Produktübersicht
Die CNC-Bearbeitung von Gusseisen bei Leading Top Union erzielt Präzisionstoleranzen von ±0,03 mm bei Grauguss (GG20, GG25, GG30 gemäß DE-GJL-250), duktilem Gusseisen (GGG40, GGG50, GGG60, GGG70 gemäß DE-GJS) und Kompaktgraphit-Gusseisen (CGI-Güten GJV-300, GJV-400, GJV-500). Das Werk in Suzhou verarbeitet Rohgussteile mit einem Gewicht von bis zu 20.000 kg und führt die Vor- und Fertigbearbeitung von Bauteilen für Öl- und Gasventile, Gehäuse für Offshore-Windkraftanlagen sowie Bergbaumaschinen durch. Durch die direkte Abstimmung mit den Gießereien werden Gussfehler wie Porosität, Einschlüsse und harte Stellen bereits vor Beginn der Bearbeitung behoben, wodurch sichergestellt wird, dass die Anforderungen an die Maßhaltigkeit und die Oberflächengüte von Ra 1,6 bis 6,3 μm konsistent erfüllt werden.
Werkstoffspezifische Bearbeitungsparameter
Der CNC-Bearbeitungsprozess für Gusseisen beginnt mit einer gründlichen Prüfung der Gussgeometrie unter Verwendung von Koordinatenmessgeräten (CMM) mit GD&T-Berichterstattung gemäß ASME Y14.5-2018. Bei Graugussqualitäten wie GG25 (DE-GJL-250) werden die dem Material innewohnende Dämpfungsfähigkeit und der Bearbeitbarkeitsindex von 0,8 bis 1,2 im Vergleich zu Stahl berücksichtigt, wobei Hartmetallwerkzeuge mit spezifischen Spanwinkeln ausgewählt werden, um den Aufbau von Spänen an den Schneiden zu minimieren. Bei duktilen Gusseisensorten wie GGG50 (DE-GJS-500-7) muss auf eine Kugelgraphitanteil von über 80 % geachtet werden, um ein Rattern des Werkzeugs bei hohen Schnittgeschwindigkeiten zu vermeiden, während CGI-Sorten wie GJV-400 aufgrund ihrer im Vergleich zu herkömmlichem Grauguss um 30 % höheren Zugfestigkeit spezielle Schnittparameter erfordern.
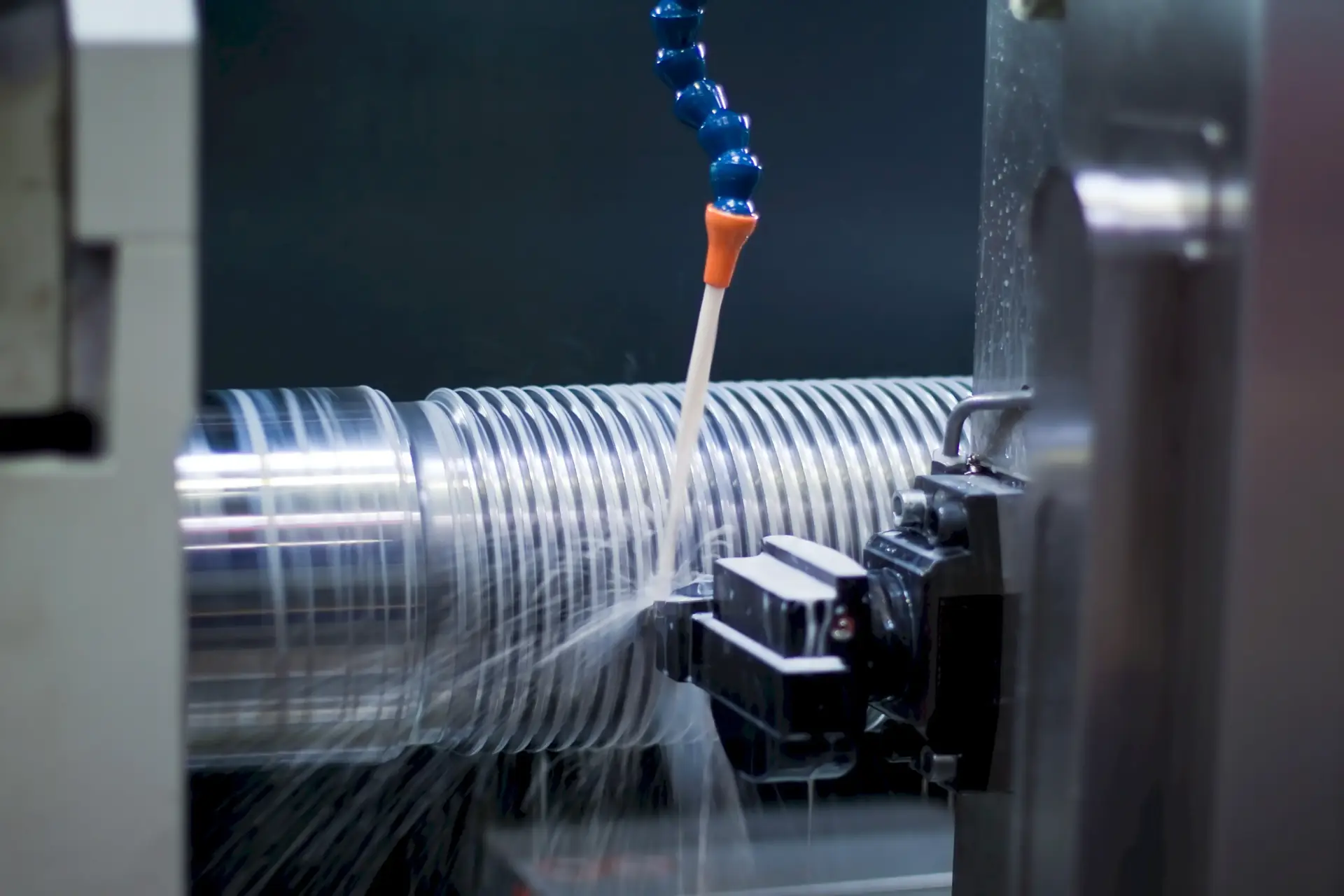
Hochgeschwindigkeitsbearbeitung und Temperaturregelung
Es kommen mehrachsige Bearbeitungszentren mit Spindeldrehzahlen von bis zu 12.000 U/min und Vorschubgeschwindigkeiten zum Einsatz, die auf die abrasive Beschaffenheit von Gusseisen abgestimmt sind, wodurch an kritischen Dichtflächen Oberflächengüten von bis zu Ra 1,6 μm erreicht werden. Für große Gussteile mit einem Gewicht von über 5.000 kg kommen Portal-CNC-Maschinen mit einem Arbeitsbereich von 4 mal 2 Metern zum Einsatz, die durch Kühlmittelsysteme, die den Späneabtransport steuern und eine Verformung des Werkstücks verhindern, thermische Stabilität gewährleisten. Für komplexe Bauteile aus duktilem Gusseisen sind Wärmebehandlungszyklen zur Spannungsentlastung bei 540 °C bis 600 °C vorgesehen, um Restspannungen aus dem Guss zu reduzieren und eine langfristige Maßhaltigkeit bei Betriebstemperaturen von bis zu 350 °C in petrochemischen Anwendungen sicherzustellen.
Qualitätsprüfung während des Produktionsprozesses
Die Qualitätskontrolle umfasst die prozessbegleitende Messung mit Renishaw-Messtastern, um kritische Merkmale wie Bohrungsdurchmesser, Flanschflächen und Schraubenlochmuster mit einer Toleranz von ±0,03 mm zu überprüfen. Alle Bearbeitungsparameter werden dokumentiert, einschließlich Schnittgeschwindigkeiten von 80 bis 150 m/min für Grauguss und 60 bis 120 m/min für Sphäroguss, wobei die Schnitttiefe auf 3 mm pro Durchgang begrenzt ist, um Schäden unter der Oberfläche zu vermeiden. Die Endkontrolle umfasst KMG-Berichte mit vollständiger GD&T-Analyse, Oberflächenrauheitsmessungen mit Profilometern sowie Härteprüfungen gemäß ASTM E10, um die Brinell-Werte innerhalb der für jede Güteklasse festgelegten Bereiche zu bestätigen, beispielsweise 180–240 HB für GG25 und 200–260 HB für GGG50.
Anwendungen & Branchen
Im Öl- und Gassektor werden im Rahmen der CNC-Bearbeitung von Gusseisen Ventilkörper, Pumpengehäuse und Kompressorkomponenten aus duktilen Gusseisensorten wie GGG60 und GGG70 hergestellt, die Streckgrenzen von 370 MPa bzw. 420 MPa aufweisen. Diese Teile kommen in API 6D- und API 600-Anwendungen zum Einsatz und erfordern Dichtflächen, die auf Ra 1,6 μm bearbeitet sind, sowie Ebenheitstoleranzen von 0,05 mm pro Meter, um flüchtige Emissionen zu verhindern. Es werden Absperrventilgehäuse mit einem Gewicht von bis zu 8.000 kg für Unterwasser-Verteilerblöcke bearbeitet, deren Bohrungsdurchmesser zwischen 50 mm und 600 mm liegen und die alle durch CMM-Prüfung gemäß den Druck-Temperatur-Nennwerten nach ASME B16.34 verifiziert werden.
Bearbeitung von Bauteilen für die Offshore-Windenergie
Für die Offshore-Windenergie werden Bauteile aus Grauguss (GG30) und CGI (GJV-500) für Turbinen-Getriebegehäuse und Hauptlagerstützen bearbeitet, bei denen die Ermüdungsfestigkeit unter zyklischen Belastungen von entscheidender Bedeutung ist. Diese Gussteile, die oft mehr als 10.000 kg wiegen, erfordern eine Präzisionsbearbeitung der Befestigungsflächen mit einer Genauigkeit von ±0,05 mm, um sie an Planetengetriebe für Turbinen mit einer Leistung von 5 MW bis 15 MW anzupassen. Ölkanäle und Kühlkanäle werden mit einer Oberflächengüte von Ra 3,2 μm bearbeitet, gefolgt von einer zerstörungsfreien Prüfung gemäß DNV-GL-ST-0361, um eventuelle Mikrorisse zu erkennen, die während der Schruppbearbeitung entstanden sind.
Haltbarkeit im Bergbau und in der Mineralaufbereitung
Im Bergbau und in der Mineralaufbereitung kommen bearbeitete Gusseisenteile für Schlammpumpengehäuse, Brecherrahmen und Mühlenauskleidungen zum Einsatz, die aus verschleißfesten Graugusssorten wie GG25 mit Härtewerten von 190–220 HB gefertigt sind. Diese Teile sind abrasiven Schlämmen mit Partikelgrößen von bis zu 50 mm und Betriebsdrücken von 1,5 MPa ausgesetzt, was bearbeitete Laufradbohrungen und Spiralgehäuseprofile mit Toleranzen von ±0,1 mm erfordert. Komponenten für Kugelmühlen mit Durchmessern von bis zu 3 Metern werden bearbeitet, wobei die Rundlaufgenauigkeit der Zapfenlager auf 0,08 mm pro Meter gewährleistet wird, um Vibrationen zu reduzieren und die Lebensdauer der Lager im Dauerbetrieb rund um die Uhr zu verlängern.
Präzisionstechnik für die Energieerzeugung und die Petrochemie
Zu den Anwendungen im Bereich der Stromerzeugung gehört die Bearbeitung von Turbinengehäusesegmenten aus duktilem Gusseisen (GGG40) und Abgasdiffusoren für Gasturbinen mit einer Nennleistung von 50 MW bis 200 MW. Diese Bauteile erfordern kontrollierte Wärmeausdehnungseigenschaften, wobei die bearbeiteten Fügeflächen eine Ebenheit von 0,03 mm pro 300 mm aufweisen müssen, um ein Austreten von Heißgas bei Betriebstemperaturen von 400 °C zu verhindern. Zudem werden Zylinderblöcke und Zylinderköpfe aus Grauguss für große Dieselgeneratoren hergestellt, mit Zylinderbohrungstoleranzen von H7 (0 bis +0,025 mm bei 100 mm Durchmesser) und Oberflächenrauheiten von Ra 0,8 μm, um den Erhalt des Ölfilms und die Integrität der Ringdichtung zu gewährleisten.
In der petrochemischen Verarbeitung werden mittels CNC-Bearbeitung Reaktor-Rührwerkswellen und Mischer-Naben aus duktilem Gusseisen (GGG50) hergestellt, die in chemischen Umgebungen mit pH-Werten von 4 bis 10 korrosionsbeständig sind. Diese Bauteile mit einem Gewicht von bis zu 5.000 kg erfordern die Bearbeitung von Passfedernuten nach den Toleranzen der DIN 6885 sowie das Gewindefräsen gemäß ISO 965-1 für die Montage mit Befestigungselementen aus Edelstahl. Flanschverbindungen gemäß ASME B16.47 werden für Rohrleitungssysteme mit einem Betriebsdruck von 2,5 MPa gefertigt, wobei die Dichtflächen auf eine Rauheit von Ra 1,6 μm bearbeitet werden, um eine leckagefreie Abdichtung bei Temperaturwechselbeanspruchungen von -20 °C bis 250 °C zu gewährleisten.
Warum sollten Sie sich für Leading Top Union bei der CNC-Bearbeitung von Gusseisen entscheiden?
Leading Top Union vereint die Schweißzertifizierung nach ISO 3834-2 mit den Normen EN 1090-2 EXC3 und AWS D1.1; die CNC-Bearbeitungskapazitäten für Gusseisen gehen jedoch über das Schweißen hinaus und umfassen die vollständige mechanische Bearbeitung von Rohgussteilen. Die gesamte Lieferkette – vom Modellentwurf über die Koordination mit der Gießerei bis hin zur Endbearbeitung – wird aus einer Hand verwaltet, wodurch sich die Vorlaufzeiten im Vergleich zum Einsatz separater Anbieter um 15 % bis 20 % verkürzen. Ingenieure prüfen die Gusszeichnungen auf Probleme bei der Bearbeitbarkeit, wie z. B. harte Stellen durch Kühlzonen oder Porosität in der Nähe kritischer Dichtflächen, und empfehlen Konstruktionsänderungen, um Ausschuss vor Produktionsbeginn zu vermeiden.
Anlagenkapazitäten und Werkzeuginfrastruktur
Das Werk in Suzhou ist rund um die Uhr in Betrieb und verfügt über 30 CNC-Bearbeitungszentren, darunter fünfachsige Maschinen, die komplexe Geometrien an Gussteilen mit einem Gewicht von bis zu 20.000 kg bearbeiten können. Es wird ein speziell auf Gusseisen abgestimmter Werkzeugbestand vorgehalten, darunter CBN-Einsätze für die Endbearbeitung von duktilem Gusseisen und beschichtetes Hartmetall für die Vorbearbeitung von Grauguss, wodurch bei empfohlenen Schnittparametern eine Standzeit von 45 bis 60 Minuten pro Schneide erreicht wird. Jede Maschine ist mit Späneförderern und Nebelabsaugsystemen ausgestattet, um den abrasiven Graphitstaub aus Grauguss abzuführen und so eine gleichbleibende Oberflächenqualität sowie die Sicherheit der Bediener bei langen Produktionsläufen zu gewährleisten.
Umfassende Inspektion und Dokumentation
Zu jeder Bestellung wird eine vollständige Prüfdokumentation mitgeliefert, einschließlich KMG-Berichten mit GD&T-Analyse gemäß ASME Y14.5-2018, Oberflächenrauheitsprofilen sowie Materialzertifikaten, die die chemische Zusammensetzung und die mechanischen Eigenschaften gemäß DE 1561 für Grauguss und DE 1563 für Sphäroguss bestätigen. Das Qualitätsmanagementsystem umfasst eine Erstmusterprüfung (FAI) für neue Gussdesigns mit Maßberichten, die Abweichungen von ±0,03 mm bei kritischen Merkmalen ausweisen. Bei großen Gussteilen werden während des Fertigungsprozesses Maßkontrollen in den Phasen der Schrupp-, Vorschlicht- und Schlichtbearbeitung durchgeführt, um thermische Verformungen oder Auswirkungen von Werkzeugverschleiß frühzeitig zu erkennen.
Technischer Support und globale Logistik
Das Ingenieurteam unterstützt globale EPC-Unternehmen bei der Überprüfung der Fertigungsgerechtheit (Design-for-Manufacturing, DFM) und empfiehlt optimale Bezugsstrukturen und Toleranzstapel, um die Bearbeitungskosten zu minimieren und gleichzeitig die funktionalen Anforderungen zu erfüllen. Dabei wird die Erfahrung bei der Bearbeitung von Gussteilen mit Wandstärken von 10 mm bis 200 mm genutzt, wobei Vorschubgeschwindigkeiten und Kühlmitteldrücke angepasst werden, um Vibrationen in dünnen Bereichen zu verhindern und die Wärmeableitung in dicken Bereichen sicherzustellen. Für duktile Gussteile, die Druckdichtheit erfordern, werden hydrostatische Prüfungen bis zu 10 MPa und Helium-Lecktests gemäß ISO 20485 angeboten, um die Dichtheit nach der Bearbeitung zu überprüfen.
Bearbeitete Gusseisenteile werden an Kunden in Europa, Nordamerika und dem Nahen Osten versandt. Die Verpackung ist so konzipiert, dass Korrosion während des Transports verhindert wird, und umfasst VCI-Papier sowie Trockenmittelbeutel für den Seetransport. Das Logistikteam stimmt sich mit Spediteuren ab, um Projekttermine einzuhalten, und bietet für dringende Ersatzlieferungen eine Expresslieferung innerhalb von 10 bis 14 Werktagen an. Mit Zertifizierungen wie ISO 3834-2 und EN 1090-2 werden die Qualitätsanforderungen großer EPC-Auftragnehmer in den Bereichen Öl und Gas, Offshore-Windenergie und Stromerzeugung erfüllt, sodass wir als Komplettanbieter für die CNC-Bearbeitung von Gusseisen vom Prototyp bis zur Serienfertigung auftreten.