鑄鐵 CNC 加工
在灰口鑄鐵、球墨鑄鐵和緊湊型石墨鑄鐵(CGI)鑄件的加工方面擁有CNC級專業水平。我們在鑄件材料方面的經驗涵蓋氣孔、硬點及表層硬度不均的處理,確保每件零件都能達到一致的精度。
在灰口鑄鐵、球墨鑄鐵和緊湊型石墨鑄鐵(CGI)鑄件的加工方面擁有CNC級專業水平。我們在鑄件材料方面的經驗涵蓋氣孔、硬點及表層硬度不均的處理,確保每件零件都能達到一致的精度。
公差 ±0.01mm
最大長度 12 米
透過ISO 9001認證
全天候生產
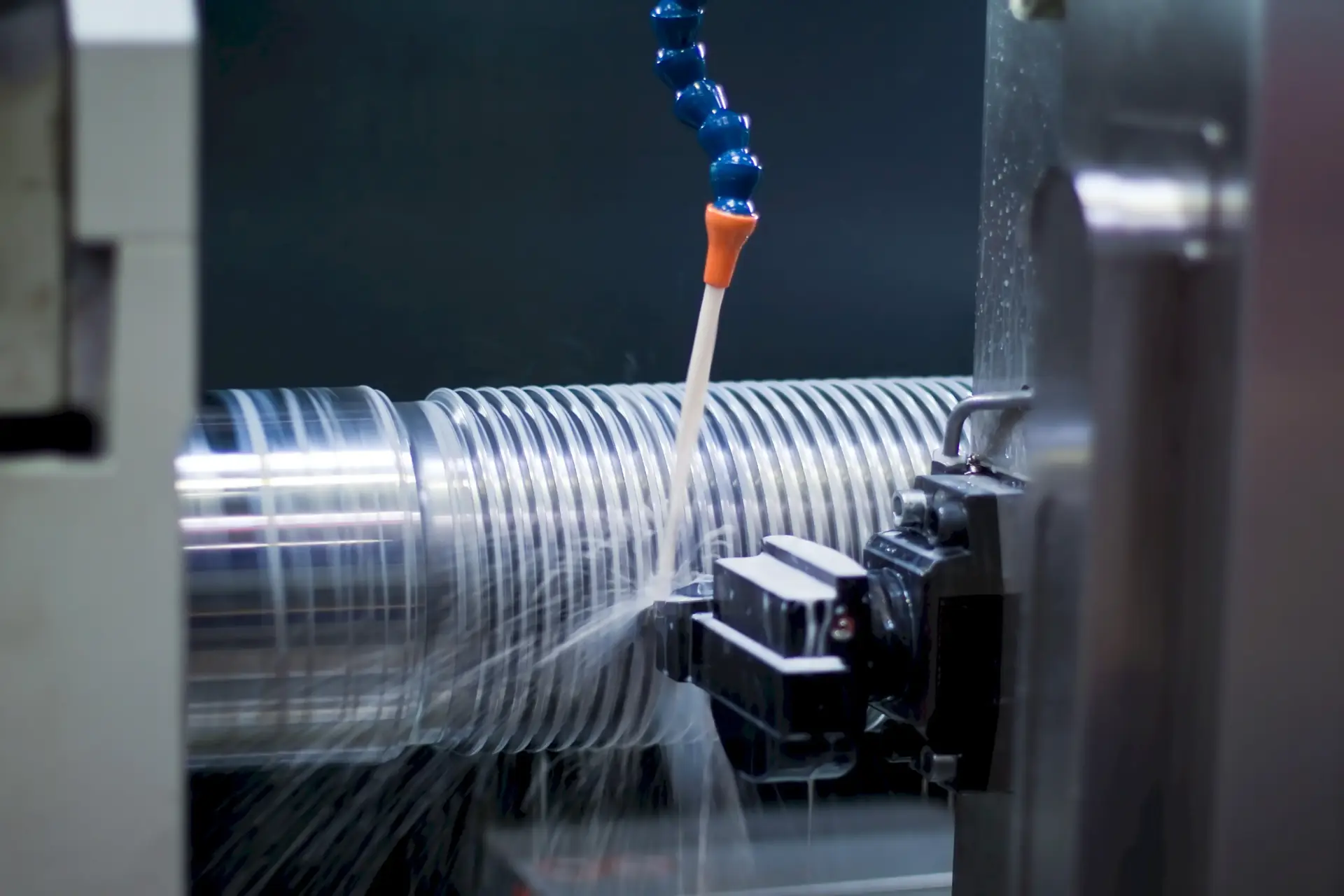
CNC級鑄鐵在領拓互聯級(領拓互聯)加工下,可在灰鑄鐵(GG20、GG25、 GG30,符合EN-GJL-250標準)、球墨鑄鐵(GGG40、GGG50、GGG60、GGG70,符合EN-GJS標準)以及緻密石墨鑄鐵(CGI等級GJV-300、GJV-400、GJV-500)上實現±0.03毫米的精密公差。 蘇州工廠可處理最大重量達20,000公斤的毛坯鑄件,對油氣閥門、海上風力渦輪機外殼及採礦裝置部件進行粗加工和精加工。透過與鑄造廠直接協調,在加工開始前處理氣孔、夾雜物和硬點等鑄造缺陷,確保尺寸穩定性,並始終如一地滿足Ra 1.6至6.3微米的表面粗糙度目標。
鑄鐵的CNC加工工藝首先使用三座標測量機(CMM)對鑄件的幾何形狀進行全面檢測,並根據ASME Y14.5-2018標準出具幾何尺寸與公差(GD&T)報告。 對於GG25(EN-GJL-250)等灰鑄鐵牌號,需考慮材料固有的阻尼能力及其相對於鋼材為0.8至1.2的切削加工指數,並選用特定前角的硬質合金刀具以最大限度減少切削刃積屑。 對於GGG50(EN-GJS-500-7)等球墨鑄鐵牌號,需關注80%以上的球化率,以避免高速加工時的刀具顫振;而GJV-400等CGI牌號因抗拉強度比常規灰鑄鐵高30%,則需要採用專門的切削引數。
採用主軸轉速高達12,000轉/分鐘的多軸加工中心,其進給速度經過校準以適應鑄鐵的磨蝕性,可在關鍵密封面上實現Ra 1.6微米的精細表面光潔度。 對於超過 5,000 公斤的大型鑄件,採用工作範圍為 4 米×2 米的龍門式 CNC 機床,透過控制切屑排出並防止工件變形的冷卻液系統來保持熱穩定性。 針對複雜的球墨鑄鐵部件,還包含 540°C 至 600°C 的應力消除熱處理迴圈,以減少鑄造產生的殘餘應力,並確保在高達 350°C 的石化應用工作溫度下保持長期尺寸精度。
質量控制採用雷尼紹檢測探頭進行線上探測,以驗證孔徑、法蘭面和螺栓孔佈局等關鍵特徵,公差控制在±0.03毫米範圍內。 所有加工引數均已記錄在案,包括灰鑄鐵的切削速度為 80 至 150 米/分鐘,球墨鑄鐵為 60 至 120 米/分鐘,每道切削深度限制在 3 毫米以內,以防止亞表面損傷。 最終檢驗包括帶有完整幾何尺寸與公差 (GD&T) 分析的 CMM 報告、使用輪廓儀測量的表面粗糙度,以及根據 ASTM E10 標準進行的硬度測試,以確認各等級的布氏硬度值在指定範圍內,例如 GG25 為 180-240 HB,GGG50 為 200-260 HB。
在石油和天然氣領域,鑄鐵CNC加工工藝利用GGG60和GGG70等球墨鑄鐵等級材料製造閥體、泵殼和壓縮機部件,這兩種材料的屈服強度分別為370 MPa和420 MPa。 這些部件應用於 API 6D 和 API 600 標準,要求密封面加工至 Ra 1.6 μm,平坦度公差為每米 0.05 毫米,以防止逸散性排放。 用於海底匯流管、重達 8,000 公斤的閘閥閥體經過加工,內徑範圍為 50 毫米至 600 毫米,均透過 CMM 檢測,符合 ASME B16.34 壓力-溫度等級標準。
在海上風電領域,灰鑄鐵(GG30)和球墨鑄鐵(GJV-500)部件經過機加工後用於製造渦輪機齒輪箱殼體和主軸承座,這些部件在迴圈載荷下的抗疲勞效能至關重要。這些鑄件重量通常超過10,000千克,其安裝介面需進行±0.05毫米精度的機加工,以與額定功率為5兆瓦至15兆瓦的渦輪機行星齒輪系統對準。 油道和冷卻通道的加工表面粗糙度需達到Ra 3.2 μm,隨後按照DNV-GL-ST-0361標準進行無損檢測,以發現粗加工過程中產生的任何微裂紋。
採礦和礦物加工行業依賴於機加工鑄鐵部件,用於製造由GG25等耐磨灰鑄鐵(硬度值190-220 HB)製成的泥漿泵殼體、破碎機機架和磨機襯板。 這些部件需承受顆粒尺寸達50毫米、工作壓力達1.5 MPa的磨蝕性漿液,因此對葉輪孔和蝸殼輪廓的加工精度要求極高,公差需控制在±0.1毫米以內。 直徑達 3 米的球磨機部件經過機加工,確保支承軸承的同心度達到每米 0.08 毫米,以減少振動並延長軸承在 24/7 不間斷執行下的使用壽命。
發電領域的應用包括加工用於額定功率為50兆瓦至200兆瓦燃氣輪機的球墨鑄鐵(GGG40)渦輪殼段和排氣擴散器。這些部件需要具有可控的熱膨脹特性,其加工後的接合面需達到每300毫米0.03毫米的平整度,以防止在400°C的工作溫度下發生高溫氣體洩漏。 此外,還生產用於大型柴油發電機的灰鑄鐵缸體和缸蓋,其缸孔公差為H7(直徑100毫米時為0至+0.025毫米),表面粗糙度為Ra 0.8微米,以確保油膜保持能力和活塞環密封的完整性。
在石化加工領域,CNC加工工藝可生產球墨鑄鐵(GGG50)反應釜攪拌軸和攪拌器輪轂,這些部件在pH值範圍為4至10的化學環境中具有優異的耐腐蝕性。 這些部件重達 5,000 公斤,需要按照 DIN 6885 公差進行鍵槽加工,並按照 ISO 965-1 標準進行螺紋銑削,以便與不鏽鋼緊韌體組裝。 根據 ASME B16.47 標準,為在 2.5 MPa 壓力下執行的管道系統加工法蘭連線,凸面表面光潔度達到 Ra 1.6 μm,以確保在 -20°C 至 250°C 的熱迴圈條件下實現防漏密封。
領拓互聯 結合了 ISO 3834-2 焊接認證與 EN 1090-2 EXC3 及 AWS D1.1 標準,而鑄鐵 CNC 的加工能力不僅限於焊接,還涵蓋對毛坯鑄件的全面機械加工。 從模型設計、鑄造廠協調到最終機加工的整個供應鏈均由我們統一管理,與使用多家供應商相比,交貨週期縮短了15%至20%。工程師會審查鑄件圖紙,排查可加工性問題(例如冷鐵區形成的硬點或關鍵密封面附近的氣孔),並在生產開始前提出設計修改建議,以避免廢品產生。
蘇州工廠實行全天候24小時運作,配備30臺 �� 工廠備有專門用於鑄鐵加工的刀具庫存,包括用於球墨鑄鐵精加工的CBN刀片以及用於灰鑄鐵粗加工的塗層硬質合金刀片,在推薦的切削引數下,每條刃口的使用壽命可達45至60分鐘。每臺機床均配備切屑輸送機和煙霧抽吸系統,用於處理灰鑄鐵產生的磨蝕性石墨粉塵,從而在長時間生產過程中確保表面質量的一致性及操作人員的安全。
每筆訂單均附有完整的檢驗檔案,包括符合 ASME Y14.5-2018 標準的帶幾何尺寸與公差(GD&T)分析的 CMM 報告、表面粗糙度曲線圖,以及根據 EN 1561(灰鑄鐵)和 EN 1563(球墨鑄鐵)標準驗證化學成分和機械效能的材料證書。 質量管理體系包含針對新鑄件設計的首件檢驗(FAI),尺寸報告顯示關鍵特徵的偏差在±0.03毫米範圍內。對於大型鑄件,會在粗加工、半精加工和精加工階段進行過程尺寸檢查,以便儘早發現熱變形或刀具磨損的影響。
工程團隊為全球EPC公司提供可製造性設計(DFM)審查服務,推薦最佳基準結構和公差疊加方案,在滿足功能要求的同時最大限度地降低加工成本。團隊憑藉在加工壁厚範圍為10毫米至200毫米鑄件方面的豐富經驗,透過調整進給速度和冷卻液壓力,有效防止薄壁部位的振動,並確保厚壁部位的散熱。 針對需要壓力密封的球墨鑄鐵部件,我們提供高達10 MPa的靜水壓試驗以及符合ISO 20485標準的氦氣洩漏測試,以驗證加工後的密封完整性。
機加工鑄鐵部件銷往歐洲、北美和中東的客戶,其包裝設計旨在防止運輸過程中的腐蝕,包括適用於海運的VCI防鏽紙和乾燥劑包。物流團隊與貨運代理密切配合,以確保專案進度,併為緊急更換需求提供10至14個工作日的加急交付服務。 憑藉ISO 3834-2和EN 1090-2等認證,我們滿足了油氣、海上風電及發電領域主要EPC承包商的質量要求,為鑄鐵CNC加工提供從原型到批次生產的全流程一站式服務。
| 能力 | 規格 |
|---|---|
| 灰鑄鐵等級 | GG20、GG25、GG30 (EN-GJL-250) |
| 球墨鑄鐵牌號 | GGG40、GGG50、GGG60、GGG70 |
| CGI 評分 | GJV-300、GJV-400、GJV-500 |
| 最大投擲重量 | 20,000 公斤 |
| 寬容 | ±0.03毫米 |
| 表面處理 | 波長 1.6–6.3 μm |

請將您的需求傳送給我們,我們將在24小時內回覆報價和交貨期。