Обзор продукта
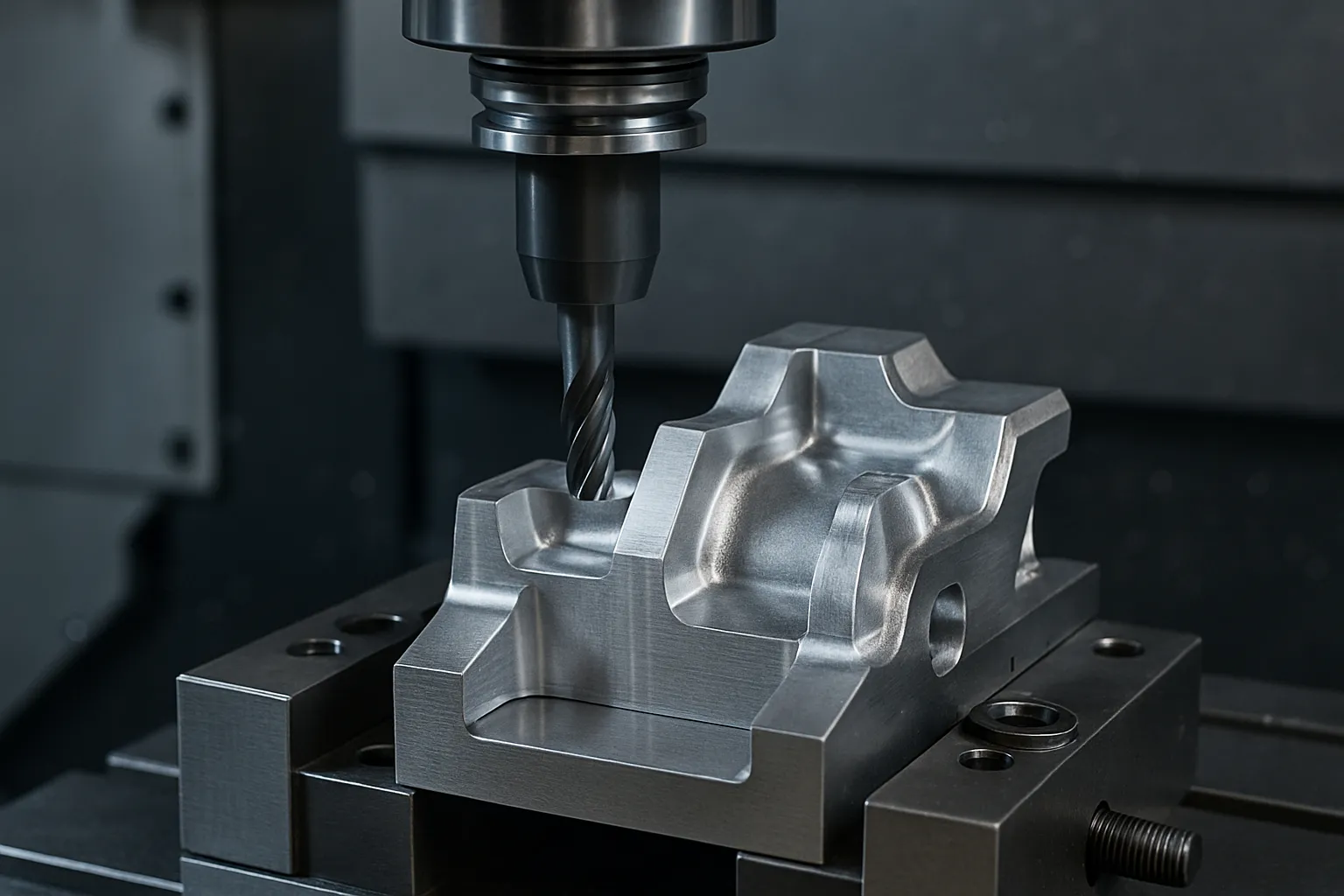
CNC Услуги по растачиванию и фрезерованию предназначены для тяжелых промышленных деталей, требующих исключительной стабильности размеров и повторяемости. Горизонтально-расточные станки оснащены шпинделем диаметром 200 мм, что обеспечивает жесткость, необходимую для прерывистой резки заготовок из закаленной стали и чугуна. Такая конфигурация шпинделя в сочетании с максимальной грузоподъемностью 30 000 кг на поворотном столе размером 2000 × 2500 мм позволяет осуществлять обработку крупных корпусов клапанов, корпусов турбин и редукторов за одну установку. Ход по осям X/Y/Z, равный 8000 / 3000 / 2000 мм, позволяет обрабатывать детали размером до 4 м × 8 м при торцевом фрезеровании, а встроенный поворотный стол обеспечивает 4-стороннюю обработку без перепозиционирования, сокращая время цикла до 40 % по сравнению с традиционными методами.
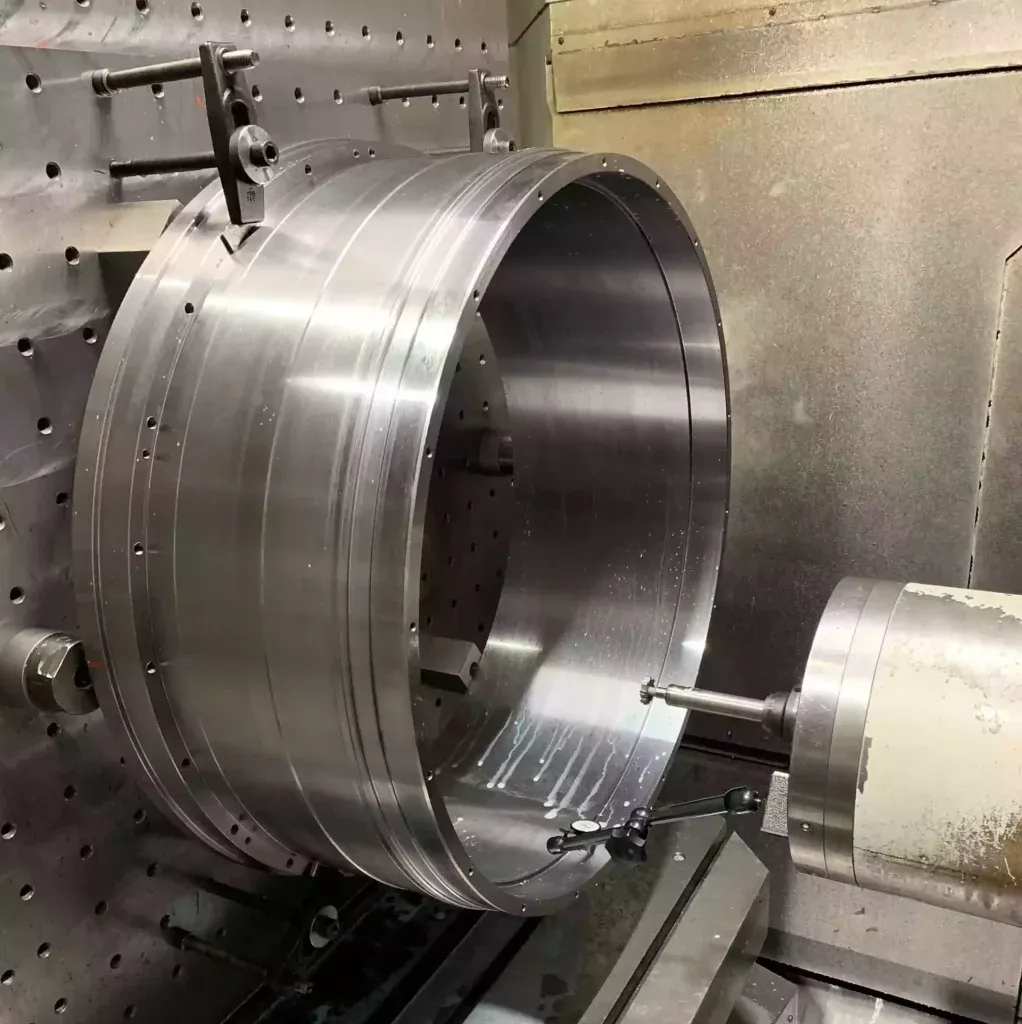
Возможности прецизионного растачивания охватывают отверстия диаметром до 1 000 мм с допуском H7 (±0,015 мм), что имеет решающее значение для растачивания гидравлических цилиндров и корпусов подшипников в нефтегазовом оборудовании. На станках используются угловые головки для многоугловой обработки, что позволяет создавать элементы со сложными углами на таких сложных деталях, как кольца поворота и наклона лопастей морских ветряных турбин. Системы термической компенсации поддерживают точность в течение 8-часовых смен, при этом расширение шпинделя контролируется с точностью до 0,002 мм. Для применений, требующих чистоты поверхности ниже Ra 1,6 мкм, наши операции торцевого фрезерования на поверхностях размером 4 м × 8 м обеспечивают плоскостность в пределах 0,05 мм на метр, что подтверждается лазерной интерферометрией. Такой уровень точности соответствует стандартам выравнивания ASME B89.1.12M для крупного вращающегося оборудования.
Расточные станки оснащены системами управления Heidenhain iTNC 530, обеспечивающими 5-осевую интерполяцию для спирального растачивания и контурного фрезерования сложных геометрических форм. Системы смены инструмента с 60-позиционными магазинами поддерживают автоматическую смену расточных штанговых головок, торцевых фрез и сверл, что позволяет свести к минимуму время простоя. Для растачивания глубоких отверстий глубиной до 2000 мм мы используем специальные раставочные штанги с технологией гашения вибраций, обеспечивающие прямолинейность в пределах 0,02 мм на метр. Эта возможность необходима для производства гидравлических цилиндров, используемых в горнодобывающем оборудовании, работающем при давлении до 350 бар. Все станки проходят еженедельную калибровку с использованием тестирования Renishaw ballbar, что обеспечивает объемную точность в пределах 0,01 мм по всей рабочей зоне.
Одним из ключевых преимуществ станка является его способность обеспечивать высокую точность при выполнении интенсивных черновых проходов. Шпиндель диаметром 200 мм обеспечивает крутящий момент 4500 Нм при 1200 об/мин, что позволяет достигать скорости съема материала до 500 см³/мин при обработке чугуна GGG-70. Такая производительность имеет решающее значение для массового производства корпусов компрессоров, где сокращение времени цикла на 20 % является типичным показателем. Кроме того, точность индексации поворотного стола ±2 угловых секунды обеспечивает повторяемое позиционирование при многосторонней обработке, устраняя накопительные погрешности, которые могут возникать при ручной смене настроек. Для задач, связанных с тонкостенными деталями, такими как алюминиевые редукторы, адаптивное управление подачей станка корректирует параметры в режиме реального времени в зависимости от нагрузки на шпиндель, предотвращая вибрацию и поддерживая чистоту поверхности в пределах Ra 0,4 мкм.
Области применения и отрасли
В нефтегазовом секторе CNC услуги по растачиванию и фрезерованию позволяют изготавливать детали, соответствующие стандартам API 6A и 17D, такие как корпуса противовыбросовых превенторов, клапаны «рождественской елки» и блоки подводных коллекторов. Эти детали требуют растачивания отверстий диаметром от 300 до 800 мм с допуском H7 и качеством поверхности Ra 0,8 мкм для обеспечения совместимости с уплотнениями. Грузоподъемность 30 000 кг позволяет обрабатывать цельные корпуса клапанов весом до 25 тонн, исключая сварные швы, которые могут стать точками отказа при рабочем давлении до 15 000 фунтов на квадратный дюйм. Были поставлены компоненты для проектов Shell Prelude FLNG и Chevron Gorgon, соответствующие требованиям NACE MR0175 для среды с высоким содержанием сернистых газов.
В сфере морской ветроэнергетики переходные элементы и фланцы башен требуют торцевого фрезерования поверхностей размером 4 м × 8 м с плоскостностью в пределах 0,1 мм для обеспечения правильного выравнивания болтов при динамической нагрузке. Поворотный стол позволяет осуществлять 4-стороннюю обработку корпусов подшипников поворота для турбин мощностью 8 МВт, где отверстия диаметром 1000 мм должны сохранять допуск H7 в течение 30-летнего срока службы. Угловые насадки создают 45-градусные скосы на фланцах моноопорных свай в соответствии со стандартами DNV-GL-ST-0126, при этом подготовка к сварке выполняется с точностью до ±0,5 мм. Среди недавних проектов — компоненты для Ørsted Hornsea Three и Vattenfall Hollandse Kust Zuid, где было достигнуто 99,8% своевременной доставки более 500 комплектов фланцев. Термическая стабильность этих компонентов проверяется с помощью анализа методом конечных элементов, при этом максимальное отклонение при полной нагрузке ограничено 0,02 мм для интерфейсов турбин.
В горнодобывающей промышленности и энергетике головки мельниц, рамы дробилок и корпуса турбин изготавливаются из отливок весом более 20 тонн. Шпиндель диаметром 200 мм обеспечивает крутящий момент, необходимый для черновой обработки вкладышей из никелевой высокопрочной стали (500 по Шору), при этом сохраняя точность позиционирования ±0,01 мм для схем расположения отверстий под болты. Для корпусов паровых турбин достигается соосность в пределах 0,03 мм между отверстиями диаметром 600 мм, расположенными на расстоянии 2000 мм друг от друга, что соответствует требованиям к балансировке ISO 1940-1 G2.5. Были изготовлены компоненты для газовых турбин GE 7FA и конусных дробилок Metso HP800, при этом время обработки сократилось на 25% за счет оптимизированных траекторий инструмента и стратегий фрезерования с высокой подачей с использованием твердосплавных пластин с покрытием TiAlN. Последние данные показывают, что эти стратегии продлевают срок службы инструмента на 40% по сравнению с традиционными методами, снижая затраты на единицу продукции на 15% при крупносерийном производстве.
В нефтехимической и судостроительной отраслях особенно ценятся возможности обработки крупных трубных донок теплообменников и рулевых рожков. Трубные донки диаметром до 3000 мм требуют сверления более 2000 отверстий с точностью шага ±0,05 мм, что достигается за счет индексации поворотного стола и функции повторения контура системы управления Heidenhain. В судостроении отверстия в кормовых рамах диаметром до 800 мм обрабатываются с допуском H7, что критически важно для выравнивания вала гребного винта на судах дедвейтом до 300 000 тонн. Эти компоненты производятся в соответствии с правилами Lloyd's Register и DNV-GL, с полной прослеживаемостью материала и предоставлением отчетов о размерах для каждой детали. Сертификация по стандарту ISO 3834-2 гарантирует, что сварные конструкции обрабатываются в соответствии со спецификациями, а для компонентов сосудов под давлением доступны записи о термообработке. В рамках недавнего проекта для корейской верфи было изготовлено 12 рулевых рогов со 100% выходом с первого прохода благодаря моделированию предварительной обработки, которое позволило сократить погрешности настройки на 30%.
Почему стоит выбрать Leading Top Union вместо CNC для услуг по сверлению и фрезерованию
Завод в Сучжоу работает в соответствии с сертификатами ISO 3834-2, EN 1090-2 EXC3 и AWS D1.1, что гарантирует соответствие всех процессов механической обработки международным стандартам качества для конструкционных и герметичных элементов. Сочетание горизонтальных расточных станков со шпинделем диаметром 200 мм и грузоподъемностью 30 000 кг позволяет производить крупные сварные конструкции и отливки из одних рук, исключая необходимость привлечения множества субподрядчиков. Предоставляются полные отчеты о проверке размеров с использованием КИМ и лазерных трекеров, причем данные прослеживаются до стандартов NIST. Для EPC-компаний, управляющих сложными проектами, это снижает риски цепочки поставок и обеспечивает соответствие техническим требованиям заказчиков для нефтегазовой, морской ветроэнергетической и горнодобывающей отраслей.
Комплексные услуги включают в себя поставку материалов, термообработку и неразрушающий контроль (УТ, МТ, ПТ в соответствии с разделом V стандарта ASME), причем все эти процессы координируются одним менеджером проекта. Инженеры предоставляют рекомендации по оптимизации конструкции для производства (DFM) еще на этапе подготовки коммерческого предложения, выявляя потенциальные проблемы с накоплением допусков или сложности при закреплении деталей в приспособлениях до начала производства. Например, недавно был переработан корпус клапана весом 12 тонн, что позволило сократить время обработки на 30% за счет объединения двух настроек в одну с использованием поворотного стола. Такой подход привел к экономии затрат в размере 18 000 долларов на единицу для крупного клиента из нефтехимической отрасли. Показатель своевременности поставок на уровне 98% поддерживается для более чем 500 проектов в год, при этом типичные сроки выполнения работ по расточке и фрезеровке на заказ составляют 4–8 недель. Статистический анализ последних 200 проектов показывает, что 95% из них были завершены с отклонением не более 5% от заявленного времени цикла, что свидетельствует о надежности процесса.
Система управления качеством предусматривает контроль первого изделия в соответствии со стандартом AS9102 для компонентов авиакосмического назначения, а также проведение анализа производственных возможностей (Cpk > 1,33) для критических размеров. При серийном производстве в больших объемах осуществляется статистический контроль процессов с мониторингом нагрузки на шпиндель и теплового расширения в режиме реального времени. Расточные станки оснащены датчиками Renishaw для измерения в процессе обработки, что позволяет автоматически компенсировать износ инструмента при длительных производственных циклах. Успешно поставлено более 10 000 компонентов для ветровых турбин Siemens Gamesa, при этом показатель приемлемости при окончательном контроле составил 100 %. Свяжитесь с инженерной командой для технической экспертизы ваших чертежей и получения подробного предложения с расчетом времени цикла и ценообразованием. Для срочных проектов возможны ускоренные сроки выполнения заказа в 2–3 недели при наличии соответствующих заказов и при условии оценки производственных мощностей.