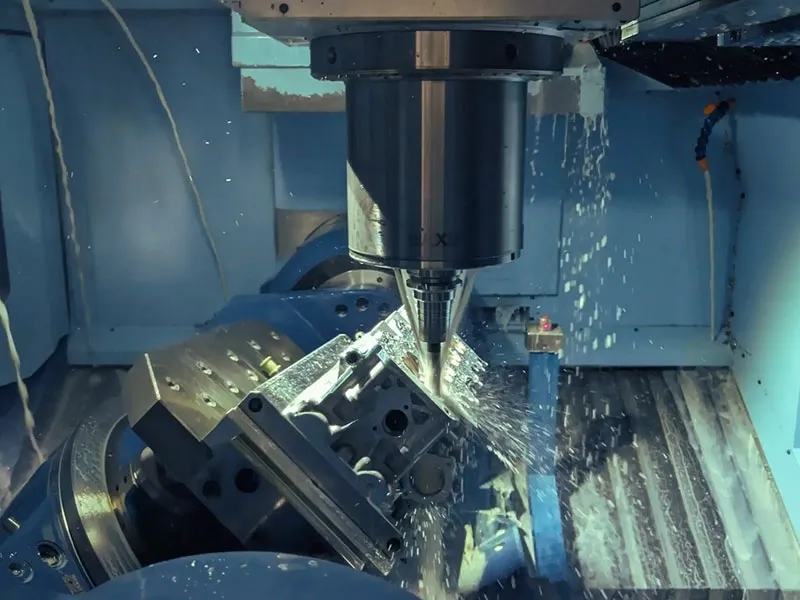
4-Achsen-CNC-Bearbeitung für komplexe Geometrien
Unsere 4-Achsen-CNC-Bearbeitungszentren verbinden die Funktionen einer Drehachse mit der herkömmlichen 3-Achsen-Fräsbearbeitung, sodass wir komplexe Teile mit Hinterschneidungen, schrägen Elementen und durchgehenden Konturen in einer einzigen Aufspannung bearbeiten können. Dieser mehrachsige Ansatz macht mehrere Aufspannvorgänge überflüssig, reduziert kumulative Positionierfehler und gewährleistet eine hervorragende geometrische Genauigkeit. Wir arbeiten mit Bearbeitungszentren von Doosan, DMG MORI und Mazak, die mit Hochgeschwindigkeitsspindeln (12.000–24.000 U/min) und fortschrittlichen Werkzeugmanagementsystemen ausgestattet sind.
Die vierte Drehachse ermöglicht eine kontinuierliche Indexierung und eine simultane 4-Achsen-Interpolation, was für Komponenten in der Luft- und Raumfahrt, Gehäuse für medizinische Geräte und Präzisionsbauteile für Messgeräte von entscheidender Bedeutung ist. Unser CAM-Programmierteam nutzt Mastercam und Siemens NX, um optimierte Werkzeugwege zu generieren, die die Zykluszeit minimieren und gleichzeitig die Anforderungen an die Oberflächengüte (Ra 0,8–3,2 μm) erfüllen. Die Spannvorrichtungen werden für jedes Projekt individuell angepasst, um eine stabile Werkstückspannung und eine vibrationsfreie Bearbeitung zu gewährleisten.
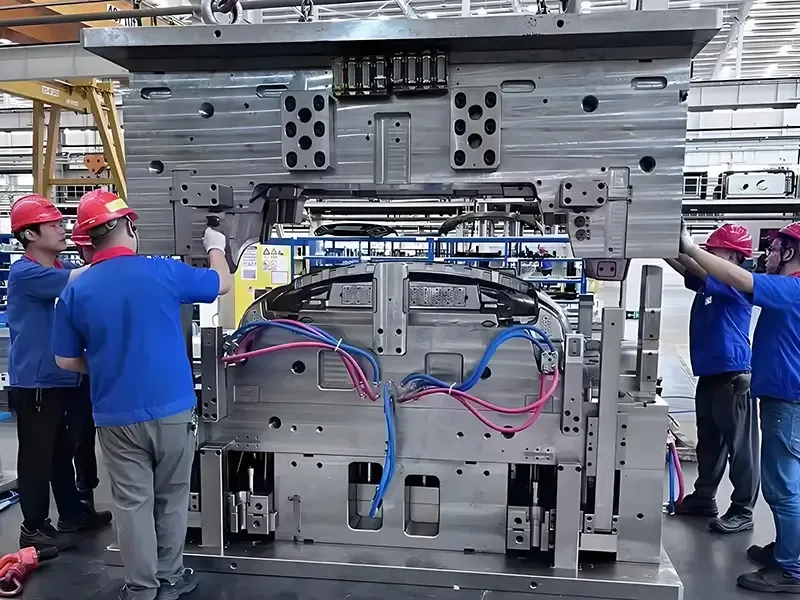
Großformatige CNC-Bearbeitung mit Portalfräsmaschinen
Für überdimensionale Bauteile und Maschinenrahmen bietet unser 12-Meter-Portalfräszentrum die Möglichkeit, große Werkstücke zu bearbeiten, die die Standard-Arbeitsbereiche von Werkzeugmaschinen überschreiten. Diese brückenartige Maschine verfügt über eine bewegliche Portalkonstruktion mit außergewöhnlicher Steifigkeit, die im gesamten Arbeitsbereich von 12 m × 4 m × 2 m eine Positionstoleranz von ±0,05 mm gewährleistet. Zu den Anwendungsbereichen zählen Hauptrahmen von Windkraftanlagen, Kammern für Halbleiteranlagen und Fundamente für Industriemaschinen.
Die Portal-CNC-Maschine eignet sich besonders für die Bearbeitung von Schweißkonstruktionen im Rahmen der Wärmebehandlung nach dem Schweißen (PWHT), bei der Schweißverformungen durch Präzisionsfräsen korrigiert werden müssen. Wir setzen vor der Endbearbeitung Vibrationsentlastung und thermische Stabilisierung ein, um Maßinstabilität zu verhindern. Hochleistungs-Schneidwerkzeuge mit Wendeplatten bewältigen unterbrochene Schnitte und unterschiedliche Materialquerschnitte, wie sie bei Schweißkonstruktionen häufig vorkommen. Die Überprüfung mit einer Zeiss-Koordinatenmessmaschine (CMM) stellt sicher, dass alle kritischen Maße den Zeichnungsspezifikationen gemäß den GD&T-Angaben entsprechen.
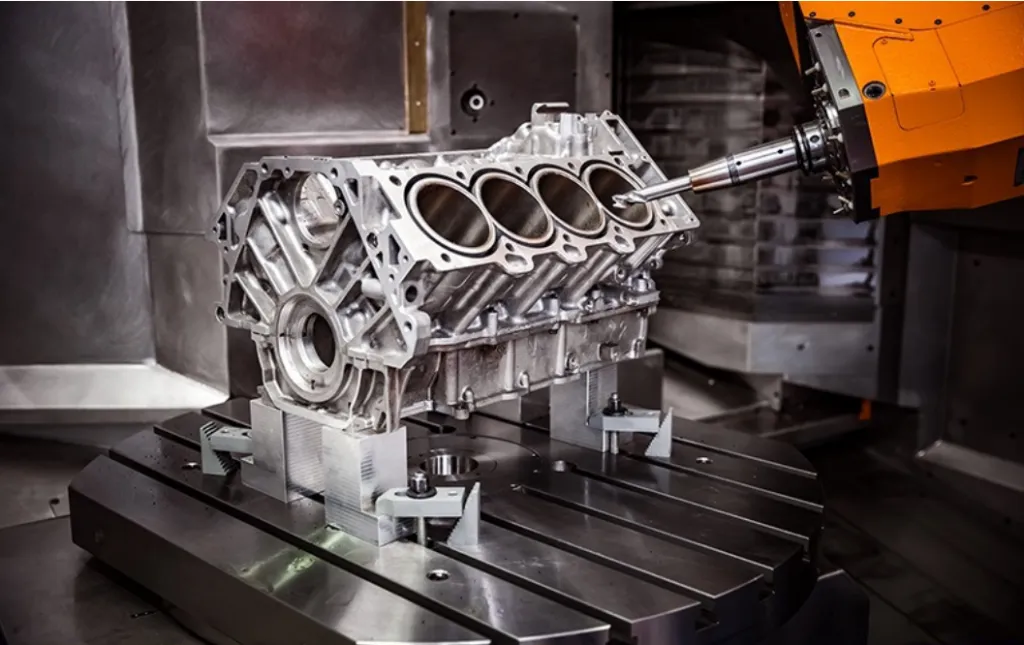
Hochpräzise CNC-Drehbearbeitung
Unsere CNC-Drehabteilung verfügt über mehrachsige Drehmaschinen mit angetriebenen Werkzeugen, Gegenspindeln und Y-Achsen-Fräsfunktionen. Dies ermöglicht die vollständige Bearbeitung komplexer Drehteile wie Wellen, Flansche und Ventilkörper ohne Nachbearbeitung. Der maximale Drehdurchmesser beträgt 800 mm bei einem Spitzenabstand von 2000 mm, wodurch sowohl kleine Präzisionskomponenten als auch große Industrieteile bearbeitet werden können. Die Drehgenauigkeit von ±0,01 mm wird durch thermische Kompensation, hochauflösende Wegmesssysteme und eine steife Maschinenkonstruktion gewährleistet.
Live-Werkzeugstationen ermöglichen Fräs-, Bohr- und Gewindeschneidvorgänge an gedrehten Werkstücken, wodurch der Transport zu separaten Fräsmaschinen entfällt. Die Subspindel-Funktion ermöglicht die Bearbeitung der Rückseite sowie Abstechvorgänge, wodurch montagefertige Bauteile entstehen. Wir bearbeiten eine breite Palette von Werkstoffen, darunter Aluminiumlegierungen (6061, 7075, 2024), Edelstähle (304, 316, 17-4PH), Kohlenstoffstähle und technische Kunststoffe. Durch Präzisionsdrehen und -schleifen lassen sich Oberflächengüten bis zu Ra 0,4 μm erzielen.
Kompetenz in der CNC-Bearbeitung von Aluminium
Die Bearbeitung von Aluminium erfordert spezielle Kenntnisse über Werkstoffeigenschaften, Schnittparameter und das Wärmemanagement. Unsere Dienstleistungen im Bereich der Aluminiumbearbeitung umfassen die Legierungen 7075-T6 (Luft- und Raumfahrt), 5083 (Schiffbau) und 6061-T6 (Allzweck). Hochgeschwindigkeitsbearbeitungsstrategien mit optimierter Spanabfuhr verhindern die Bildung von Aufbauschneiden und gewährleisten eine hervorragende Oberflächengüte. Flutkühlmittelsysteme und die Kühlmittelzufuhr durch die Spindel sorgen für konstante Schnitttemperaturen und verlängern die Standzeit der Werkzeuge.
Bei dünnwandigen Aluminiumkomponenten, die zu Verformungen neigen, setzen wir strategische Spannvorrichtungen, Steigfrästechniken und adaptive Werkzeugwegstrategien ein, um die Schnittkräfte zu minimieren. Zum Korrosionsschutz und zur Erfüllung ästhetischer Anforderungen bieten wir Eloxierung, Chromatierung und Pulverbeschichtung an. Alle Aluminiumteile werden entgratet und kantenverrundet, um scharfe Kanten und Grate zu entfernen. Die Maßprüfung umfasst CMM-Messungen, Oberflächenrauheitsprüfungen und visuelle Qualitätskontrollen.