不鏽鋼 CNC 加工
專業從事CNC類不鏽鋼的加工,涵蓋奧氏體(304/316)、雙相(2205)及沉澱硬化(17-4PH)合金。憑藉在加工冷作硬化材料方面的豐富經驗,我們確保產品質量穩定,且不會出現刀具斷裂或表面損傷。
專業從事CNC類不鏽鋼的加工,涵蓋奧氏體(304/316)、雙相(2205)及沉澱硬化(17-4PH)合金。憑藉在加工冷作硬化材料方面的豐富經驗,我們確保產品質量穩定,且不會出現刀具斷裂或表面損傷。
公差 ±0.01mm
最大長度 12 米
透過ISO 9001認證
全天候生產
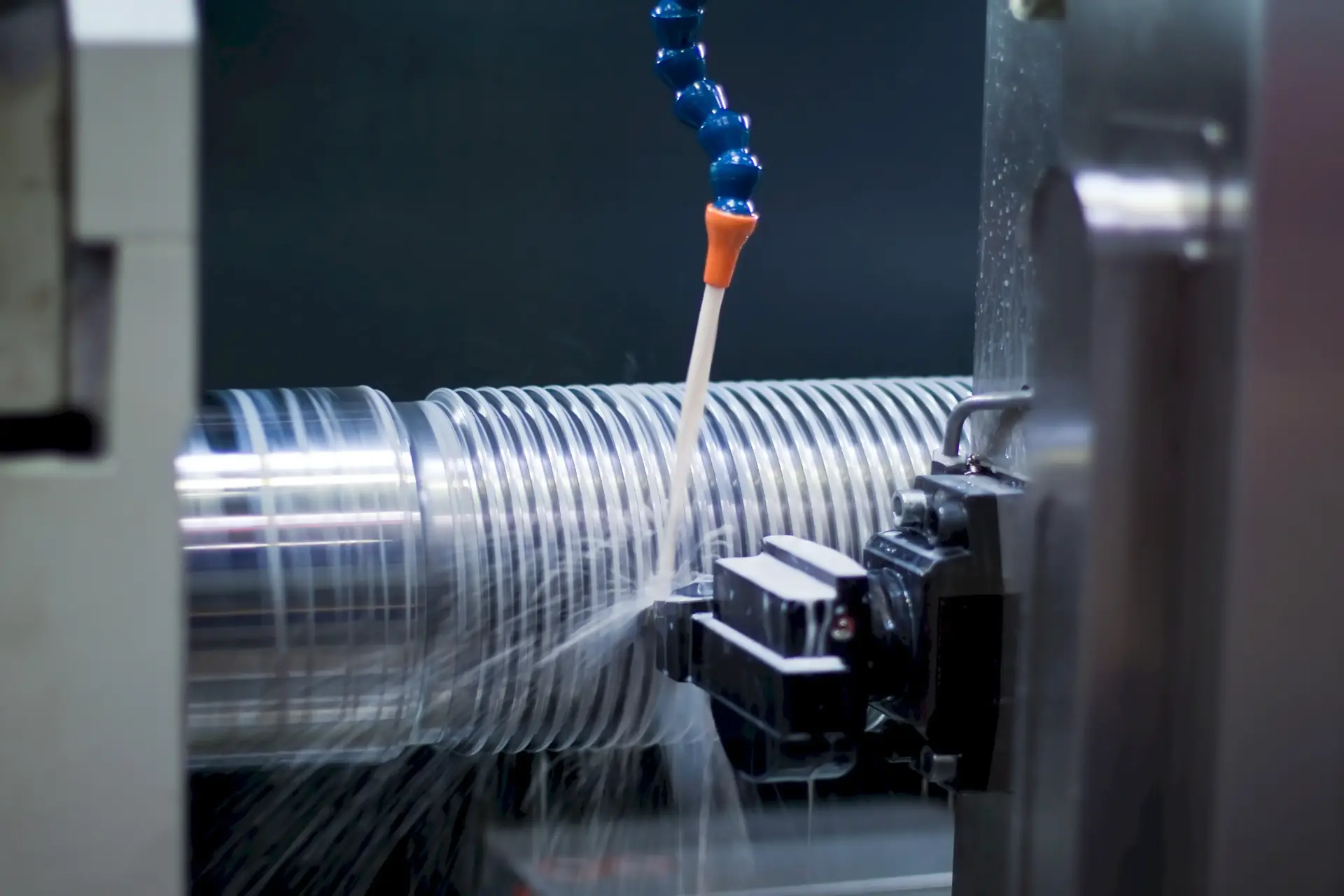
CNC號不鏽鋼在領拓互聯號(領拓互聯)的加工,為那些對耐腐蝕性和機械強度有嚴格要求的嚴苛環境提供精密零部件。 蘇州工廠配備5軸及多工CNC車床,可在複雜幾何形狀上將定位公差控制在±0.02毫米以內。可加工所有標準奧氏體牌號,包括304、304L、 316、316L、321和347,以及雙相不鏽鋼2205、2507和S31803,還有時效硬化不鏽鋼17-4PH(630)和15-5PH(XM-12)。
每種材料都需要採用不同的切削引數以避免加工硬化,特別是在316L和雙相合金的加工中,最佳化進給速度和轉速對於保持表面完整性和延長刀具壽命至關重要。工藝工程團隊根據ISO 3685刀具壽命測試標準計算切屑負荷和主軸轉速,確保切削率保持穩定,同時避免產生過量熱量。 針對閥門體和泵殼等常見的深腔加工,內冷刀具可將20-40巴的壓力直接輸送至切削刃,從而排出切屑並穩定熱條件。這種方法既能防止奧氏體鋼種的加工硬化,又能確保薄壁部位(薄至1.5毫米)的尺寸穩定性。 表面粗糙度處理能力涵蓋從通用工業用途的Ra 0.8μm到食品級應用的Ra 0.4μm,其中電解拋光可達到Ra 0.2μm,滿足製藥和半導體元件對超光滑、不粘附表面的要求。
機加工後的處理包括按照ASTM A967標準(檸檬酸法)進行鈍化處理,以去除遊離鐵並促進氧化鉻層的形成,這對暴露在氯化物環境中的304L和316L部件至關重要。 對於既需機加工又需焊接的元件,這些工序在符合 ISO 3834-2 認證的工藝下進行整合,在按照 EN 1090-2 EXC3 標準進行 TIG 或 MIG 焊接前,對機加工表面進行焊前處理。這種組合對於需要密封接頭和精確埠對準的複雜歧管、熱交換器和承壓部件至關重要。 質量體系包括對關鍵特徵進行100%尺寸檢測,使用符合ISO 10360-2可追溯校準的CMM(三座標測量機),並根據CMM驗證規程將測量不確定度控制在±0.001mm以內。 針對螺紋形式,我們採用經 NIST 可追溯標準校準的通止口規,對 NPT 螺紋執行 ASME B1.20.1 標準的全量規檢測,對 BSPP 螺紋執行 ISO 228/1 標準的全量規檢測,以確保液壓和氣動迴路的無洩漏密封。 此外,對於需要壓力完整性的部件,將按照 ASME B16.5 標準在 1.5 倍設計壓力下進行靜水壓測試,保持時間至少 10 分鐘,以驗證無可檢測的洩漏。
在石油和天然氣上游及中游作業中,不鏽鋼CNC加工部件必須符合 NACE MR0175/ISO 15156 標準,能夠承受含硫工況。 節流閥芯、閥杆和儀表匯管採用316L和17-4PH H1150材質製造,硬度控制在28-33 HRC,以抵抗硫化物應力開裂。這些部件通常具有公差為±0.02毫米的內孔和Ra 0.4μm的表面粗糙度,以防止顆粒在高壓流道中滯留。 對於在水深超過3,000米環境下執行的海底採油樹元件,雙相2507鋼材按DNV-GL標準進行加工,壁厚可達50毫米,螺紋形式符合API 5B標準,需進行全螺紋量規檢測,螺距直徑公差為±0.005英寸。 對於井口裝置,透過熱號和鋼廠證書維持符合 ASTM A182 標準的材料可追溯性,並按照 ASTM A370 標準在 -46°C 條件下進行夏比 V 型缺口衝擊試驗,以確保在北極服務條件下的韌性。
海上風電行業依賴不鏽鋼加工來製造液壓變槳控制系統和偏航驅動部件。加工的316L和2205雙相鋼零件直徑範圍為50毫米至600毫米,對於暴露在鹽霧和迴圈載荷下的旋轉元件,其同心度控制在0.05毫米以內。 這些部件通常需要進行電解拋光,表面粗糙度需達到Ra 0.2μm,以最大限度地減少飛濺區安裝環境中的生物汙損和縫隙腐蝕。透過將CNC車削與五軸銑削相結合,能夠生產出帶有整合油道的複雜葉片變槳執行器外殼,從而降低機艙系統(設計使用壽命超過20年)的裝配複雜性並減少潛在洩漏路徑。 對於齒輪箱部件,根據 DIN 5480 標準加工的花鍵形狀,其輪廓公差為 0.02 毫米,表面硬度為 30-35 HRC,這是透過切削過程中的受控加工硬化實現的,從而在許多應用中消除了對二次熱處理的需求。 根據 ISO 12107 標準對樣品批次進行的疲勞測試證實,在 200 MPa 的交變彎曲載荷下,其耐久極限超過 10^7 次迴圈,從而驗證了其適用於海上設施的設計壽命。
在石化和發電領域,321和347穩定化鋼種經過機加工處理,可用於爐體部件和換熱器管板中,耐受高達800°C的高溫環境。 CNC個鑽孔中心可加工出直徑公差為±0.05mm、中心間距精度為0.1mm的管孔,這對防止氫氣重整器和餘熱鍋爐中管與管板接頭的失效至關重要。 在製藥和食品加工領域,316L管件和閥體經加工後表面粗糙度達Ra 0.4μm,隨後按照ASTM A967標準進行檸檬酸鈍化處理,以滿足FDA 21 CFR 177.2600的要求。這些部件包括按ASME BPE標準加工的三夾頭連線件,每批產品的表面粗糙度均透過輪廓儀進行驗證。 針對低至 -196°C 的低溫應用,304L 部件按 ASTM E112 標準(ASTM 7 級或更細)進行晶粒尺寸控制加工以保持衝擊韌性,並採用氦質譜法按 ASTM E493 標準進行洩漏測試,最大允許洩漏率為 1×10⁻⁹ mbar·L/s。 在半導體製造中,316L真空室部件經機械加工後表面粗糙度為Ra 0.1μm,並經電解拋光去除0.005mm表面材料,顆粒計數符合SEMI F27標準,確保每平方釐米大於0.1μm的顆粒少於10個。
領拓互聯 同時具備 ISO 3834-2 焊接認證、AWS D1.1 結構焊接標準以及 EN 1090-2 EXC3 執行等級認證,能夠提供符合最嚴格歐美標準的焊接元件。 CNC加工中心配備40多臺多軸機床,包括DMG MORI和Mazak平臺,可加工長度從10毫米到2,000毫米的零件,主軸轉速高達20,000轉/分鐘。 針對雙相鋼和 PH 級材料,我們維護著配備高溫合金塗層硬質合金刀片的專用刀具庫,與通用刀具相比,可將迴圈時間縮短 15-25%,同時在關鍵特徵上保持 ±0.02 毫米的公差。 根據 ISO 8688-2 標準進行刀具磨損監測,確保在側面磨損達到 0.3 毫米時更換刀片,從而防止表面劣化,並在 10,000 多件的生產批次中保持一致的零件質量。
質量管理體系包括對關鍵尺寸的實時SPC監控,並根據ISO 10012測量管理要求提供三座標測量機(CMM)檢測報告。在鈍化處理方面,我們設有專用生產線,按照ASTM A967標準,在49-60°C下將檸檬酸濃度控制在4-10%(按重量計),隨後進行硫酸銅測試以驗證遊離鐵的去除情況。 電解拋光在廠內進行,採用專有電解液配方,在去除0.005-0.010mm表面材料以消除微裂紋和嵌入式汙染物的同時,將Ra值從0.4μm降低至0.2μm。這種集機械加工與表面精加工於一體的雙重能力,降低了需要關鍵服務認證元件的EPC公司的供應鏈複雜性。 針對高完整性應用,加工表面將按ASTM E213標準進行超聲波檢測,以探查直徑小至0.5毫米的亞表面缺陷,且任何探頭指示值超過壁厚10%即視為不合格。所有檢測裝置均由經認證的實驗室按ISO 17025標準進行校準,其中三座標測量機(CMM)的校準週期為12個月,手持式檢測儀為6個月,確保可追溯至國際標準。
從原型製作到批次生產均可提供支援,常規交貨週期為:首件樣品4-6周,已確立專案的重複訂單2-3周。工程團隊在收到3D模型後48小時內提供DFM反饋,針對不鏽鋼的加工效能最佳化壁厚、圓角和螺紋深度。 對於需要同時進行機加工和焊接的複雜元件,我們將進行基於有限元分析(FEA)的變形分析,以預測並補償焊接收縮,確保最終尺寸符合圖紙公差,無需二次加工。在批次生產中,採用雷尼紹(Renishaw)測頭系統的自動化線上檢測可實時調整刀具偏移量,確保關鍵特徵的Cpk值始終高於1.67。 加工完成後,零件採用60°C去離子水的水超聲波清洗系統進行清洗,並在HEPA過濾空氣中乾燥,從而達到液壓系統部件ISO 4406 14/11/8級清潔度標準。 請透過 sales@leadingtopunion.com 或致電 +86-512-xxxx-xxxx 聯絡技術銷售團隊,與持有 ISO 3834-2、EN 1090-2 EXC3 及 AWS D1.1 認證的製造商探討您的不鏽鋼 CNC 加工需求。
| 能力 | 規格 |
|---|---|
| 奧氏體鋼種 | 304、304L、316、316L、321、347 |
| 複式等級 | 2205, 2507, S31803 |
| PH等級 | 17-4PH (630),15-5PH (XM-12) |
| 表面處理 | Ra 0.4μm(電解拋光:Ra 0.2μm) |
| 寬容 | ±0.02毫米 |
| 鈍化 | ASTM A967 / 檸檬酸 |
請將您的需求傳送給我們,我們將在24小時內回覆報價和交貨期。