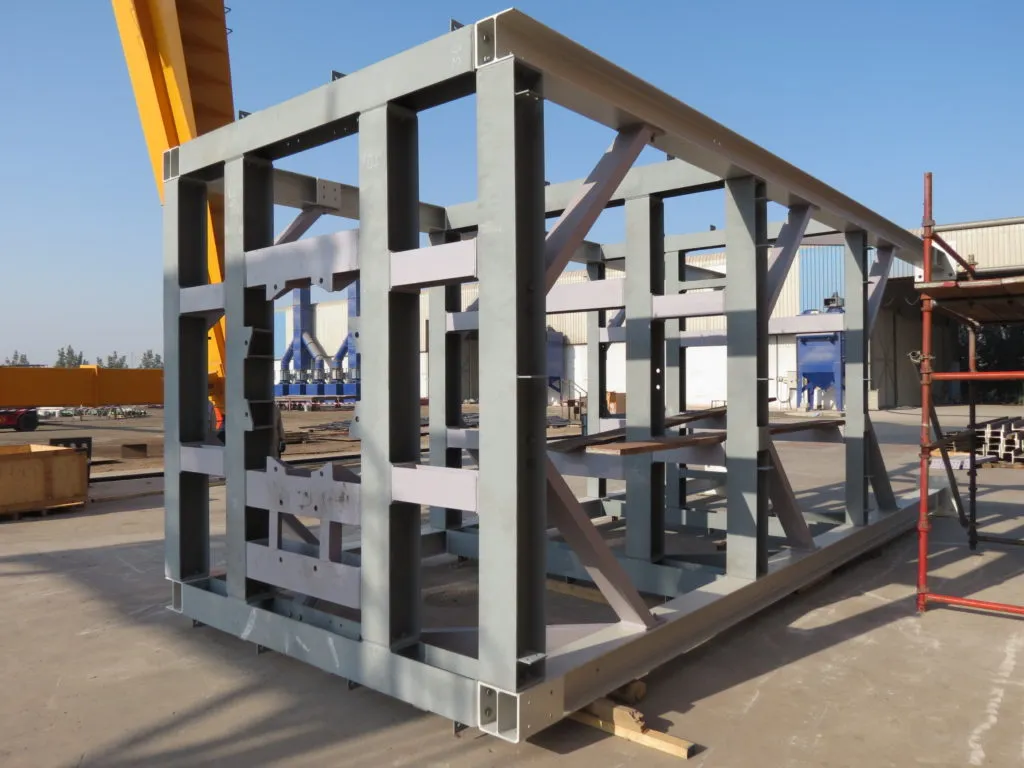
Produktübersicht
Die von Leading Top Union gefertigten Rahmen für Bergbaumaschinen sind so konstruiert, dass sie den extremen zyklischen Belastungen, Stoßkräften und abrasiven Umgebungsbedingungen standhalten, die im Tagebau und im Untertagebau auftreten. Es werden hochfeste Stahlsorten wie S355J2+N, S460ML, S690QL und Hardox 400/500 verwendet, die auf der Grundlage von Anforderungen an die Streckgrenze im Bereich von 355 MPa bis 690 MPa ausgewählt werden. Blechdicken von 10 mm bis 200 mm werden mittels Fülldraht-Lichtbogenschweißen (FCAW), Unterpulverschweißen (SAW) und Metall-Schutzgasschweißen (GMAW) verschweißt, wobei alle Verfahren gemäß der Schweißnorm AWS D1.1:2020 qualifiziert sind. Jede kritische Schweißnaht wird einer 100-prozentigen Ultraschallprüfung (UT) gemäß ASTM E164 unterzogen, ergänzt durch eine Magnetpulverprüfung (MT) und eine Farbeindringprüfung (PT) auf oberflächenbrechende Fehler. Bei Baugruppen, die unter dynamischen Belastungen Maßhaltigkeit erfordern, wird eine Spannungsarmglühung gemäß ASME BPV Code Section VIII durchgeführt, wobei die Temperatur bei 595 °C ± 15 °C für eine Stunde pro 25 mm Dicke gehalten wird, gefolgt von einer kontrollierten Abkühlung, um Restspannungen zu minimieren.
Präzisionsbearbeitung und Maßkontrolle
Der Fertigungsprozess umfasst die Präzisionsbearbeitung von Montageflächen und Lagergehäusen, um Toleranzen von ±0,05 mm bei kritischen Bohrungen und ±0,1 mm bei der Ebenheit über Spannweiten von 1 Meter zu erreichen. Dies wird mithilfe von 5-Achs-CNC-Bohrfräsmaschinen und Portalfräsmaschinen mit einer Positioniergenauigkeit von ±0,02 mm pro Meter erreicht. Bei Rahmen für Bergbaumaschinen, die Draglines, Bagger und Muldenkipper tragen, werden die Schnittstellenflächen so bearbeitet, dass sie die OEM-Spezifikationen für Lochbilder, Passstiftpositionen und Oberflächenrauheitsanforderungen von Ra 3,2 μm oder besser erfüllen. Die Tragfähigkeit einzelner Teile erreicht 60 Tonnen, was die Fertigung kompletter Fahrwerksrahmen, Auslegerabschnitte und Fahrgestellbaugruppen ohne Zwischenverbindungen ermöglicht. Jeder Rahmen wird anhand von Maßprotokollen mit Lasertrackern mit einer volumetrischen Genauigkeit von ±0,03 mm überprüft, um die Austauschbarkeit mit vorhandenen Anlagen vor Ort sicherzustellen.
Rückverfolgbarkeit von Werkstoffen und Qualitätssicherung beim Schweißen
Die Rückverfolgbarkeit des Materials wird vom Werkszeugnis bis zur Endmontage gewährleistet, wobei jede Stahlplatte gemäß der Zertifizierung nach DE 10204 Typ 3.1 durch Schmelznummer und Güteklasse identifiziert wird. Für die Güteklassen Hardox 400 und 500 werden die von SSAB empfohlenen Schweißparameter befolgt, einschließlich Vorwärmtemperaturen von 100 °C bis 200 °C je nach Dicke und Zwischenlagentemperaturgrenzen von 250 °C, um wasserstoffinduzierte Risse zu vermeiden. Die Schweißzusätze werden entsprechend der Festigkeit des Grundwerkstoffs ausgewählt: ER70S-6 für S355, ER100S-G für S460 und ER120S-G für S690, alle mit einem Gehalt an diffusiblem Wasserstoff unter 5 ml/100 g gemäß AWS A4.3. Eine Wärmebehandlung nach dem Schweißen ist für S690QL-Rahmen mit einer Dicke von mehr als 50 mm vorgeschrieben, um Härtewerte unter 350 HV10 zu erreichen und die Bruchzähigkeit bei Temperaturen bis zu -40 °C sicherzustellen, was für den Bergbaubetrieb in arktischen Regionen entscheidend ist. Das Qualitätsmanagementsystem ist nach ISO 3834-2 für die gesamte Schweißqualität, nach EN 1090-2 EXC3 für die Ausführungsklasse und nach AWS D1.1 für Baustahl zertifiziert.
Anwendungen & Branchen
Die bei Leading Top Union gefertigten Rahmen für Bergbaumaschinen dienen weltweit als tragendes Gerüst für Schwermaschinen, die in Tagebau- und Untertagebergwerken zum Einsatz kommen. Im Tagebau werden die Rahmen in elektrischen Seilbaggern mit Schaufelvolumina von bis zu 120 Kubikmetern verwendet, wobei der Hauptdeckrahmen während der Grabzyklen dynamische Belastungen von über 2.000 Tonnen aufnehmen muss. Diese Rahmen werden in der Regel aus S690QL-Stahl mit Blechdicken von 100 mm bis 200 mm im Auslegerfußbereich gefertigt, mit Vollschweißnähten verschweißt und gemäß ASTM E2491 mittels Phased-Array-Ultraschallprüfung (PAUT) geprüft. Für den Dragline-Einsatz werden Fahrwerksrahmen und Wannenkonstruktionen hergestellt, die statische Lasten von 5.000 Tonnen auf die Aufstandsflächen verteilen. Dies erfordert Ebenheitstoleranzen von ±1 mm über Durchmesser von 10 Metern, um ein Festfressen während der Drehung zu verhindern. Alle Dragline-Wannenrahmen werden einer Spannungsarmglühung unterzogen, um schweißbedingte Verformungen zu beseitigen und eine Lebensdauer von mehr als 20 Jahren im Dauerbetrieb zu gewährleisten.
Technische Daten für Untertagebau-Stützen
Anwendungen im Untertagebau erfordern kompakte, hochfeste Rahmen für LHD-Fahrzeuge (Load-Haul-Dump), Dachbolzensetzgeräte und Strebbau-Schürfmaschinen. Rahmen für LHD-Einheiten mit einer Nutzlast von 10 bis 25 Tonnen werden aus Hardox 400 mit einer Dicke von 20 mm bis 60 mm gefertigt, was eine hohe Abriebfestigkeit gegen Gesteinsaufprall gewährleistet und gleichzeitig die Schweißbarkeit für komplexe Geometrien sicherstellt. Gelenkverbindungen und Drehpunkte werden mit Toleranzen von ±0,05 mm bearbeitet und mit Bronzebuchsen oder Gelenklagern ausgestattet, die für 500.000 Zyklen unter Volllast ausgelegt sind. Bei Rahmen für Ankerbohrgeräte werden integrierte Hydrauliktankhalterungen und Bohrführungsschienen mit einer Ausrichtung von ±0,1 mm bearbeitet, wodurch die Genauigkeit des Lochbildes über 6 Meter Länge auf 2 mm gewährleistet wird. Diese Rahmen werden einer 100-prozentigen MT-Prüfung aller Kehlnähte gemäß ASTM E709 unterzogen und für Hydraulikkreisläufe bei 1,5-fachem Betriebsdruck bis 350 bar druckgeprüft. Zu den Referenzen zählen Rahmen für Untertageausrüstung von Sandvik, Atlas Copco und Caterpillar, deren Konstruktionen durch Finite-Elemente-Analyse (FEA) gemäß den elastischen Spannungsgrenzen nach ASME VIII Div. 2 validiert wurden.
Anwendungen in der Mineralaufbereitung und im Materialtransport
Über den konventionellen Bergbau hinaus dienen Rahmen als Träger für Spezialausrüstung in der Mineralaufbereitung und im Materialtransport. Für semimobile Brechanlagen mit Durchsatzleistungen von 5.000 bis 12.000 Tonnen pro Stunde werden Tragrahmen aus S460ML-Stahl mit Wandstärken von bis zu 150 mm gefertigt, die darauf ausgelegt sind, Stoßbelastungen von Kreiselbrechern und Vibrationsaufgebern aufzunehmen. Diese Rahmen verfügen über bearbeitete Auflagestücke für Brecherfundamente mit einer Ebenheit von ±0,2 mm über 3 Meter Spannweite, wodurch die korrekte Ausrichtung von Exzenterwellen und Lagern gewährleistet wird. Für Überlandfördersysteme mit einer Spannweite von bis zu 20 Kilometern werden Rahmen für Kopf- und Endrollen mit Wellenbohrungen gefertigt, die nach H7-Toleranzen bearbeitet sind, sowie mit Lagergehäusen nach ISO 286. Jeder Rahmen ist für die verschraubte Montage vor Ort mit hochfesten Reibschrauben nach EN 1090-2 ausgelegt, die mit kalibrierten Drehmomentschlüsseln auf 70 % der Prüfkraft vorgespannt werden. Die Rahmen kommen auch in Pumpstationen zur Grubenentwässerung zum Einsatz, wo Stahlkonstruktionen aus S355J2 vertikale Turbinenpumpen mit Motorleistungen von bis zu 3.000 kW tragen, wobei Schwingungsgrenzwerte von unter 4,5 mm/s RMS gemäß ISO 10816-3 erforderlich sind.
Warum sollten Sie sich bei Rahmen für Bergbaumaschinen für Leading Top Union entscheiden?
Die Zertifizierung nach ISO 3834-2 gewährleistet, dass jeder Rahmen für Bergbaumaschinen im Rahmen eines umfassenden Qualitätssicherungssystems für Schweißarbeiten gefertigt wird, das die Qualifizierung von Schweißverfahren, die Zertifizierung von Schweißern und Prüfprotokolle umfasst. Die Schweißverfahren sind gemäß AWS D1.1 für Baustahl und gemäß ASME Section IX für druckführende Bauteile qualifiziert, mit entsprechenden PQRs für alle Stahlsorten von S355 bis Hardox 500. Für kritische Rahmen, die in den Baggern Komatsu PC8000 und Liebherr R 9800 zum Einsatz kommen, werden vorqualifizierte Fugenkonstruktionen mit Fugenwinkeln von 30° bis 45°, Fugenöffnungen von 3 mm bis 6 mm und, falls erforderlich, Unterlegstangen zur Erzielung einer vollständigen Durchschweißung beibehalten. Jeder Schweißer ist nach AWS D1.1 Tabelle 4.2 für unbegrenzte Dicke und Position zertifiziert, mit jährlicher Rezertifizierung einschließlich Biegeprüfungen und Röntgenuntersuchung. NDT-Techniker verfügen über ASNT-Zertifizierungen der Stufen II und III in UT, MT und PT, wobei an allen Vollschweißnähten (CJP) eine 100-prozentige UT-Prüfung mit 2,25-MHz-Wandlern durchgeführt wird, die auf ASTM E164-Referenzblöcken kalibriert sind.
Fertigungskapazitäten und Bearbeitungsmöglichkeiten
Das Werk in Suzhou arbeitet im Dreischichtbetrieb und verfügt über eine Produktionskapazität von über 200 Tonnen Fertigungsrahmen pro Woche, unterstützt durch 15 Laufkräne mit Tragfähigkeiten von 10 bis 100 Tonnen. Bei Rahmen mit einem Gewicht von über 60 Tonnen werden Mehrkran-Hebevorgänge mithilfe synchronisierter Hebezeuge mit Wägezellen koordiniert, die eine Genauigkeit von ±2 % der Nennlast aufweisen. Zu den Bearbeitungsmöglichkeiten gehört eine 6 Meter mal 3 Meter große CNC-Bohr- und Fräsmaschine mit einem Spindeldurchmesser von 160 mm, die eine Positioniergenauigkeit von ±0,01 mm und eine Wiederholgenauigkeit von ±0,005 mm erreicht. Das Flachschleifen der Montageflächen erfolgt auf einer 2 Meter mal 1 Meter großen Magnetfutter-Schleifmaschine, wobei die Ebenheit auf 0,02 mm pro Meter gehalten wird. Alle bearbeiteten Oberflächen werden mit Rostschutzöl gemäß MIL-PRF-16173 Grade 2 geschützt, und kritische Bohrungen werden für den Versand mit Kunststoffkappen versehen. Es werden vollständige Maßprüfberichte mit CMM-Daten für bis zu 200 Messpunkte pro Rahmen bereitgestellt, die auf NIST-Normen rückführbar sind.
Zusammenarbeit mit der Industrie und Erfolgsbilanz
Es wurde eine direkte Zusammenarbeit mit Caterpillar, Komatsu und Liebherr hinsichtlich der Rahmenspezifikationen für Bergbaumaschinen, die in Chile, Australien und Indonesien im Einsatz sind, aufgebaut. Über 500 Rahmen wurden für Karosserien von elektrischen Seilbaggern mit einem Gewicht von jeweils 45 bis 55 Tonnen gefertigt, wobei die Schweißnahtfestigkeit gemäß AWS D1.1 über 95 % lag. Bei diesen Projekten wurde für Längsnähte Roboterschweißen mit FCAW und einem Drahtdurchmesser von 1,6 mm eingesetzt, wodurch Auftragsraten von 8 kg pro Stunde und Vorschubgeschwindigkeiten von 400 mm pro Minute erreicht wurden. Die Spannungsarmglühung erfolgt in einem gasbefeuerten Ofen mit den Maßen 8 m × 4 m × 3 m, der eine Temperaturgleichmäßigkeit von ±10 °C im gesamten Ofenraum und programmierbare Aufheizraten von 50 °C pro Stunde aufweist. Qualitätsaufzeichnungen zeigen eine Erstdurchlaufquote von 98,5 % bei Bergbaurahmen, wobei Nacharbeiten auf geringfügige optische Mängel beschränkt sind. Es wird eine 24-monatige Garantie gegen Schweißversagen und Maßabweichungen gewährt, abgesichert durch eine Haftpflichtversicherung mit einer Deckungssumme von bis zu 10 Millionen US-Dollar pro Schadensfall. Wenden Sie sich an das Ingenieurteam unter sales@leadingtopunion.com für eine Überprüfung des Rahmendesigns und ein Angebot innerhalb von 48 Stunden.