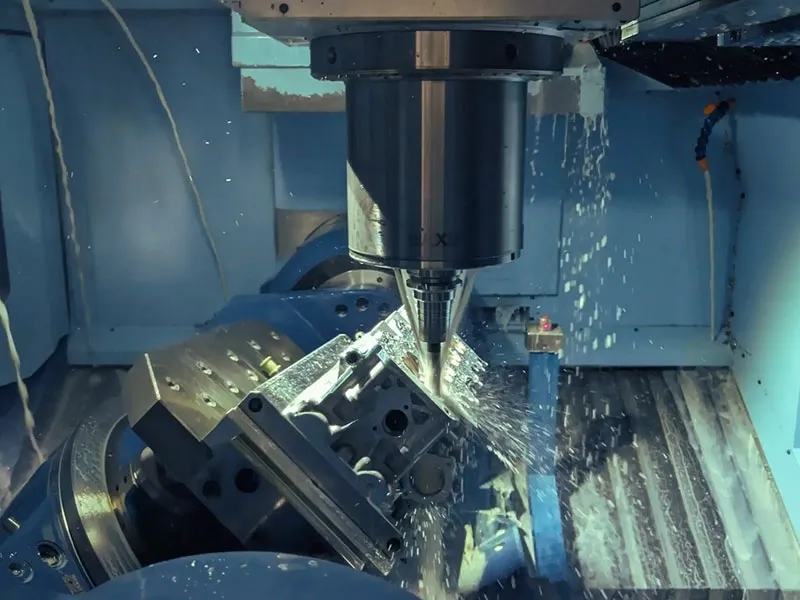
適用於複雜幾何形狀的 4 軸 CNC 加工
我們的 4 軸 CNC 加工中心結合了旋轉軸功能與傳統 3 軸銑削技術,使我們能夠在單次裝夾下,加工具有倒角、傾斜特徵及連續輪廓的複雜零件。這種多軸加工方式消除了多次裝夾的必要,減少了累積定位誤差,並確保卓越的幾何精度。 我們操作的斗山 (Doosan)、DMG MORI 及 Mazak 加工中心,均配備高速主軸(12,000-24,000 RPM)及先進的刀具管理系統。
第四旋轉軸可實現連續分度與四軸同步插補,這對於航空航天零元件、醫療器材外殼及精密儀器零件至關重要。我們的 CAM 程式設計團隊運用 Mastercam 和 Siemens NX 生成最佳化刀具路徑,在滿足表面粗糙度要求(Ra 0.8-3.2μm)的同時,將加工週期時間縮至最短。我們針對每個專案量身訂製夾具設計,以確保工件夾持堅固且加工過程無震動。
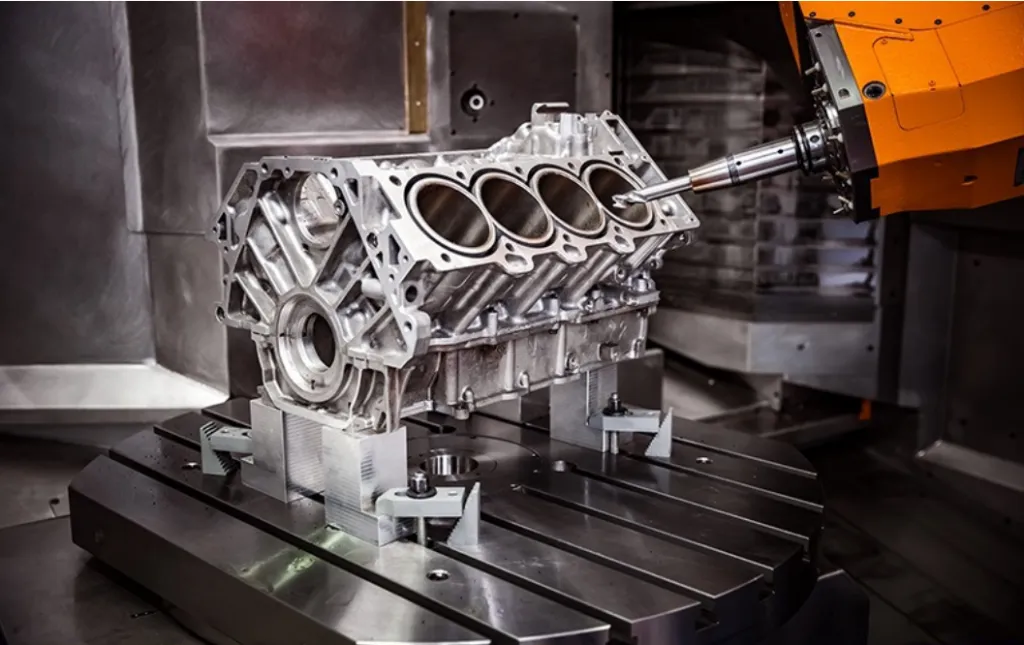
大型門型 CNC 加工
針對超大型結構部件及裝置機架,我們的 12 公尺門型銑削中心具備加工超出標準機床加工範圍的大型工件的能力。這臺橋式機床採用移動式門型結構,剛性卓越,能在 12 公尺 × 4 公尺 × 2 公尺的完整加工範圍內,維持 ±0.05 公釐的位置公差。應用範圍涵蓋風力發電機主框架、半導體裝置腔體以及工業機械底座。
門型數控機床在焊接結構件的焊後熱處理(PWHT)加工中尤為重要,此類加工需透過精密銑削來校正焊接變形。 我們在最終加工前採用振動應力消除與熱穩定化處理,以防止尺寸不穩定。配備可轉位刀片的重型切削刀具,能處理焊接元件中常見的斷續切削及多變的材料截面。透過蔡司坐標量測機 (CMM) 驗證,確保所有關鍵尺寸均符合 GD&T 標註的圖面規格。
高精度 CNC 車削服務
我們的 CNC 車削部門配備多軸車床,具備動力刀具、副主軸及 Y 軸銑削功能。這使我們能夠完整加工複雜的車削零件,包括軸、法蘭和閥體,無需二次加工。 最大車削直徑達800毫米,兩中心間距為2000毫米,可同時處理小型精密零件與大型工業零件。透過熱補償、高解析度編碼器及堅固的機臺結構,車削精度可維持在±0.01毫米。
帶動力刀具的加工站可在車削件上進行銑削、鑽孔和攻牙作業,無需將工件轉移至獨立的銑床。副主軸功能可進行背面加工及切斷作業,生產出可直接組裝的成品零件。 我們可加工多種材料,包括鋁合金(6061、7075、2024)、不鏽鋼(304、316、17-4PH)、碳鋼及工程塑膠。透過精密車削與磨削工序,可實現低至 Ra 0.4μm 的表面粗糙度。
鋁材 CNC 加工專業技術
鋁材加工需要具備材料特性、切削引數及熱管理方面的專業知識。我們的鋁材加工服務涵蓋航太級 7075-T6、船舶級 5083 以及通用級 6061-T6 合金。 透過最佳化排屑的高速加工策略,可防止切屑堆積,並確保卓越的表面光潔度。淹沒式冷卻液系統與主軸內冷卻液輸送系統,能維持恆定的切削溫度並延長刀具壽命。
針對易產生變形的薄壁鋁製零件,我們採用策略性夾具、爬升銑削技術及可適應性刀具路徑策略,以將切削力降至最低。為滿足防蝕與美觀需求,我們提供陽極氧化、鉻酸鹽轉化塗層及粉末塗裝服務。所有鋁製零件均會進行去毛刺與倒角處理,以去除銳利邊緣與毛刺。尺寸檢測包含三坐標量測機(CMM)測量、表面粗糙度測試及目視品質檢查。