
4軸 CNC 加工服務
針對需要多軸同步切削的複雜零件,我們提供專業的4軸CNC加工服務。我們的4軸機床可處理旋轉工件、傾斜特徵及輪廓表面,精度公差可達±0.02毫米。
針對需要多軸同步切削的複雜零件,我們提供專業的4軸CNC加工服務。我們的4軸機床可處理旋轉工件、傾斜特徵及輪廓表面,精度公差可達±0.02毫米。
公差 ±0.01mm
最大長度 12 米
透過ISO 9001認證
全天候生產
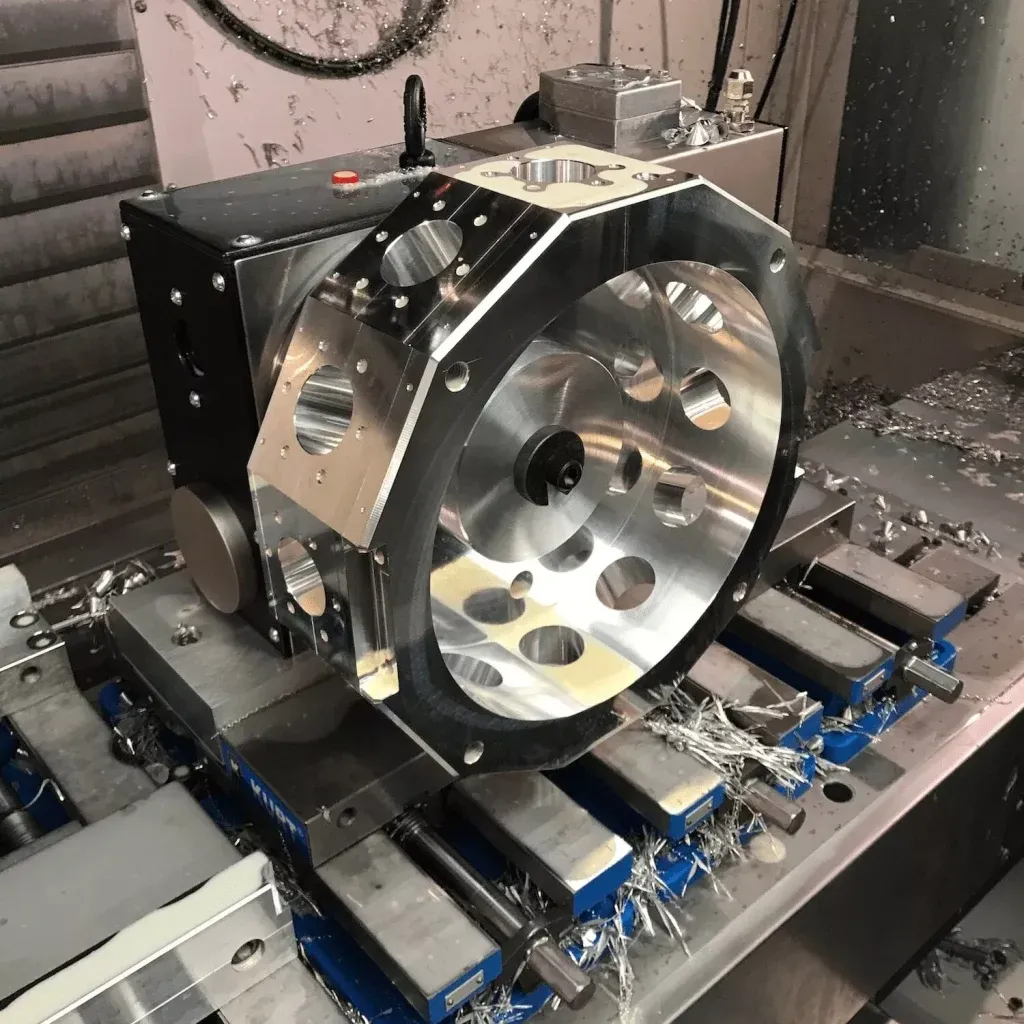
領拓互聯提供的4軸CNC加工服務,可對複雜的工業零部件進行精密的多面加工。加工中心整合了旋轉B軸工作臺,支援4軸同步插補,從而能在單次裝夾中加工出傾斜孔、螺旋輪廓和複雜的3D輪廓。這消除了多次更換夾具的必要,並減少了累積定位誤差。 對於評估高精度零件的採購工程師而言,±0.02毫米的標準定位精度與±0.005毫米的重複定位精度,可確保整個生產批次的加工結果一致。表面粗糙度可達Ra 0.8至3.2μm,滿足石油天然氣、海上風電及發電等關鍵領域的應用需求。
該裝置可加工最大尺寸為3000 × 1500 × 1200毫米、最大重量達8,000公斤的工件,因此非常適合加工渦輪機外殼、泵殼和結構支架等大型部件。主軸轉速最高可達12,000轉/分鐘,在保持長期切削迴圈中的熱穩定性的同時,還能實現高效的切削率。 採用鑄鐵底座和高精度直線導軌構成的剛性機身結構可有效抑制振動,這對加工Inconel 718或雙相不鏽鋼等硬質合金至關重要。加工流程均透過ISO 3834-2質量標準認證,確保可追溯性並符合國際製造規範。 此外,該系列機床配備了通軸冷卻系統,最高可提供70巴的壓力,在深孔鑽削或淬火鋼的高速加工過程中,能有效排出切屑並散熱。這一特性在加工液壓系統部件時尤為重要,因為其內部通道必須符合ISO 4406標準的嚴格清潔度要求。
這些4軸機床上的轉檯可實現360度連續旋轉,分度精度達±5角秒,從而無需重新定位即可加工多個表面的特徵。對於需要加工角度孔、錐面或複雜凸輪輪廓的零件而言,這一功能尤為寶貴。 例如,直徑12英寸、帶18片葉片的葉輪可在單次裝夾中完成加工,與傳統的3軸加工方法相比,迴圈時間可縮短高達40%。透過採用先進的CAM軟體最佳化刀具路徑,最大限度地減少空切,並確保切屑負荷穩定。這種方法不僅延長了刀具壽命,還提高了表面質量,這對採礦和石化應用中易疲勞的部件至關重要。 此外,該系列機床支援螺旋插補進行螺紋銑削,可單次加工出最大M100規格的螺紋,螺距精度達±0.01mm,從而省去了單獨攻絲工序,並將多螺紋部件的整體交貨週期縮短15-20%。
在石油和天然氣行業,4軸CNC加工服務用於製造閥體、聖誕樹元件和水下聯結器集線器,這些部件需要精確的角孔和密封面。這些零件通常採用4130合金鋼或316L不鏽鋼等材料,為滿足承壓應用的要求,其加工公差控制在±0.02毫米以內。 我們常年加工符合API 6A和API 17D標準的部件,關鍵密封面的表面粗糙度可低至Ra 0.8μm。透過單次裝夾即可加工液壓通道所需的傾斜孔,從而降低了錯位風險,這對工作壓力高達15,000 psi的高壓系統至關重要。 旋轉工作臺的功能還能夠高效生產具有複雜內部幾何形狀的防噴器 (BOP) 部件,包括符合 API 7-2 規範的錐形螺紋,該規範要求在 200 毫米的螺紋長度上,螺紋形狀公差為 ±0.005 毫米。
在海上風電應用中,需加工的偏航環、俯仰軸承和變速箱殼體對尺寸穩定性和抗疲勞性要求極高。這些部件通常採用 EN 10025 S355NL 或 EN 10225 S420G10+M 結構鋼製造,其螺栓孔佈局和齒輪齒形輪廓必須經過精密加工。 裝置可處理直徑達3000毫米、重量超過8噸的環形工件,並在大面積加工中保持定位精度。軸承座的徑向跳動公差可控制在0.05毫米以內,這對在變風載荷下實現平穩旋轉至關重要。單點夾緊工藝降低了加工薄壁部位時的變形風險,而這正是為海上環境設計的輕量化風力渦輪機部件面臨的常見挑戰。 此外,該裝置還能對模數高達12mm的環形齒輪進行滾齒加工,其齒形精度達到DIN 6標準,這對在-40°C至+60°C溫度範圍內執行的偏航驅動系統中最大限度地降低噪音和振動至關重要。
在發電和石化領域,渦輪葉片、壓縮機葉輪和泵蝸殼均具有複雜的3D輪廓。對於蒸汽渦輪葉片,其翼型輪廓採用17-4PH不鏽鋼或鈦合金等材料加工而成,所實現的扭角和表面光潔度均符合ISO 1940平衡要求。 透過4軸同步插補,可實現葉片根部與尖端部分之間的平滑過渡,從而降低應力集中。離心壓縮機的葉輪同樣經過精密加工,葉片厚度公差為±0.05mm,表面粗糙度為Ra 1.6μm。這些部件對液化天然氣工廠和煉油工藝的效率至關重要,即使微小的偏差也會影響流體動力學和能耗。 例如,一套典型的五級壓縮機葉輪元件,其葉片扭角需控制在±0.2度以內,前緣半徑需控制在0.3mm ±0.05mm,方能實現85%以上的等熵效率——這一點已在近期乙烯裂解裝置的應用專案中得到驗證。
領拓互聯 持有 ISO 3834-2、EN 1090-2 EXC3 和 AWS D1.1 認證,確保 4 軸 CNC 加工服務符合焊接和機加工部件的最高國際質量標準。 質量管理體系包含使用精度達±0.002mm的CMM裝置進行的過程檢驗,並隨每批貨物提供完整的尺寸報告。 對於EPC公司的採購工程師而言,這意味著供應商資格認證時間縮短,且關鍵安全部件具有可追溯的檔案記錄。我們還保持符合EN 10204 3.1或3.2標準的材料認證,涵蓋所有進貨材料的化學成分和機械效能。位於中國蘇州的工廠在20°C ±1°C的受控環境中執行,以最大限度地減少精密加工過程中的熱膨脹影響,確保大批次生產中的尺寸穩定性。
工程團隊在為高要求應用加工複雜幾何形狀方面擁有豐富經驗,包括DNV-GL認證的海上結構部件和ASME第VIII節壓力容器部件。我們提供可製造性設計(DFM)支援,幫助客戶最佳化零件幾何形狀以適應4軸加工,從而降低成本並縮短交貨週期。 例如,我們可以建議對脫模斜度或底切特徵進行修改,以實現單次裝夾加工,這有望將零件成本降低15%-25%。我們提供原型開發服務,複雜零件的典型交貨週期為2-4周,隨後可進行質量穩定的批次生產。 專案經理將與客戶就材料採購、熱處理及表面塗層要求進行協調,確保與客戶供應鏈的無縫對接。此外,團隊在按NORSOK M-001標準加工挪威海上應用部件方面擁有專業經驗,包括針對在水深達3000米環境下執行的水下裝置密封面,滿足Ra 0.4μm的表面粗糙度要求。
A wide range of materials is supported, including carbon steels, alloy steels, stainless steels, aluminum alloys, and nickel-based superalloys, with hardness up to 45 HRC. These 4-axis CNC machining services are suitable for both low-volume prototypes and high-volume production, with typical order quantities from 1 to 10,000 parts. Advanced toolpath strategies like trochoidal milling and high-speed machining are used to maximize material removal rates while maintaining tool life. For components requiring post-machining treatments, in-house stress relieving, shot blasting, and surface coating services are offered. 聯絡我們 the technical sales team at info@leadingtopunion.com to discuss specific requirements and receive a detailed quotation with cycle time estimates and quality documentation. Typical lead times for production orders range from 4-8 weeks depending on complexity, with rush delivery options available for critical projects requiring expedited timelines.
| 能力 | 規格 |
|---|---|
| 最大工件尺寸 | 3000 × 1500 × 1200毫米 |
| 最大重量 | 8,000 公斤 |
| 定位精度 | ±0.02毫米 |
| 重複性 | ±0.005毫米 |
| 主軸轉速 | 最高轉速可達12,000轉/分鐘 |
| 表面處理 | 0.8–3.2微米 |
請將您的需求傳送給我們,我們將在24小時內回覆報價和交貨期。