採礦裝置機架
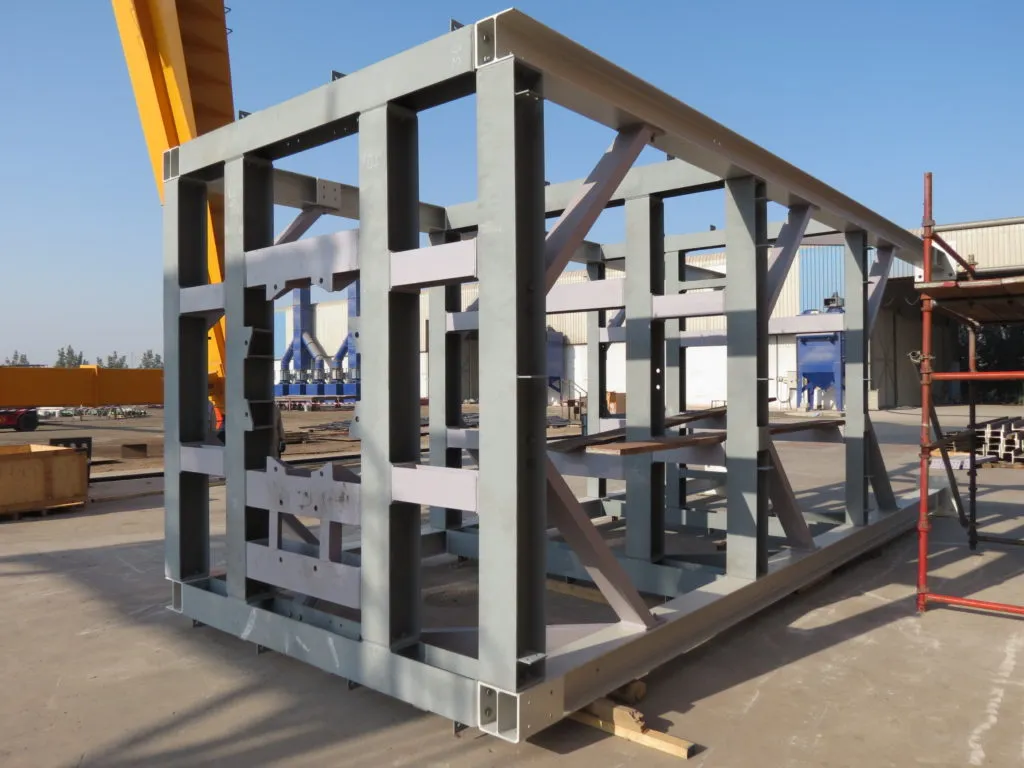
用於採礦裝置的重型結構框架,包括挖掘機機身、自卸車車架、破碎機機殼和輸送機結構。我們採用高強度鋼製造採礦框架,並採用全熔透焊接工藝,同時進行無損檢測驗證。
用於採礦裝置的重型結構框架,包括挖掘機機身、自卸車車架、破碎機機殼和輸送機結構。我們採用高強度鋼製造採礦框架,並採用全熔透焊接工藝,同時進行無損檢測驗證。
年產能30,000噸
板材厚度可達200毫米
AWS D1.1 / EN 1090
全面的無損檢測
由領拓互聯製造的採礦裝置機架經過專門設計,能夠承受露天及地下采礦作業中遇到的極端迴圈載荷、衝擊力和磨蝕性環境。 選用包括 S355J2+N、S460ML、S690QL 和 Hardox 400/500 在內的高強度鋼種,這些鋼種是根據 355 MPa 至 690 MPa 的屈服強度要求選定的。 板厚範圍為 10 毫米至 200 毫米,採用藥芯焊絲電弧焊 (FCAW)、埋弧焊 (SAW) 和氣體金屬電弧焊 (GMAW) 工藝進行焊接,所有工藝均符合 AWS D1.1:2020 結構焊接規範。 每個關鍵焊縫均按 ASTM E164 標準進行 100% 超聲波檢測 (UT),並輔以磁粉檢測 (MT) 和滲透檢測 (PT) 以檢測表面裂紋。 對於在動態載荷下需要尺寸穩定性的元件,將按照 ASME BPV 規範第 VIII 部分進行應力消除熱處理,每 25 毫米厚度在 595°C ± 15°C 的溫度下保持一小時,然後進行受控冷卻以最大限度地減少殘餘應力。
該製造工藝將安裝面和軸承座的精密加工相結合,使關鍵孔的公差達到±0.05毫米,1米跨度範圍內的平整度公差達到±0.1毫米。這一目標是透過使用定位精度為每米±0.02毫米的5軸CNC鏜銑床和龍門式銑床來實現的。 針對支撐抓鬥挖掘機、挖掘機和自卸卡車的採礦裝置機架,其介面表面經過精密加工,以滿足原始裝置製造商(OEM)對螺栓孔佈局、定位銷位置以及表面粗糙度(Ra 3.2 μm 或更好)的要求。 單件加工能力可達60噸,可製造完整的底盤框架、動臂段及底盤總成,無需中間拼接。每套框架均透過鐳射跟蹤儀(體積精度為±0.03毫米)與尺寸報告進行核對,確保與現場現有裝置互換。
從鋼廠證書到最終裝配,始終保持材料可追溯性,每塊鋼板均根據 EN 10204 3.1 型認證標準,透過爐號和鋼級進行標識。 對於 Hardox 400 和 500 等級,遵循 SSAB 的推薦焊接引數,包括根據厚度設定 100°C 至 200°C 的預熱溫度,以及 250°C 的層間溫度限制,以避免氫致開裂。 焊接耗材的選擇需與母材強度相匹配:S355 採用 ER70S-6,S460 採用 ER100S-G,S690 採用 ER120S-G,所有耗材的可擴散氫含量均符合 AWS A4.3 標準,低於 5 mL/100 g。 對於厚度超過 50 毫米的 S690QL 框架,必須進行焊後熱處理,以使硬度值低於 350 HV10,並確保在低至 -40°C 的溫度下仍具有斷裂韌性,這對北極地區的採礦作業至關重要。 質量管理體系已透過 ISO 3834-2(全面焊接質量)、EN 1090-2 EXC3(執行等級)和 AWS D1.1(結構鋼)認證。
在領拓互聯製造的採礦裝置框架,是全球露天礦和地下礦中重型機械執行的結構骨幹。在露天採礦中,這些框架應用於剷鬥容量高達120立方米的電動繩索鏟,其主甲板框架在挖掘迴圈期間必須承受超過2,000公噸的動態載荷。 這些框架通常採用S690QL鋼製造,動臂根部區域的鋼板厚度為100毫米至200毫米,採用全熔透焊縫焊接,並按照ASTM E2491標準透過相控陣超聲檢測(PAUT)進行檢測。 針對抓鬥挖掘機作業,所製造的行走機構框架和鬥體結構需將5,000噸的靜載荷分散至地面承壓面,這要求在10米直徑範圍內平整度公差控制在±1毫米以內,以防止旋轉時發生卡滯。所有抓鬥挖掘機鬥體框架均需進行應力消除熱處理,以消除焊接引起的變形,並確保在連續執行條件下使用壽命超過20年。
地下采礦作業要求裝載-運輸-卸料(LHD)車輛、頂板錨杆機和連續採煤機配備緊湊且高強度的車架。載重能力為10至25噸的LHD裝置車架採用20毫米至60毫米厚的Hardox 400鋼板製造,既能抵禦岩石衝擊帶來的磨損,又能保持複雜幾何形狀的焊接效能。 鉸接接頭和樞軸點的加工公差控制在±0.05毫米,並配有青銅襯套或球面軸承,其額定壽命為滿載50萬次迴圈。對於頂板錨杆機車架,一體式液壓油箱支架和鑽孔導軌的加工對準精度為±0.1毫米,確保6米長度範圍內螺栓孔位精度在2毫米以內。 這些機架的所有角焊縫均按ASTM E709標準進行100%磁粉探傷(MT)檢測,液壓迴路在1.5倍工作壓力(350巴)下進行壓力測試。我們擁有為山特維克(Sandvik)、阿特拉斯·科普柯(Atlas Copco)和卡特彼勒(Caterpillar)地下裝置製造機架的經驗,設計均透過有限元分析(FEA)驗證,符合ASME VIII Div. 2彈性應力限值要求。
除了傳統採礦領域外,支撐架還用於支撐礦物加工和物料處理中的專用裝置。對於處理能力為每小時5,000至12,000公噸的半移動式破碎站,其支撐架採用S460ML鋼材製造,厚度可達150毫米,旨在吸收來自圓錐破碎機和振動給料機的衝擊載荷。 這些框架整合了用於破碎機底座的機加工安裝墊,在3米跨度範圍內平整度控制在±0.2毫米,確保偏心軸和軸承的正確對中。 對於跨度長達 20 公里的地面輸送系統,頭端和尾端滾筒框架的軸孔按 H7 公差加工,軸承座配合符合 ISO 286 標準。每個框架均設計為現場螺栓組裝,採用符合 EN 1090-2 標準的高強度摩擦夾緊螺栓,並使用經校準的扭矩扳手預緊至額定載荷的 70%。 該框架還應用於礦山排水泵站,其中S355J2鋼結構支撐著額定功率高達3,000 kW的立式渦輪泵,根據ISO 10816-3標準,其振動限值需控制在4.5 mm/s RMS以下。
ISO 3834-2 認證確保每臺採礦裝置機架均在涵蓋工藝資格認定、焊工認證及檢驗規程的全面焊接質量體系下製造。焊接工藝符合 AWS D1.1(結構鋼)和 ASME 第 IX 節(承壓部件)的要求,並針對從 S355 到 Hardox 500 的所有鋼種均配有相應的焊接工藝資格記錄(PQR)。 針對小松PC8000和利勃海爾R 9800挖掘機所用的關鍵機架,採用預先合格的接頭設計,其坡口角度為30°至45°,根部開縫為3毫米至6毫米,並根據需要使用墊條以確保完全熔透。 每位焊工均透過 AWS D1.1 表 4.2 認證,可處理無限厚度和任意位置的焊接,並需每年進行包括彎曲試驗和射線檢測在內的再認證。無損檢測 (無損檢測) 技術人員持有 ASNT II 級和 III 級超聲波 (UT)、磁粉 (MT) 及滲透 (PT) 檢測認證,所有全熔透 (CJP) 焊縫均採用 2.25 MHz 換能器進行 100% 超聲波檢測,該換能器依據 ASTM E164 標準校準塊進行校準。
蘇州製造工廠實行三班制,每週可生產超過200公噸的組裝框架,由15臺起重能力在10至100噸之間的橋式起重機提供支援。對於超過60噸的框架,透過配備精度為額定載荷±2%的稱重感測器的同步起重機,協調多臺起重機進行吊裝。 加工能力包括一臺6米×3米CNC鏜床,主軸直徑為160毫米,定位精度達±0.01毫米,重複定位精度達±0.005毫米。安裝面的平面磨削在2米×1米的磁吸盤磨床上進行,平面度控制在每米0.02毫米以內。 所有加工表面均塗覆符合 MIL-PRF-16173 2 級標準的防鏽油,關鍵孔位在運輸前配有塑膠塞。隨附完整的尺寸檢測報告,包含每臺機架多達 200 個測量點的三座標測量機 (CMM) 資料,可追溯至 NIST 標準。
我們已與卡特彼勒、小松和利勃海爾就智利、澳大利亞和印度尼西亞礦用裝置的車架規格建立了直接合作關係。 已為電動繩索挖掘機車體製造了500多套車架,每套重量在45至55噸之間,焊接接頭效率符合AWS D1.1標準,超過95%。在這些專案中,採用機器人焊接技術對縱向焊縫進行焊接,使用直徑1.6毫米的FCAW焊絲,實現了每小時8公斤的熔敷率和每分鐘400毫米的行進速度。 應力消除熱處理在尺寸為8米×4米×3米的燃氣爐中進行,爐膛內溫度均勻度為±10°C,可程式設計升溫速率為每小時50°C。 質量記錄顯示,採礦框架的一次合格率達98.5%,返工僅限於輕微外觀缺陷。公司提供針對焊接失效和尺寸偏差的24個月保修,並由每次事故最高賠付1000萬美元的責任保險提供保障。如需框架設計審查及48小時內報價,請聯絡工程團隊:sales@leadingtopunion.com。
| 能力 | 規格 |
|---|---|
| 最大單件 | 60噸 |
| 板材厚度 | 10–200毫米 |
| 鋼種 | S355 / S460 / S690 / Hardox 400/500 |
| 焊接 | FCAW、SAW、GMAW(符合 AWS D1.1 標準) |
| 無損檢測 | 所有關鍵焊縫均需進行超聲波、磁粉和射線檢測 |
| 機械加工 | CNC 安裝面的銑削 |

請將您的需求傳送給我們,我們將在24小時內回覆報價和交貨期。