
5軸CNC加工服務
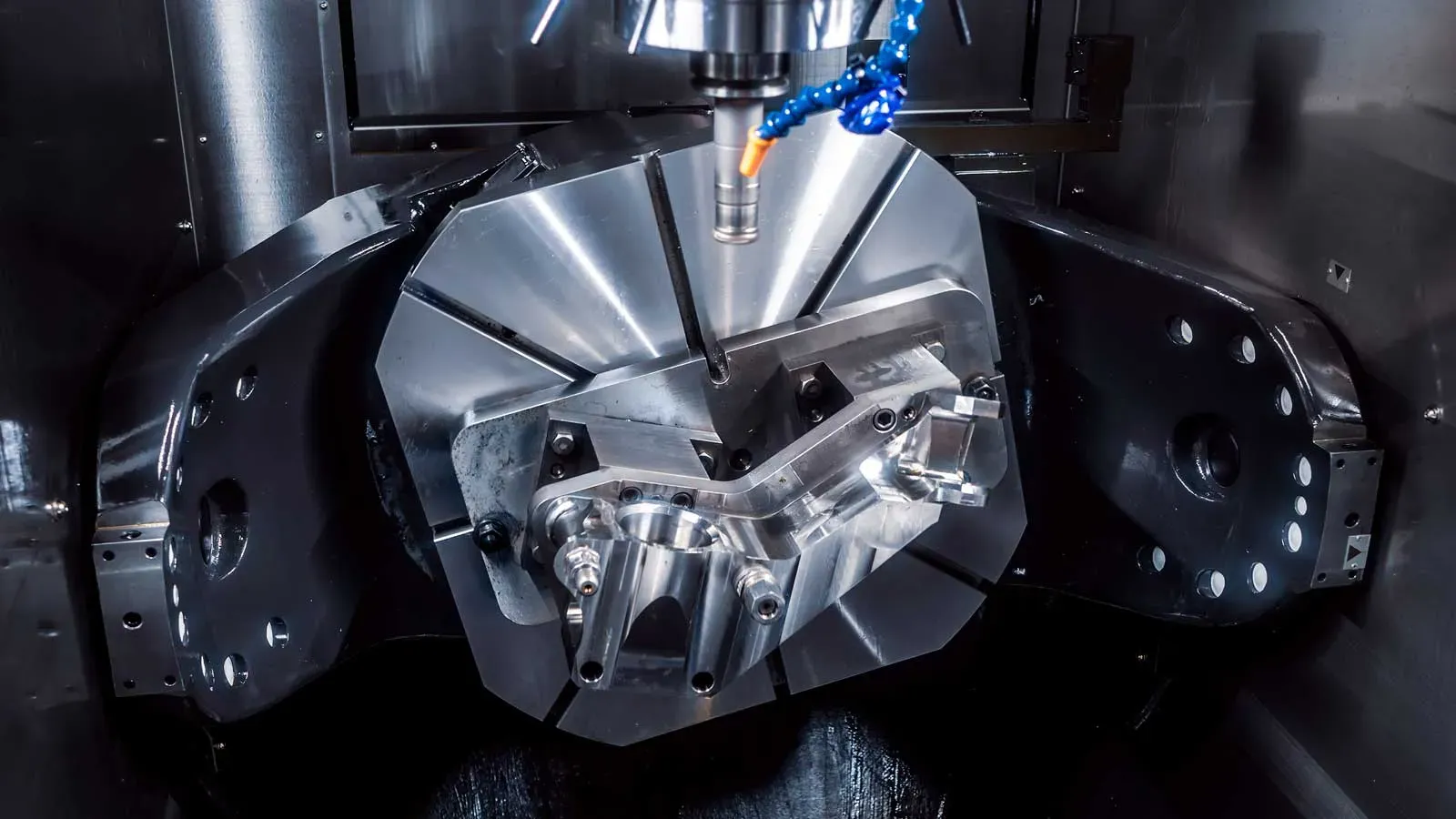
先進的5軸同步CNC加工技術,專為滿足航空航天、能源及工業領域最嚴苛的零部件加工需求而設計。我們的5軸加工中心可在單次裝夾下,以±0.01毫米的精度加工複雜的自由曲面、深腔和底切結構。
先進的5軸同步CNC加工技術,專為滿足航空航天、能源及工業領域最嚴苛的零部件加工需求而設計。我們的5軸加工中心可在單次裝夾下,以±0.01毫米的精度加工複雜的自由曲面、深腔和底切結構。
公差 ±0.01毫米
最大長度 12 米
透過ISO 9001認證
全天候生產
領拓互聯(領拓互聯)提供的5軸CNC加工服務專為需要同時進行多軸插補的複雜幾何形狀而設計。與3+2定位系統不同,真正的5軸加工能力使切削刀具能夠在整個加工週期內始終保持相對於工件表面的最佳方位。 對於帶有底切、深腔和自由曲面輪廓的零件,這一點至關重要——傳統3軸加工方法通常需要多次裝夾和專用夾具。DMG MORI和Mazak機床的運動學配置提供了完整的B軸和C軸旋轉功能,使刀具能夠從幾乎任何角度進行加工,而無需重新定位工件。
五軸加工的技術基礎在於剛性強的機床結構和先進的伺服控制系統。其超大的加工範圍可容納最大尺寸達4000 × 2000 × 1500毫米的工件,最大承載能力為12,000公斤,這使得該裝置成為少數幾家透過ISO 3834-2認證、能夠加工海上風電和重型採礦裝置大型零部件的設施之一。 主軸轉速最高可達18,000轉/分鐘,配備HSK-A63刀柄介面,既能滿足Inconel 718材料的粗加工需求,也能滿足鋁合金材料的精加工要求。整合式冷卻系統可在長時間加工過程中將溫度控制在±1°C範圍內,從而確保熱穩定性。
透過線性尺和旋轉編碼器的閉環反饋,實現了±0.01毫米的位置精度和±0.003毫米的重複定位精度。這些公差符合ISO 230-2標準,並透過雷尼紹球杆測試和鐳射干涉測量法進行了驗證。 針對關鍵的航空航天和渦輪機應用,加工過程中的探測程式會自動補償刀具磨損和熱膨脹,確保50至500件的生產批次中尺寸的一致性。根據材料和刀具路徑策略的不同,可實現0.4至1.6μm的表面粗糙度(Ra),使用專用金剛石刀具在有色金屬上還可實現鏡面拋光效果。
材料的廣泛適用性是5軸CNC加工服務的一大優勢。 不鏽鋼(304、316L、17-4PH)、鈦合金(Ti-6Al-4V、Ti-6Al-2Sn-4Zr-2Mo)、鎳基超合金(Inconel 718、Hastelloy X)、鋁合金(6061-T6、 7075-T651)以及工程塑膠(PEEK、PTFE、Torlon)均是我們常規加工的材料。 每種材料都需要特定的切削引數、刀具幾何形狀和冷卻液策略——工藝工程師參照ASME B46.1表面粗糙度標準和ASTM材料規範,制定定製化的加工方案。對於燃氣輪機中的高溫應用,嚴格控制殘餘應力和重鑄層厚度(通常控制在0.05毫米以下),以防止部件過早失效。
5軸加工的“一次裝夾”優勢直接影響零件質量和生產經濟性。透過消除多次換裝夾具和重新定位的步驟,有效減少了在順序式3軸加工中通常會產生的累積定位誤差。 一個在傳統裝置上需要12次單獨裝夾的典型葉輪部件,現在只需一個夾緊迴圈即可完成,從而將交貨週期縮短40-60%,並提高了幾何形狀的一致性。這種方法還最大限度地減少了操作人員的幹預,降低了基準轉移中的人為錯誤風險。對於受AS9100D或ISO 13485質量體系管理的行業,這種可追溯的單次裝夾方法為過程控制提供了可審計的證據。
在航空航天領域,5軸CNC加工服務用於製造機身和發動機系統的結構部件,這些部件對減重和抗疲勞效能的要求尤為嚴苛。我們生產的部件包括鈦合金隔框、鋁製翼肋,以及具有複雜冷卻孔佈局的因科鎳合金渦輪盤,這些部件需要進行角度超過30度的5軸同步鑽孔。 這些部件必須符合AS9100D質量標準,且通常需要按照AS9102標準出具首件檢驗報告。對於波音787和空客A350等對重量要求極高的商用飛機專案,能夠加工壁厚低至0.5毫米、公差為±0.02毫米的薄壁部件至關重要。
5軸加工能力為石油和天然氣應用帶來了顯著優勢,特別是在適用於高壓、高溫(HPHT)環境下的井下工具和閥門部件方面。 採油樹部件、防噴器(BOP)零件及海底聯結器主體均採用4130合金鋼和17-4PH不鏽鋼加工而成,在長度超過1000毫米的情況下,同心度仍能控制在0.01毫米以內。 EN 1090-2 EXC3 認證確保了承壓部件的可追溯性和機械效能驗證。對於需要符合 NACE MR0175/ISO 15156 標準的海底應用,透過經過驗證的熱處理和加工工藝,對硬度和抗硫化物應力開裂能力進行嚴格控制。
渦輪機部件製造是五軸加工服務的核心應用領域。該領域主要生產用於發電和船舶推進的燃氣輪機及蒸汽輪機的整體葉片轉子(IBR)、噴嘴導葉和擴壓器殼體。這些部件需要進行五軸同步輪廓加工,以形成扭轉角超過60度、前緣半徑小至0.2毫米的翼型輪廓。 鎳基合金表面粗糙度可達Ra 0.4μm,這不僅能降低氣動損耗,還可將渦輪效率提升高達2%。尺寸驗證採用配備掃描探頭的座標測量機(CMM)進行,參照ASME Y14.5-2009幾何尺寸與公差(GD&T)標準,輪廓公差通常規定為0.05mm。
海上風電行業需要大規模的精密零部件,而五軸加工中心正是處理此類零部件的理想裝置。該裝置可加工重量高達12噸的球墨鑄鐵和低合金鋼鑄件,包括偏航軸承座、變槳驅動部件以及主軸連線件。這些零部件對螺栓孔佈局和配合面要求嚴格的公差,以確保在動態的海上環境中實現合理的載荷分佈。 憑藉焊接領域的ISO 3834-2認證以及鋼結構製造領域的EN 1090-2 EXC3認證,我們能夠將機加工部件與焊接元件進行整合,提供完整的海底模組解決方案。對於浮式風電平臺,針對設計壽命週期為20年的疲勞關鍵部件,我們始終保持符合DNV-GL標準。
醫療器械製造採用5軸加工技術,用於生產需要生物相容性材料和鏡面光潔度的骨科植入物及手術器械。我們加工符合ASTM F136和ASTM F1537標準的Ti-6Al-4V ELI及鈷鉻合金製成的髖脛柄、膝關節元件和脊柱植入物。5軸同步運動技術能夠加工出具有多孔結構的複雜骨接觸面,從而促進骨整合。 關節接觸面可實現低於 Ra 0.2μm 的表面粗糙度,從而減少磨損碎屑的產生。符合潔淨室標準的加工環境及 ISO 13485 質量管理體系,確保符合 FDA 21 CFR 第 820 部分對醫療器械製造商的要求。
領拓互聯的5軸CNC加工服務擁有多項國際認證,可直接滿足全球EPC公司的質量要求。焊接製造的ISO 3832-2認證、鋼結構的EN 1090-2 EXC3認證以及焊接工藝的AWS D1.1認證,為複雜元件提供了可審計的質量保證。 這些認證絕非僅具形式意義——它們均透過TÜV SÜD和必維國際檢驗集團(Bureau Veritas)的季度稽核驗證,確保生產流程始終符合歐美標準。對於評估供應商的採購工程師而言,這一認證組合可減少進行大量第二方稽核的需求,從而加速供應商資格認證流程。
技術團隊在五軸程式設計和工藝最佳化方面擁有超過15年的綜合經驗,尤其精通Siemens NX和Mastercam CAM軟體。針對每種機床配置,我們都會開發定製的後處理器,以確保刀具路徑無碰撞並實現最佳切削條件。 對於複雜的多軸加工任務,我們會使用Vericut軟體對整個加工週期進行模擬,在實際切削前驗證刀具間隙和材料去除率。這種“數字孿生”方法平均可將除錯時間縮短30%,並幾乎完全消除了因程式設計錯誤導致的廢品。工程師們定期參加在DMG MORI和Mazak技術中心舉辦的培訓課程,以掌握不斷發展的加工策略。
領拓互聯 的質量控制不僅限於尺寸檢測,還涵蓋材料驗證和工藝驗證。公司內部的金屬材料實驗室配備了光譜儀、硬度計和拉伸試驗機,可按照 ASTM E8 和 ASTM E18 標準對材料成分和力學效能進行驗證。 對於關鍵部件,會進行非破壞性檢測,包括符合 ASTM E2375 標準的超聲波檢測以及符合 ASTM E1417 標準的滲透探傷檢測。所有檢測結果均記錄在詳細報告中,滿足 AS9100D 和 ISO 9001:2015 質量體系的可追溯性要求。這一全面的質量保障體系使客戶對關鍵任務應用中部件的完整性充滿信心。
供應鏈和物流能力旨在支援全球專案的交付。我們常備316L不鏽鋼、4140合金鋼和6061-T6鋁等常用規格材料的戰略庫存,從而將採購週期縮短2至3周。對於出口訂單,我們將負責辦理包括原產地證書、材料檢測報告和清關手續在內的所有檔案。 公司位於中國蘇州,可直接通達上海港及國際空運樞紐,透過空運可在10-14天內、海運可在30-45天內實現至歐洲、北美及中東地區的門到門交付。提供多種國際貿易術語(Incoterms)選擇,包括上海FOB、主要港口CIF,以及針對符合條件的客戶的DDP條款。
五軸加工的成本效益得益於最佳化後的刀具路徑策略和減少二次加工工序。單次裝夾工藝消除了對昂貴夾具和多次機床轉運的需求,與傳統三軸加工方法相比,在處理複雜幾何形狀時,單件成本可降低15%-25%。我們提供透明的定價方案,其中詳細列出了材料成本、加工時間和檢測費,以便採購團隊能夠準確制定專案預算。 對於超過100件的生產訂單,我們提供批次折扣和寄售庫存方案,以降低營運資金需求。專案管理團隊透過線上客戶門戶提供每週進度報告和實時生產狀態,確保在整個製造週期內實現全面視覺化。
| 能力 | 規格 |
|---|---|
| 最大工件尺寸 | 4000 × 2000 × 1500毫米 |
| 最大重量 | 12,000 公斤 |
| 定位精度 | ±0.01毫米 |
| 重複性 | ±0.003毫米 |
| 主軸轉速 | 最高轉速可達18,000轉/分鐘 |
| 表面處理 | 0.4–1.6微米 |
請將您的需求傳送給我們,我們將在24小時內回覆報價和交貨期。