Produktübersicht
Die CNC-Dreh- und Drehmaschinenleistungen bei Leading Top Union sind auf die Präzisionsbearbeitung großformatiger, kritischer Bauteile ausgelegt, die in anspruchsvollen industriellen Umgebungen zum Einsatz kommen. Unser Werk in Suzhou verfügt über einen umfassenden Maschinenpark an Horizontaldrehmaschinen mit einer Spannweite von bis zu 12.000 mm sowie Vertikaldrehmaschinen (VTLs) mit einem maximalen Schwingdurchmesser von 3.000 mm. Diese Kapazität ermöglicht es uns, Werkstücke mit einem Gewicht von bis zu 30.000 kg zu bearbeiten und dabei eine Rundlauftoleranz von 0,01 mm TIR einzuhalten. Alle Drehvorgänge werden unter kontrollierten Werkstattbedingungen mit geregelter Umgebungstemperatur durchgeführt, um die Auswirkungen der Wärmeausdehnung auf Teile mit großem Durchmesser zu minimieren.
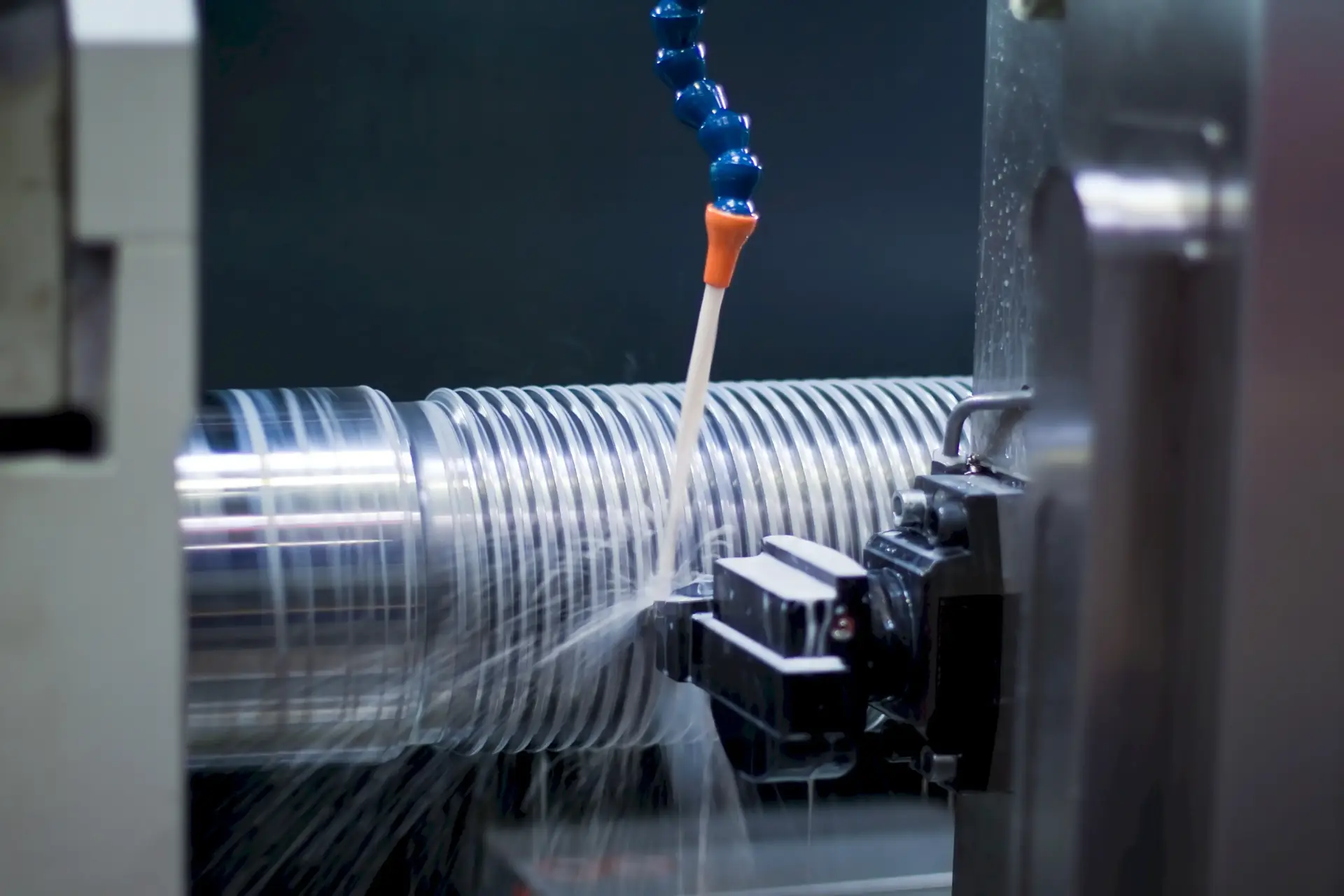
Die CNC-Drehkapazitäten gehen über die einfache zylindrische Bearbeitung hinaus und umfassen komplexe mehrachsige Bearbeitungsvorgänge unter Einsatz von angetriebenen Werkzeugen zum Fräsen, Bohren und Gewindeschneiden in einer einzigen Aufspannung. Dies reduziert Fehler bei der Teilehandhabung und verkürzt die Durchlaufzeiten für Bauteile, die sowohl rotationssymmetrische als auch nicht-rotationssymmetrische Merkmale aufweisen. Je nach Anwendungsanforderungen werden Oberflächengüten von Ra 0,4 μm für Dichtflächen bis hin zu Ra 3,2 μm für strukturelle Schnittstellen erreicht. Das Gewindeschneiden umfasst metrische, zöllige, API- und kundenspezifische Profile, wobei die Steigungsgenauigkeit mit optischen Komparatoren und Gewindelehren gemäß den Normen ASME B1.2 und ISO 1502 überprüft wird. Für hochpräzise Anwendungen, wie z. B. Hydraulikzylinderstangen, werden Toleranzen von ±0,005 mm beim Durchmesser und 0,008 mm bei der Rundheit routinemäßig mithilfe von CBN-bestückten Werkzeugen und einer adaptiven Vorschubsteuerung eingehalten. Der Spindelrundlauf der Anlage wird durch monatliche Kalibrierung mit Laserausrichtsystemen unter 0,003 mm TIR gehalten, wodurch die Wiederholgenauigkeit über lange Produktionsläufe hinweg gewährleistet ist.
Die Vielseitigkeit bei der Materialbearbeitung ist ein Eckpfeiler unserer Drehdienstleistungen. Wir bearbeiten routinemäßig Kohlenstoffstähle (ASTM A36, A105), legierte Stähle (4140, 4340, 8620), rostfreie Stähle (304, 316, 17-4 PH), Nickellegierungen (Inconel 625, 718) und Aluminiumgüten (6061, 7075). Bei dickwandigen Rohr- und Wellenkomponenten setzen wir spezielle Hartmetall- und Keramikwerkzeuge ein, um die Spankontrolle und Maßhaltigkeit bei Schnitttiefen von bis zu 8 mm zu gewährleisten. Unser nach ISO 3834-2 und EN 1090-2 EXC3 zertifiziertes Qualitätsmanagementsystem gewährleistet die lückenlose Rückverfolgbarkeit von Materialschmelznummern und Bearbeitungsparametern für jedes Drehteil. Bei wärmebehandelten Bauteilen wird bei jedem zehnten Stück eine Härtemessung nach den Rockwell-C- und Brinell-Methoden durchgeführt, wobei die Ergebnisse in den Chargenprotokollen festgehalten werden.
Anwendungen & Branchen
Im Öl- und Gassektor werden mittels CNC-Drehen kritische Komponenten wie Ventilspindeln, Drosselkörper und Bohrkragen gefertigt, die Drücken von über 15.000 psi und Temperaturen von -50 °C bis 250 °C standhalten müssen. Für Unterwasser-Bohrkopfbaugruppen werden Wellen aus 17-4 PH-Edelstahl mit einer Rundlaufgenauigkeit von 0,01 mm TIR gedreht, um eine zuverlässige Abdichtung unter dynamischer Belastung zu gewährleisten. Gewindeprofile für API 5B- und API 7-2-Verbindungen werden mit einer Steigungsgenauigkeit von ±0,05 mm über eine Länge von 300 mm geschnitten und durch zertifizierte Gewindelehren überprüft. Diese Teile müssen häufig die Anforderungen der NACE MR0175 für saure Betriebsumgebungen erfüllen, was durch kontrollierte Bearbeitungsparameter und Materialzertifizierung gewährleistet wird. Bei Ventilkörpern für Christmas-Tree-Anlagen werden die Bohrungen mit einer Durchmessertoleranz von ±0,025 mm und einer Oberflächengüte von Ra 0,8 μm bearbeitet, wodurch eine blasendichte Abdichtung gemäß den API 6A PR2-Prüfprotokollen gewährleistet wird.
Anwendungen in der Offshore-Windenergie erfordern das Drehen von Hauptwellenflanschen, Pitchlagergehäusen und Yaw-Antriebskomponenten mit großem Durchmesser. Vertikaldrehmaschinen bearbeiten Werkstücke mit einem Schwenkradius von bis zu 3.000 mm und einer Oberflächengüte von Ra 1,6 μm an den Dichtflächen, um ein Austreten von Schmiermittel unter hohen zyklischen Belastungen zu verhindern. Bei Monopile-Übergangsstücken werden Innenbohrungen mit Toleranzen von ±0,05 mm bearbeitet, um eine präzise Passung der vergossenen Verbindungen zu gewährleisten. Diese Komponenten werden gemäß den Normen DNV-GL und EN 1090-2 EXC3 gefertigt, wobei für jede Charge vollständige Maßprotokolle und Werkstoffzertifikate bereitgestellt werden. Die Möglichkeit, 30-Tonnen-Teile in einer einzigen Aufspannung zu drehen, reduziert das Risiko von Schweißverformungen, wie sie bei der Mehrprozessfertigung häufig auftreten. Bei Pitchlagergehäusen werden die Schrägkugellagerlaufbahnen auf einen Rundlauf von 0,015 mm TIR gedreht, was eine reibungslose Drehung unter den Belastungen einer 8-MW-Turbine über eine Auslegungslebensdauer von 25 Jahren ermöglicht.
Der Bergbau und die Energieerzeugung sind auf das Hochleistungsdrehen großer Wellen, Walzen und Riemenscheiben angewiesen, die in Brechanlagen und Turbinensystemen zum Einsatz kommen. Für Kohlekraftwerke werden Rotoren für Niederdruckturbinen aus 3,5 %-Nickelstahl mit Durchmessern von bis zu 2.500 mm und Längen von über 8.000 mm bearbeitet, wobei der Rundlauf innerhalb von 0,02 mm TIR gehalten wird. Im Bergbau werden Drehzapfenwellen für Kugelmühlen aus 4340-Legierungsstahl gedreht, der auf 32–36 HRC wärmebehandelt wurde und unter Dauerbelastungen von 500 Tonnen arbeitet. Dank der Möglichkeit der angetriebenen Bearbeitung können Keilnuten und Bolzenlöcher gleichzeitig in diese Wellen gefräst bzw. gebohrt werden, wodurch Nachbearbeitungsschritte entfallen und die Gesamtzykluszeit im Vergleich zu herkömmlichen Methoden um bis zu 30 % verkürzt wird. Bei Walzen für Brechmühlen wird der Außendurchmesser auf eine Geradheit von 0,01 mm pro Meter gedreht, um gleichmäßige Verschleißmuster zu gewährleisten, wodurch sich die Wartungsintervalle um 15 % verlängern, wie durch Feldversuche bestätigt wurde.
Warum Sie sich für Leading Top Union als Anbieter für CNC-Drehen und Drehdienstleistungen entscheiden sollten
Das Zertifizierungsportfolio ist direkt auf die Qualitätsanforderungen globaler EPC-Unternehmen zugeschnitten. Mit ISO 3834-2 für die Schweißintegration, EN 1090-2 EXC3 für Stahlbau und AWS D1.1 für Schweißkonstruktionen wird eine Lösung aus einer Hand für Drehteile angeboten, die Teil größerer Schweißbaugruppen sind. Dadurch entfallen separate Lieferantenqualifizierungen und die Komplexität der Lieferkette wird reduziert. Zwischenkontrollen werden mit Koordinatenmessgeräten (CMMs) mit einer Genauigkeit von 1,5 μm und Laserinterferometern zur Überprüfung der linearen Positionierung an Drehmaschinen durchgeführt, um sicherzustellen, dass jedes Teil vor dem Versand die vorgegebenen Toleranzen erfüllt. Bei einem kürzlich eingegangenen Auftrag über 200 Hydraulikzylinderrohre wurde beispielsweise bei 100 % der Teile eine Wanddickenabweichung von unter 0,03 mm festgestellt, was die Kundenanforderung von ±0,05 mm übertraf.
Für komplexe Drehprojekte wird technische Unterstützung angeboten, einschließlich der Optimierung von Werkzeugwegen für schwer zerspanbare Werkstoffe wie Inconel 718 und Titanlegierungen. CAM-Software mit Simulationsfunktionen prognostiziert die Spanbildung und den Werkzeugverschleiß und senkt so die Ausschussquote bei Serienfertigung auf unter 0,5 %. Für Prototypen und Kleinserien ist eine schnelle Lieferzeit von 5–7 Werktagen für Teile mit einem Durchmesser von bis zu 1.000 mm möglich. Alle gedrehten Bauteile werden mit Materialprüfberichten (MTRs), Maßprüfzertifikaten und Oberflächenrauheitsmessungen geliefert, die auf NIST-Normen rückführbar sind und die Dokumentationsanforderungen von ISO 9001:2015 und ASME B46.1 erfüllen. Für Teile in Luft- und Raumfahrtqualität stehen zusätzliche NDT-Prüfverfahren wie Ultraschallprüfungen auf unter der Oberfläche liegende Fehler bis zu einer Tiefe von 0,5 mm und Magnetpulverprüfungen auf Oberflächenrisse zur Verfügung, wodurch die Einhaltung der Normen AMS 2644 und ASTM E1444 gewährleistet wird.