и нестандартные профили, при этом точность шага проверяется с помощью оптических компараторов и резьбовых калибров в соответствии со стандартами ASME B1.2 и ISO 1502. Для высокоточных применений, таких как штоки гидравлических цилиндров, допуски ±0,005 мм по диаметру и 0,008 мм по округлости регулярно соблюдаются с помощью инструментов с CBN-насадками и адаптивного управления скоростью подачи. Биение шпинделя на предприятии поддерживается на уровне ниже 0,003 мм TIR благодаря ежемесячной калибровке с использованием лазерных систем выравнивания, что обеспечивает повторяемость результатов при длительных производственных циклах.
Универсальность материалов — это основа наших услуг по токарной обработке. Мы регулярно обрабатываем углеродистую сталь (ASTM A36, A105), легированную сталь (4140, 4340, 8620), нержавеющую сталь (304, 316, 17-4 PH), никелевые сплавы (Inconel 625, 718) и алюминий (6061, 7075). Для изготовления толстостенных труб и деталей валов мы используем специальные твердосплавные и керамические инструменты, обеспечивающие контроль стружки и стабильность размеров при глубине резания до 8 мм. Наша система управления качеством, сертифицированная по стандартам ISO 3834-2 и EN 1090-2 EXC3, обеспечивает полную прослеживаемость номеров партий материала и параметров обработки для каждой токарной детали. Для термообработанных компонентов испытания на твердость проводятся на каждой десятой детали с использованием методов по шкале Роквелла C и Бринелля, а результаты регистрируются в отчетах по партиям.
Области применения и отрасли
В нефтегазовом секторе CNC токарные цеха изготавливают критически важные детали, такие как штоки клапанов, корпуса дросселей и буровые воротники, которые должны выдерживать давление свыше 15 000 фунтов на квадратный дюйм и температуры от -50 °C до 250 °C. Для подводных узелков валы из нержавеющей стали 17-4 PH точатся с соблюдением соосности 0,01 мм TIR, чтобы обеспечить надежное уплотнение при динамической нагрузке. Профили резьбы для соединений API 5B и API 7-2 нарезаются с точностью шага в пределах 0,05 мм на длине 300 мм, что проверяется сертифицированными резьбовыми калибрами. Эти детали часто должны соответствовать стандарту NACE MR0175 для среды с высоким содержанием серы, что обеспечивается за счет контролируемых параметров обработки и сертификации материалов. Для корпусов клапанов подводных деревьев отверстия обрабатываются с допуском по диаметру ±0,025 мм и чистотой поверхности Ra 0,8 мкм, что обеспечивает герметичность в соответствии с протоколами испытаний API 6A PR2.
В сфере морской ветроэнергетики требуется токарная обработка деталей большого диаметра: фланцев главного вала, корпусов подшипников шагового механизма и компонентов привода поворота. Вертикальные токарные станки (VTL) позволяют обрабатывать детали с диаметром по оси вращения до 3000 мм с качеством поверхности Ra 1,6 мкм на уплотнительных поверхностях, что предотвращает утечку смазочного материала при высоких циклических нагрузках. Для переходных элементов моноопорных конструкций внутренние отверстия обрабатываются с допуском ±0,05 мм, что обеспечивает точное прилегание цементных соединений. Эти компоненты производятся в соответствии со стандартами DNV-GL и EN 1090-2 EXC3, при этом для каждой партии предоставляются полные протоколы измерений и сертификаты на материалы. Возможность токарной обработки 30-тонных деталей за одну установку снижает риск деформации от сварки, характерный для многоэтапного производства. Для корпусов опорных подшипников дорожки углового контакта обрабатываются с биением 0,015 мм TIR, что обеспечивает плавное вращение при нагрузках турбин мощностью 8 МВт в течение 25-летнего расчетного срока службы.
В горнодобывающей и энергетической отраслях широко применяется токарная обработка с высокой нагрузкой для изготовления крупных валов, роликов и шкивов, используемых в дробильных установках и турбинных системах. Для угольных электростанций обрабатываются роторы турбин низкого давления из стали с содержанием никеля 3,5 % диаметром до 2500 мм и длиной более 8000 мм с соблюдением допуска биения не более 0,02 мм TIR. В горнодобывающей промышленности валы подшипниковых опор для шаровых мельниц точатся из легированной стали 4340, прошедшей термообработку до 32–36 HRC, и работают под постоянными нагрузками в 500 тонн. Возможность использования приводных инструментов позволяет одновременно фрезеровать шпоночные пазы и сверлить отверстия под болты на этих валах, что исключает вторичные операции и сокращает общее время цикла до 30 % по сравнению с традиционными методами. В случае валков дробильных мельниц наружный диаметр обрабатывается с прямолинейностью 0,01 мм на метр для обеспечения равномерного износа, что продлевает межремонтные интервалы на 15%, как подтвердили полевые испытания.
Почему стоит выбрать Leading Top Union вместо CNC услуг по токарной обработке
Портфель сертификатов полностью соответствует требованиям к качеству, предъявляемым международными EPC-компаниями. Благодаря сертификатам ISO 3834-2 (сварка), EN 1090-2 EXC3 (конструкционная сталь) и AWS D1.1 (сварные конструкции) мы предлагаем комплексное решение для токарных деталей, входящих в состав более крупных сварных узлов. Это избавляет от необходимости проводить отдельную аттестацию поставщиков и упрощает структуру цепочки поставок. Промежуточные проверки выполняются с использованием координатно-измерительных машин с точностью 1,5 мкм и лазерных интерферометров для проверки линейного позиционирования на токарных станках, что гарантирует соответствие каждой детали заданным допускам перед отправкой. Например, при недавнем заказе на 200 труб для гидравлических цилиндров было подтверждено, что у 100% деталей отклонение толщины стенок не превышало 0,03 мм, что превосходит требование заказчика в ±0,05 мм.
Предоставляется инженерная поддержка для сложных токарных проектов, включая оптимизацию траектории инструмента при обработке труднообрабатываемых материалов, таких как Inconel 718 и титановые сплавы. Программное обеспечение CAM с функциями моделирования позволяет прогнозировать процесс образования стружки и износ инструмента, что позволяет снизить процент брака при серийном производстве до уровня ниже 0,5 %. Для прототипов и мелкосерийных заказов возможна быстрая обработка в течение 5–7 рабочих дней для деталей диаметром до 1000 мм. Все токарные детали поставляются с протоколами испытаний материалов (MTR), сертификатами контроля размеров и результатами измерения шероховатости поверхности, прослеживаемыми по стандартам NIST, что соответствует требованиям к документации стандартов ISO 9001:2015 и ASME B46.1. Для деталей аэрокосмического класса доступны дополнительные возможности неразрушающего контроля (НК), такие как ультразвуковое тестирование на наличие подповерхностных дефектов глубиной до 0,5 мм и магнитопорошковый контроль на наличие поверхностных трещин, что обеспечивает соответствие стандартам AMS 2644 и ASTM E1444.