CNC 車削與車床服務
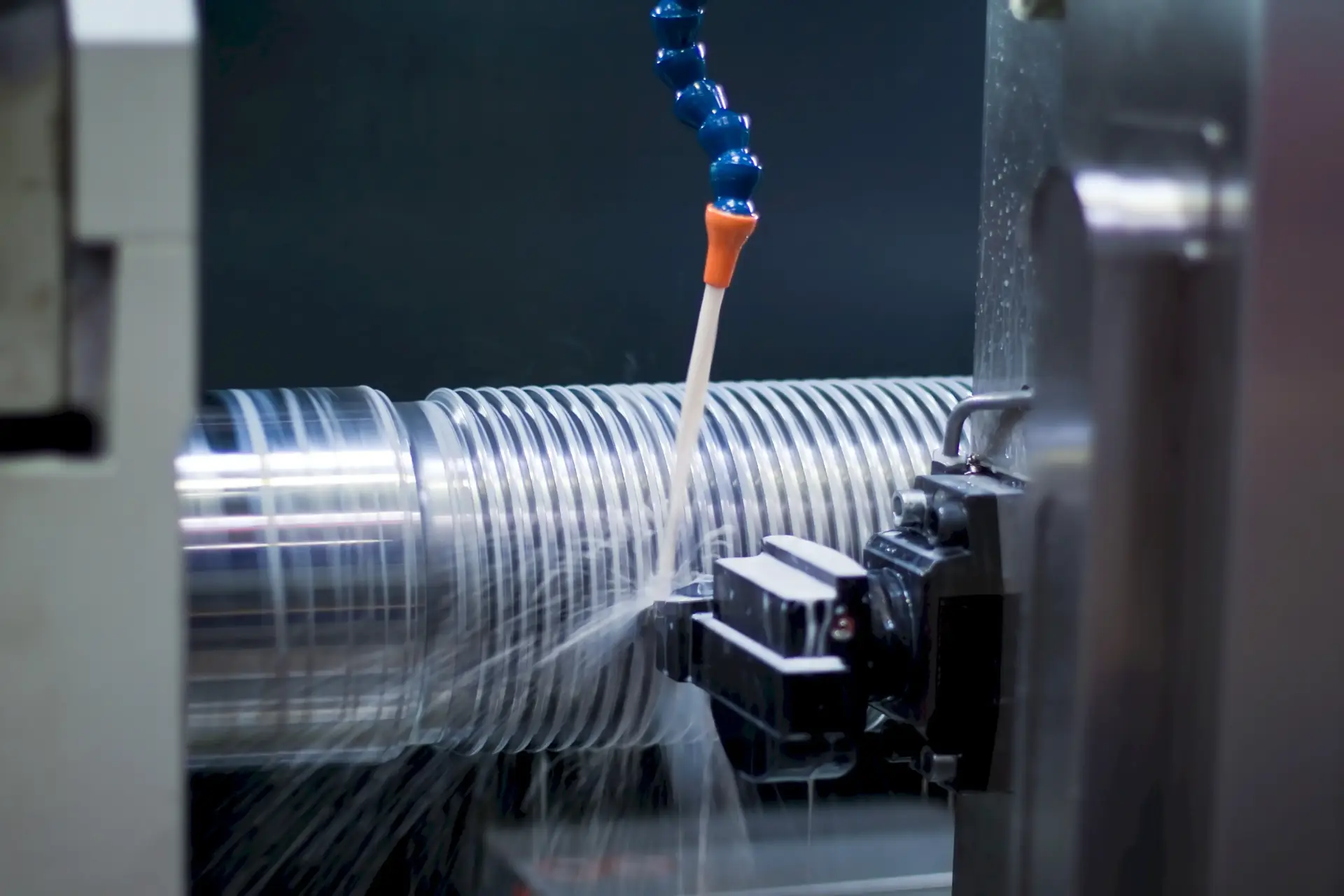
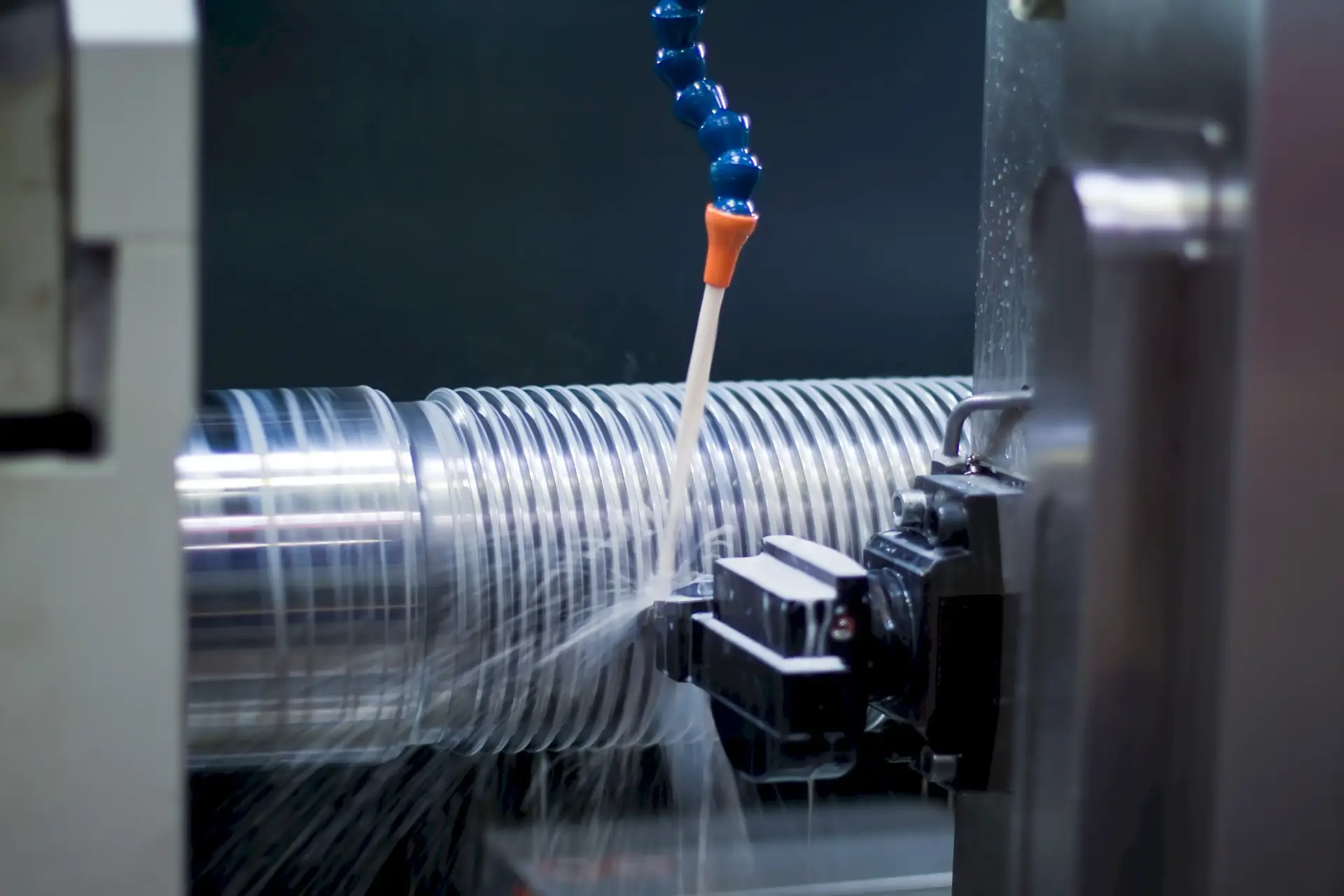
CNC 提供各類圓柱形零部件的車削服務,涵蓋從小型精密軸到直徑達3米、長度達12米的大直徑輥。我們的立式和臥式車床可加工重量較大的旋轉部件,滿足嚴格的同心度和表面光潔度要求。
CNC 提供各類圓柱形零部件的車削服務,涵蓋從小型精密軸到直徑達3米、長度達12米的大直徑輥。我們的立式和臥式車床可加工重量較大的旋轉部件,滿足嚴格的同心度和表面光潔度要求。
公差 ±0.01mm
最大長度 12 米
透過ISO 9001認證
全天候生產
CNC 車削與車床服務由 領拓互聯 精心設計,專用於對嚴苛工業環境中使用的、大型且關鍵性高的零部件進行精密加工。我們位於蘇州的工廠配備了一套全面的車床裝置,包括中心距達 12,000 毫米的臥式車床,以及最大回轉直徑為 3,000 毫米的立式車床(VTL)。 憑藉這一加工能力,我們能夠處理重達30,000公斤的工件,同時保持0.01毫米TIR的同心度公差。所有車削工序均在受控車間環境中進行,並嚴格調控環境溫度,以最大限度地減少熱膨脹對大直徑零件的影響。
CNC 車削能力不僅涵蓋基礎的圓柱體加工,還包括利用動力刀具在單次裝夾中完成銑削、鑽孔和攻絲等複雜的多軸加工。這不僅減少了工件搬運過程中的誤差,還縮短了同時需要旋轉加工和非旋轉加工特徵的零部件的交貨週期。根據應用要求,可實現從密封面的 Ra 0.4 μm 到結構介面的 Ra 3.2 μm 不等的表面粗糙度。 螺紋加工涵蓋公制、英制、API 及定製螺紋規格,螺距精度透過光學比較儀和螺紋規按照 ASME B1.2 和 ISO 1502 標準進行驗證。對於液壓缸杆等高精度應用,透過使用 CBN 刀頭刀具和自適應進給速度控制,常規可將直徑公差控制在 ±0.005 毫米,圓度公差控制在 0.008 毫米。 該工廠透過每月使用鐳射對中系統進行校準,將主軸徑向跳動控制在0.003mm TIR以下,從而確保長期批次生產中的重複精度。
材料的廣泛適用性是我們車削服務的基石。 我們常規加工的材料包括碳鋼(ASTM A36、A105)、合金鋼(4140、4340、8620)、不鏽鋼(304、316、17-4 PH)、鎳合金(Inconel 625、718)以及各類鋁合金(6061、7075)。針對厚壁管材和軸類部件,我們採用專用的硬質合金和陶瓷刀具幾何形狀,確保在最大8毫米的切削深度下仍能有效控制切屑並保持尺寸穩定性。 我們的質量管理體系已透過 ISO 3834-2 和 EN 1090-2 EXC3 認證,確保每件車削零件的材料爐號和加工引數均可完全追溯。對於經熱處理的部件,每十件中有一件會採用洛氏 C 和布氏硬度測試方法進行硬度測試,並將結果記錄在批次記錄中。
在石油和天然氣領域,CNC車削服務生產關鍵部件,例如閥杆、節流閥體和鑽鋌,這些部件必須能夠承受超過 15,000 psi 的壓力以及 -50°C 至 250°C 的溫度。 對於海底樹元件,17-4 PH 不鏽鋼軸的車削加工需將同心度控制在 0.01 毫米 TIR 以內,以確保在動態載荷下實現可靠密封。API 5B 和 API 7-2 連線的螺紋輪廓在 300 毫米長度範圍內,螺距精度控制在 0.05 毫米以內,並透過認證的螺紋量規進行驗證。 這些部件在含硫服務環境中通常需符合 NACE MR0175 標準,我們透過受控的加工引數和材料認證來滿足這一要求。對於採油樹閥體,內孔加工的直徑公差控制在 ±0.025 毫米,表面粗糙度為 Ra 0.8 微米,確保符合 API 6A PR2 測試協議的無氣泡洩漏密封。
海上風電應用需要對主軸法蘭、變槳軸承座和偏航驅動部件進行大直徑車削加工。VTL車床可加工最大擺動直徑達3,000毫米的工件,其密封面的表面粗糙度可達Ra 1.6微米,以防止在高迴圈載荷下發生潤滑劑洩漏。 針對單樁過渡件,內孔加工公差控制在±0.05mm,以確保灌漿連線的精準配合。這些部件均按DNV-GL和EN 1090-2 EXC3標準製造,每批產品均提供完整的尺寸報告和材料證書。單次裝夾即可車削30噸級部件的能力,有效降低了多工序製造中常見的焊接變形風險。 針對葉片軸承座,其角接觸滾道經車削加工後徑向跳動值控制在0.015mm TIR,確保在8 MW風力渦輪機載荷下,於25年的設計壽命週期內實現平穩旋轉。
採礦和發電行業依賴重型車削工藝來加工破碎機和渦輪系統中使用的大型軸、輥和皮帶輪。對於燃煤電廠,採用3.5%鎳鋼製成的低壓渦輪轉子經車削加工後,直徑可達2,500毫米,長度超過8,000毫米,且徑向跳動控制在0.02毫米TIR以內。 在採礦領域,球磨機的支承軸採用4340合金鋼經熱處理至32-36 HRC硬度,在500噸的持續載荷下執行。活工具加工能力可實現對這些軸的鍵槽銑削與螺栓孔鑽孔的同步加工,省去了二次加工工序,與傳統方法相比,總週期時間縮短了高達30%。 對於破碎機輥筒,其外徑車削直線度控制在每米0.01毫米,以確保均勻的磨損模式,經現場試驗驗證,可將維護間隔延長15%。
該認證體系直接滿足全球EPC公司的質量要求。憑藉涵蓋焊接整合的ISO 3834-2標準、結構鋼的EN 1090-2 EXC3標準以及焊接件的AWS D1.1標準,我們為作為大型焊接元件一部分的車削部件提供了“一站式”解決方案。這免除了對供應商進行單獨資質認證的必要,並降低了供應鏈的複雜性。 生產過程中的檢驗採用精度達1.5微米的座標測量機(CMM)以及用於車床線性定位驗證的鐳射干涉儀,確保每件零件在發貨前均符合規定的公差要求。例如,在最近的一筆200根液壓缸管訂單中,經驗證所有零件的壁厚偏差均小於0.03毫米,遠超客戶要求的±0.05毫米。
針對複雜的車削專案,我們提供工程支援,包括針對Inconel 718和鈦合金等難加工材料的刀具路徑最佳化。具備模擬功能的CAM軟體可預測切屑形成和刀具磨損情況,將批次生產中的廢品率降至0.5%以下。 針對原型和小批次訂單,直徑不超過1,000毫米的零件可在5-7個工作日內快速交付。所有車削部件均附有材料測試報告(MTR)、尺寸檢測證書以及可追溯至NIST標準的表面粗糙度測量資料,符合ISO 9001:2015和ASME B46.1的檔案要求。 針對航空航天級零件,我們還提供額外的無損檢測(NDT)能力,例如可檢測深達0.5mm的亞表面缺陷的超聲波檢測,以及用於檢測表面裂紋的磁粉檢測,確保符合AMS 2644和ASTM E1444標準。
| 能力 | 規格 |
|---|---|
| 最大車削直徑 | 3,000毫米(VTL) |
| 最大長度 | 12,000毫米(水平) |
| 最大重量 | 30,000 公斤 |
| 同心度 | 0.01毫米 TIR |
| 表面處理 | 波長 0.4 - 3.2μm |
| 線材型別 | 公制、英制、API、Acme、定製 |
請將您的需求傳送給我們,我們將在24小時內回覆報價和交貨期。