
大型零件 CNC 加工(最長12米)
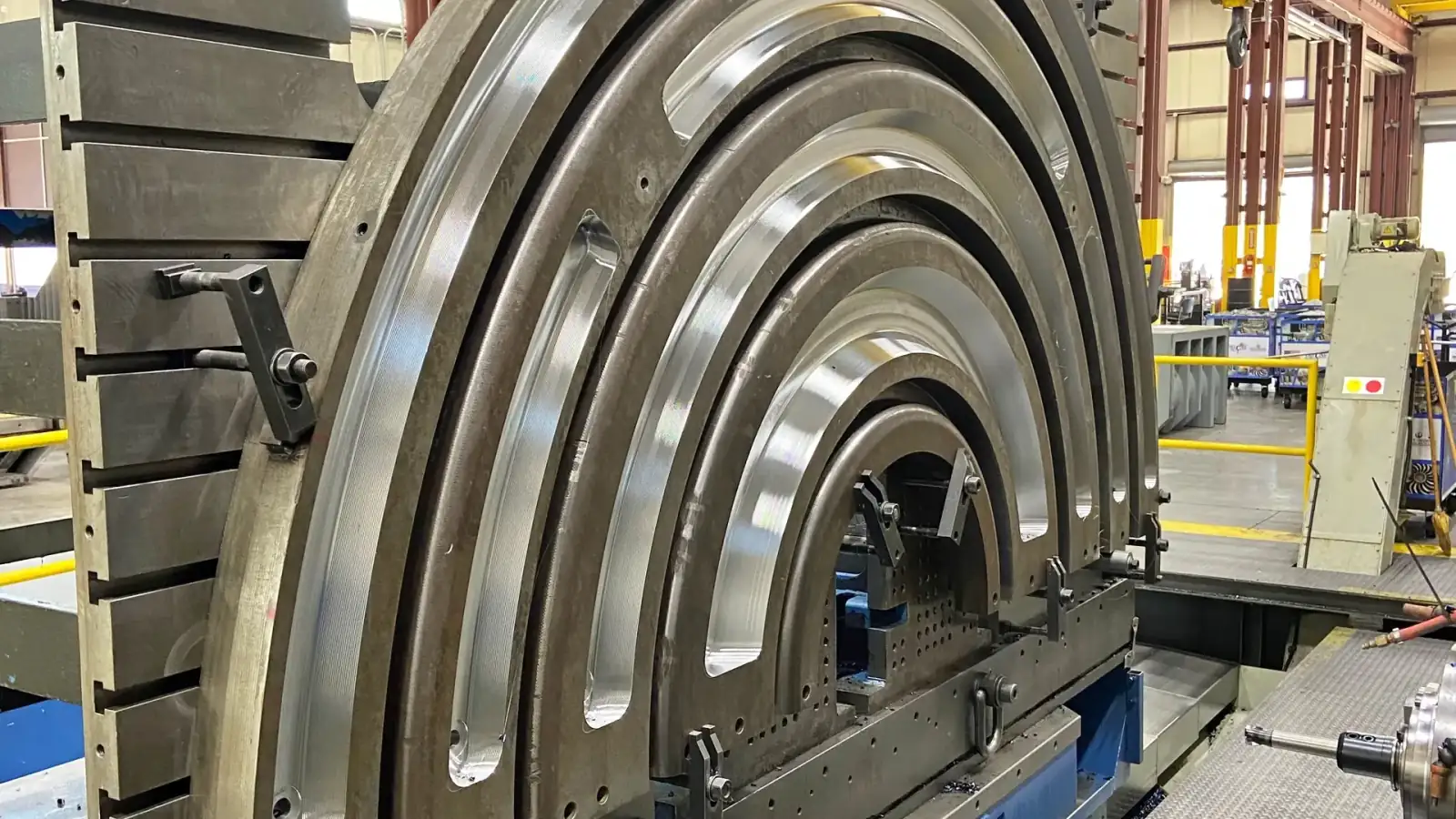
專業從事CNC類大型工件加工,可處理長度達12米的超大尺寸部件。我們的落地式鏜床和龍門加工中心可加工重達50噸的工件,並在整個行程範圍內保持高精度公差。
專業從事CNC類大型工件加工,可處理長度達12米的超大尺寸部件。我們的落地式鏜床和龍門加工中心可加工重達50噸的工件,並在整個行程範圍內保持高精度公差。
公差 ±0.01mm
最大長度 12 米
透過ISO 9001認證
全天候生產
加工長度達12米的大型工件CNC,需要具備卓越結構剛性和熱穩定性的機床。落地式鏜床和龍門加工中心專為超大工件設計,可在長軸向保持尺寸精度。 我司落地式鏜床具備12,000毫米的X軸行程,配合75千瓦的主軸,可實現渦輪機軸、壓力容器段及海上結構節點的一次裝夾加工。這消除了因重新定位或多臺機床間轉移所產生的累積誤差——在傳統加工方案中,每次重新定位通常會增加0.02毫米至0.05毫米的誤差。
在加工跨度超過12米的鐵基合金時,熱膨脹補償是一個關鍵因素。 該線上測量系統採用解析度為0.1微米的線性尺,並結合嵌入機床床身和主軸箱內的感測器提供的實時溫度反饋。當12小時加工週期內環境溫度波動±5°C時,控制系統會自動調整刀具偏移量,以確保在整個12,000毫米長度範圍內保持±0.05毫米的位置精度。 該能力已透過ISO 230-2:2014定位精度與重複性測試程式的驗證,確保符合ASME Y14.5-2018幾何尺寸與公差標準中的公差要求。
我們龍門加工中心的重型工作臺可承載重達 50,000 公斤的工件,其加工範圍為 6,000 毫米 × 3,000 毫米 × 2,000 毫米。 工作臺結構採用高阻尼鑄鐵並配有肋狀加固,以最大限度地減少重切削過程中的振動。對於典型的 30 噸鋼製焊接件,使用硬質合金刀片,以 120-180 米/分鐘的切削速度,可在銑削麵上實現 Ra 1.6 微米的表面粗糙度,在鏜孔上實現 Ra 0.8 微米的表面粗糙度。 2,000mm 的 Z 軸高度可容納水力渦輪機導葉或採礦破碎機機殼等高大工件,而 3,000mm 的 Y 軸寬度則允許在單個夾具板上同時加工多個較小零件。
對於無法運至蘇州工廠的零部件,現場加工服務可作為內部加工能力的補充。現場服務團隊配備行動式鏜杆、法蘭端面銑床以及配備鐳射對中系統的銑頭,可在直徑6米範圍內實現±0.10毫米的精度。這對於發電裝置尤為重要,因為在許多地區,渦輪機外殼或發電機機架的寬度超過了4.5米的公路運輸限值。 我們已為山東省燃煤電廠的蒸汽輪機分流管線完成了現場加工專案,其平整度達到每米0.03毫米,符合ISO 1101:2017標準要求。
在石油和天然氣領域,大型零件CNC的加工對於海底匯流管總成、防噴器總成和管道閥體至關重要。以採用ASTM A694 F65鍛造鋼加工而成的典型8米長海底匯流管總成為例,其12英寸公稱直徑的流道孔需要在全長範圍內實現0.10毫米同心度的精密鏜孔。 落地式鏜床透過使用裝有CBN刀片的單點鏜杆,以80-100米/分鐘的進給速度完成此加工,同時保持Ra 0.4微米的表面粗糙度,以防止在高壓氣體工況下發生侵蝕。這些部件必須符合NACE MR0175/ISO 15156對含硫工況的要求,且加工過程均有詳細記錄,確保材料爐號和檢驗報告的完全可追溯性。
海上風電結構需要對過渡件、單樁法蘭和塔筒段進行大規模加工。根據 EN 10025-3 標準,採用 S355NL 鋼材加工的直徑為 6 米的單樁法蘭,其承壓面需進行端面加工,平整度需達到 0.15 毫米,以確保渦輪機執行期間的載荷分佈合理。 Y軸行程達6米的龍門加工中心可一次性完成這些法蘭的加工,從而省去了組裝後的焊後加工工序。對於套筒式基礎節點,根據AWS D1.1/D1.1M:2020結構焊接規範,透過30°至45°的坡口角度進行復雜的焊前加工,使斜撐與弦杆交匯處的輪廓尺寸公差控制在±1mm範圍內。
採礦和礦物加工裝置(如磨機殼體、圓錐破碎機主軸和輸送機驅動滾筒)在保持幾何精度的同時,需要進行大量切削。由ASTM A516 70級碳鋼板加工而成的10米長磨機殼體,通常需要從法蘭端面切除15-20毫米的材料,才能在整個直徑範圍內實現0.10毫米的平行度。 配備75 kW主軸(200 rpm時扭矩達1,200 Nm)的機床,可在鋼材上進行8毫米切深粗加工,與傳統加工中心相比,迴圈時間縮短了30%。關鍵軸承軸頸的公差控制在±0.05毫米,螺栓孔佈局的公差控制在±0.10毫米,均符合ISO 2768-m通用公差標準。
發電領域的應用包括蒸汽渦輪機外殼、燃氣渦輪機機架以及水力渦輪機轉子的加工。一件由ASTM A356 9級鑄鋼加工而成的9米長蒸汽渦輪機內殼,需要對多個蒸汽入口進行精密鏜孔,其角度公差要求為±0.5°,定位精度要求為±0.10mm。 過程測量系統可補償鑄件在加工過程中的熱膨脹,當環境溫度從15°C升至30°C時,12小時加工週期內的熱膨脹量可達0.3毫米。 對於由 Inconel 718 加工而成的燃氣輪機燃燒室,採用 250-300 m/min 速度的陶瓷刀片,以實現符合 ASME B46.1-2019 標準要求的密封面 Ra 0.8µm 表面粗糙度。
造船與船舶工程需要加工長度達12米的船尾框架、舵軸和螺旋槳軸。由ASTM A668 D級鍛造鋼加工而成的10米長螺旋槳軸,其軸承軸頸與法蘭面之間的同心度必須控制在0.05毫米以內,以確保在120-150轉/分鐘的執行轉速下不會產生振動。 配備12米X軸行程的落地式鏜床可在一次裝夾中加工整個軸體,並採用間隔2米的定心架以防止軸體撓曲。透過使用CBN磨頭,軸頸表面可達到Ra 0.2微米的表面粗糙度,滿足DNV-GL船舶分類規則的要求。
ISO 3834-2焊接質量管理體系認證的範圍涵蓋焊接元件的機械加工,確保焊前準備、熱處理和最終機械加工在統一的質量體系下協調進行。 以由 SA-516 Gr. 70 鋼板加工而成的典型 40 噸壓力容器蓋為例,根據 ASME BPVC 第 VIII 部分第 1 節的規定,在 620°C ±10°C 下進行焊後熱處理,隨後對密封面進行加工,使其平整度達到 0.08 毫米。 與將焊接和機加工分別外包給不同供應商相比,這種整合方法可將交貨週期縮短 15-20%,這一點已在石化行業 EPC 承包商的專案記錄中得到證實。
我們實施了一套全面的質量保證計劃,其中包括根據AS9102D標準針對航空航天衍生要求編制的首件檢驗報告,即使對於非航空航天部件也是如此。每個大型零件加工專案均配有尺寸檢驗計劃,該計劃參照ISO 2768-1:1989標準中的具體基準和公差,或依據ASME Y14.5-2018標準中客戶定義的幾何尺寸與公差(GD&T)。 檢驗團隊使用在12米距離內精度達0.015毫米的鐳射跟蹤儀、用於檢測複雜曲面的FARO測量臂,以及用於壁厚驗證的超聲波測厚儀。所有測量資料均與零件序列號一同歸檔,以確保完全可追溯性,符合NORSOK M-650對油氣裝置的要求。
執行等級3鋼結構的EN 1090-2 EXC3認證,確保了海上風電和建築基礎設施的結構部件加工符合歐洲最高製造標準。這包括焊接工藝的強制性測試、符合EN ISO 9606-1標準的焊工資格認證,以及根據EN ISO 9934-1標準採用磁粉探傷法對加工表面進行無損檢測。 在近期一項涉及12米鋼製橋樑主樑的歐洲基礎設施專案中,接頭板的螺栓孔按照EN 1090-2表18的要求,以±0.5毫米的位置精度進行了加工,並透過了TÜV SÜD的第三方檢驗,未發現任何不符合項。
針對大型零件CNC的加工專案,我們提供靈活的排程安排,首件生產的典型交貨期為4至8周,重複訂單的交貨期為2至4周。生產計劃團隊將與專案經理協調,確保加工順序與材料採購及熱處理計劃相匹配。 針對發電廠或採礦作業中的緊急故障維修,可在48小時內調派現場加工團隊,配備行動式裝置,可加工直徑達3米的法蘭面,並能鏜削直徑達500毫米的孔。這種快速響應能力使領拓互聯成為東南亞和中東地區石化及水泥行業維護、修理和大修(MRO)專案的首選供應商。
| 能力 | 規格 |
|---|---|
| 最大長度 | 12,000毫米(X軸) |
| 最大寬度 | 3,000毫米(Y軸) |
| 最大高度 | 2,000毫米(Z軸) |
| 最大重量 | 50,000 公斤 |
| 定位精度 | ±0.05毫米 / 12米 |
| 主軸功率 | 最高 75 千瓦 |
請將您的需求傳送給我們,我們將在24小時內回覆報價和交貨期。