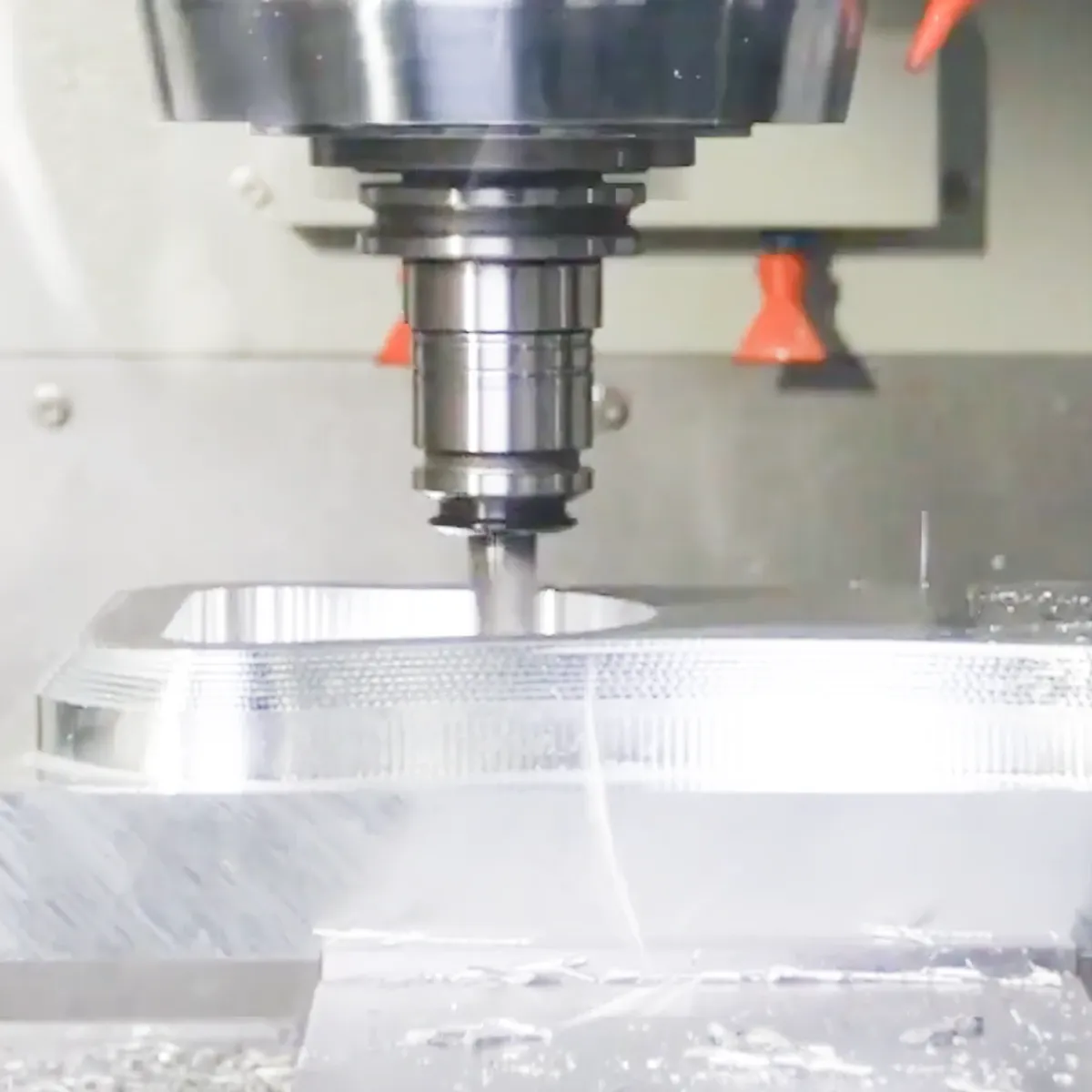
鋁材 CNC 加工
採用CNC級高速加工工藝,專為輕量化、高精度鋁合金零部件而設計。我們的機床轉速可達18,000轉/分鐘,並採用最佳化的鋁合金切削策略,可實現卓越的表面光潔度、嚴格的公差控制,且無毛刺。
採用CNC級高速加工工藝,專為輕量化、高精度鋁合金零部件而設計。我們的機床轉速可達18,000轉/分鐘,並採用最佳化的鋁合金切削策略,可實現卓越的表面光潔度、嚴格的公差控制,且無毛刺。
公差 ±0.01毫米
最大長度 12 米
透過ISO 9001認證
全天候生產
在領拓互聯處對CNC號鋁合金進行加工,可為對減重、耐腐蝕性和導熱性要求極高的嚴苛工業應用提供精密零部件。加工中心具備3軸、4軸和5軸同步加工能力,主軸轉速可達18,000轉/分鐘,能夠加工複雜幾何形狀,並在關鍵特徵上實現±0.01毫米的嚴格公差。 我們可加工所有標準鋁合金,包括用於結構部件的6061-T6、用於高應力航空航天級零件的7075-T6、用于海洋環境的5083、用於抗疲勞關鍵元件的2024-T3,以及用於歐洲標準應用的6082-T6。 每種合金均根據具體的機械效能要求進行選擇,屈服強度範圍從 6061-T6 的 240 MPa 到 7075-T6 的 505 MPa 不等,確保在工作載荷下實現最佳效能。
透過結合18,000轉/分鐘的高速加工策略與最佳化後的刀具路徑,可實現Ra 0.4μm至Ra 1.6μm的加工表面粗糙度,其中適用於陽極氧化處理的表面典型粗糙度為Ra 0.8μm。這使許多應用場景無需進行二次精加工,從而縮短了交貨週期並降低了單件成本。 對於薄壁部件,透過自適應加工演演算法根據實時切削力調整進給速度,可將壁厚維持在0.5毫米以內,同時將變形控制在最小限度。對於熱交換器翅片、電子機箱和輕量化結構支架等部件,在確保尺寸穩定性的前提下最大限度地去除材料至關重要,因此這一能力不可或缺。 無毛刺加工方案採用爬升銑削策略和專用刀具幾何形狀,可在所有特徵(包括內螺紋、槽口和鑽孔)上形成光潔邊緣。 6061-T6材料的典型切削引數包括0.05-0.15 mm/齒的切屑負荷和最高5 mm的徑向切深;而7075-T6材料在批次超過1000件的大規模生產中,需將切削速度降低15-20%,以控制熱量產生並防止加工硬化。
所有CNC號鋁合金加工件均按照ISO 3834-2質量控制程式生產,結構部件符合EN 1090-2 EXC3執行等級,焊接元件符合AWS D1.1標準。從鋼廠證書到最終檢驗,全程保持材料可追溯性,每批產品均按EN 10204 3.1型認證要求進行記錄。 溫控加工環境將溫度維持在20°C ±1°C,以消除精密加工過程中的熱膨脹影響,這對公差小於±0.02mm的零件尤為重要。 針對大型部件,加工範圍可容納最大尺寸為2000mm x 1000mm x 800mm、最大工件重量達3000公斤的工件,支援從小型儀器支架到大型泵殼體,以及海上應用的結構框架等各類產品。 其他功能還包括符合 ASME B1.20.1 標準的螺紋銑削,可加工最大 4 英寸 NPT 的管螺紋,標準應用的螺紋等級公差為 2A/2B,而工作壓力高達 350 巴的高壓液壓系統中的關鍵密封介面的公差為 3A/3B。
在石油和天然氣行業,鋁製CNC加工部件在上游、中游和下游作業中發揮著關鍵作用。閥體、執行器外殼和儀表匯流管採用6061-T6和7075-T6合金製造,用於海上平臺和水下應用,其中減輕海上平臺的重量有助於降低結構負荷。 這些部件必須承受高達690巴(10,000 psi)的工作壓力以及-50°C至+150°C的溫度範圍,因此需要符合API 7-2標準的精密螺紋形狀,且密封面需加工至Ra 0.4μm的表面粗糙度,以確保O型圈的可靠密封。 加工工藝確保孔徑達 300 毫米時同心度控制在 0.02 毫米以內,從而確保在符合 NACE MR0175/ISO 15156 要求的含硫氣體環境中,節流閥、控制閥和流量測量裝置能保持一致的效能。 對於海底採油樹元件,使用金剛石刀頭將密封面的表面粗糙度控制在 Ra 0.2μm,並透過解析度為 0.5μm 的座標測量機進行尺寸驗證,以滿足 API 6A 材料規範的要求。
海上風電應用需要鋁製部件,這些部件既要輕量化,又要具備耐腐蝕性,以確保在海洋環境中擁有25年的使用壽命。葉片俯仰控制箱、偏航驅動支架和電纜管理系統均由5083-H116和6082-T6合金加工而成,這些合金在鹽水環境中具有優異的抗點蝕和抗應力腐蝕開裂效能。 這些部件通常具有複雜的內部冷卻通道,加工公差控制在±0.05毫米以內,以滿足電力電子裝置的熱管理需求。薄壁加工能力可達0.5毫米,這使得機艙部件的設計能夠實現輕量化最佳化——每減輕一公斤重量,就能降低塔架負荷並節省基礎成本。 所有海上風電部件在組裝前均按照 MIL-DTL-5541 I 型或 II 型標準進行鉻酸鹽轉化塗層處理,其防腐蝕效能超過 DNV-GL 海上標準。根據 ASTM E466 標準的疲勞測試表明,經加工的 5083-H116 部件在 150 MPa 的應力振幅下可維持 1000 萬次迴圈壽命,這對在數十年的執行中持續承受渦輪機振動影響的部件至關重要。
在發電裝置(包括燃氣輪機、蒸汽輪機和柴油發電機)中,鋁製部件需在高達 200°C 的連續工作高溫環境下執行。由 2024-T3 和 7075-T6 合金製成的壓縮機葉片、擴壓環和軸承座在熱迴圈條件下必須保持尺寸穩定性,這透過分階段去除材料的應力消除加工工藝來實現,從而防止變形。 五軸加工中心可加工出表面粗糙度為Ra 0.8μm、輪廓公差為±0.1mm的翼型輪廓,這對壓縮機級別的空氣動力學效率至關重要。 針對發電機冷卻系統,熱交換器板和風扇葉片採用壁厚為1.0mm至2.5mm的6061-T6材料加工而成,在500mm長度範圍內保持0.05mm以內的平整度,以確保氣流均勻,並實現超過200 W/m²K的傳熱率。 6061-T6 的導熱係數為 167 W/mK,可實現電力電子裝置外殼的高效散熱,其加工而成的翅片幾何形狀可實現高達 500 m²/m³ 的表面積密度,為狹窄的渦輪機外殼提供緊湊的冷卻解決方案。
採礦和礦物加工裝置依賴於CNC系列鋁合金加工件,因其具有高強度重量比和耐磨性。 篩板、分級機部件及輸送系統部件均採用5083-H116和6082-T6合金製造,這些材料在低至-40°C的極地採礦作業環境中仍能保持抗衝擊效能。這些部件必須承受磨蝕性漿液和重衝擊載荷,因此加工表面需達到100-130 HB的硬度值,以確保更長的使用壽命。 加工工藝確保螺栓孔位和定位特徵的定位公差控制在±0.02mm,從而保證在大規模採礦作業中多個元件間的互換性。針對加工廠自動化需求,感測器外殼和執行器支架採用6061-T6材料加工而成,其密封面達到IP67防護等級,透過將O型圈槽尺寸加工至±0.05mm公差,確保了防塵防水效能。 根據 ASTM G65 標準的耐磨性測試顯示,經加工的 5083-H116 表面在 6000 轉後體積損失小於 0.5 毫米,可在流速達 5 米/秒、處理直徑達 10 毫米顆粒的漿料輸送系統中提供可靠效能。
領拓互聯 融合了透過 ISO 3834-2 認證的焊接質量管理體系、EN 1090-2 EXC3 執行等級以及符合 AWS D1.1 標準的要求,為同時需要機械加工和焊接組裝的鋁製部件提供一站式解決方案。 該質量管理體系包含符合 ASME Y14.5-2018 GD&T 標準的帶完整尺寸資料的首件檢驗報告、解析度達 0.5μm 的三座標測量機 (CMM) 檢測,以及可追溯至原廠的材料認證。 針對核電及海上油氣等關鍵應用領域,我們提供非破壞性檢測(NDT)服務,包括符合 ASTM E1417 標準的滲透探傷和符合 ASTM E114 標準的超聲波檢測,確保壁厚小於 2.0 毫米的機加工部件內部無缺陷。質量檔案包符合主要 EPC 承包商及 DNV、勞氏船級社(Lloyd's Register)和法國船級社(Bureau Veritas)等船級社的要求。 在大批次生產中實施統計過程控制,所有關鍵尺寸的能力指數(Cpk)均維持在1.33以上,確保每年超過10,000件的生產批次中,每百萬件的缺陷率低於66件,從而保證質量的一致性。
技術工程團隊在報價階段提供可製造性設計支援,透過分析零件幾何形狀來最佳化刀具路徑、縮短加工週期,並在生產開始前消除潛在的質量問題。 針對常見的鋁製零件系列,我們維護著一個包含500多個經過驗證的刀具路徑程式的庫,這使得快速調整設定成為可能,並確保重複訂單的質量始終如一。對於原型和小批次生產,針對簡單幾何形狀的零件,我們提供當天報價,交貨週期最短僅需5個工作日;對於需要大量檢測的複雜多軸零件,交貨週期則延長至15-20個工作日。 三班制月加工產能超過5000件鋁製部件,配備的自動化託盤系統使非切削時間較人工裝卸減少40%。該產能確保計劃訂單的準時交付率始終保持在98%以上,併為緊急維修需求提供加急選項。 針對典型6061-T6零件的成本分析顯示,透過最佳化刀具壽命管理,當產量超過500件時,單件成本可降低25%。在進給率為0.1毫米/齒、軸向切深為2毫米的條件下,硬質合金立銑刀的切削長度可達2000-3000米,之後才需更換。
| 能力 | 規格 |
|---|---|
| 鋁材牌號 | 6061-T6、7075-T6、5083、2024-T3、6082-T6 |
| 主軸轉速 | 最高轉速可達18,000轉/分鐘 |
| 表面處理 | Ra 0.4–1.6μm(機加工狀態) |
| 最小壁厚 | 半毫米 |
| 寬容 | ±0.01毫米 |
| 表面處理 | 陽極氧化、粉末噴塗、鉻酸鹽處理、阿洛丁處理 |
請將您的需求傳送給我們,我們將在24小時內回覆報價和交貨期。