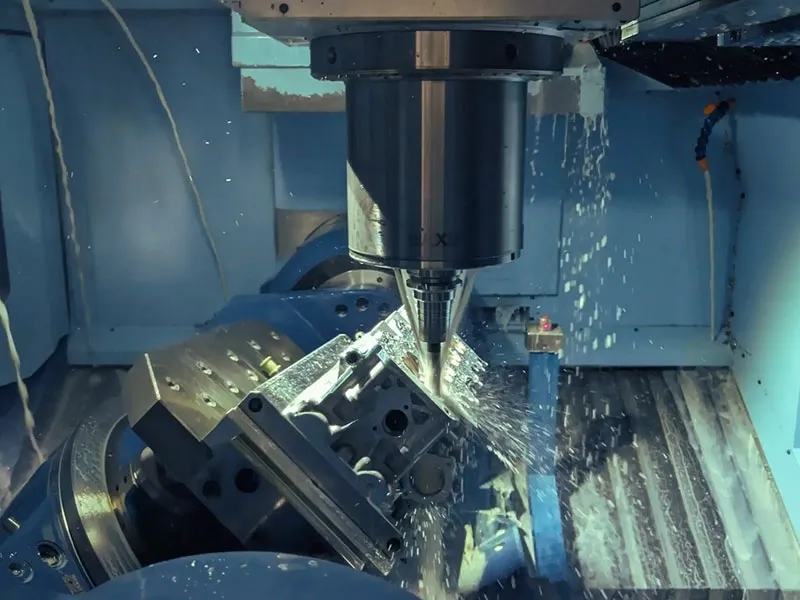
用于复杂几何形状的4轴数控加工
我们的4轴数控加工中心将旋转轴功能与传统的3轴铣削相结合,使我们能够通过单次装夹加工出带有底切、倾斜特征和连续轮廓的复杂零件。这种多轴加工方式消除了多次装夹的必要,减少了累积定位误差,并确保了卓越的几何精度。 我们配备了斗山(Doosan)、DMG MORI和马扎克(Mazak)品牌的加工中心,这些设备均配备高速主轴(12,000-24,000 RPM)和先进的刀具管理系统。
第四旋转轴支持连续分度及4轴同步插补,这对航空航天零部件、医疗设备外壳以及精密仪器部件至关重要。我们的CAM编程团队运用Mastercam和Siemens NX生成优化刀具路径,在满足表面粗糙度要求(Ra 0.8-3.2μm)的同时,最大限度地缩短加工周期。针对每个项目,我们都会定制夹具设计,以确保工件夹持刚性并实现无振动加工。
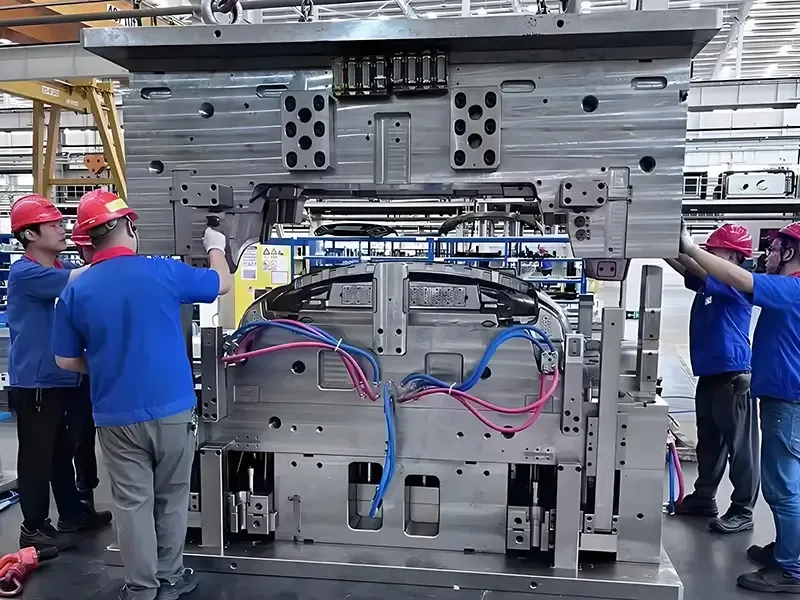
大型龙门式数控加工
对于超大型结构部件和设备机架,我们的12米龙门铣削中心能够加工超出标准机床加工范围的大型工件。这款桥式机床采用移动式龙门结构,刚性极佳,可在整个12米×4米×2米的加工范围内保持±0.05毫米的位置公差。其应用领域包括风力涡轮机主框架、半导体设备腔体以及工业机械底座。
龙门式数控机床在焊接结构件的焊后热处理(PWHT)加工中具有特别重要的价值,这类加工需要通过精密铣削来校正焊接变形。 我们在最终加工前采用振动应力消除和热稳定化处理,以防止尺寸不稳定。配备可转位刀片的重型切削刀具可处理焊接组件中常见的中断切削和截面变化。蔡司坐标测量机(CMM)的检测确保所有关键尺寸均符合GD&T标注要求的图纸规格。
高精度数控车削服务
我们的数控车削部门配备了多轴车床,具备动力刀具、副主轴及Y轴铣削功能。这使得复杂车削零件(包括轴、法兰和阀体)能够在一道工序中完成加工,无需二次加工。 最大车削直径达800毫米,两中心距为2000毫米,既可加工小型精密零部件,也能处理大型工业零件。通过热补偿、高分辨率编码器以及刚性机身结构,车削精度可维持在±0.01毫米。
带动力刀具的加工站可在车削件上直接进行铣削、钻孔和攻丝操作,无需将工件转移至单独的铣床。副主轴功能支持背面加工和切断操作,可直接生产出可直接组装的成品部件。 我们可加工多种材料,包括铝合金(6061、7075、2024)、不锈钢(304、316、17-4PH)、碳钢及工程塑料。通过精密车削和磨削工艺,表面粗糙度可达Ra 0.4μm。
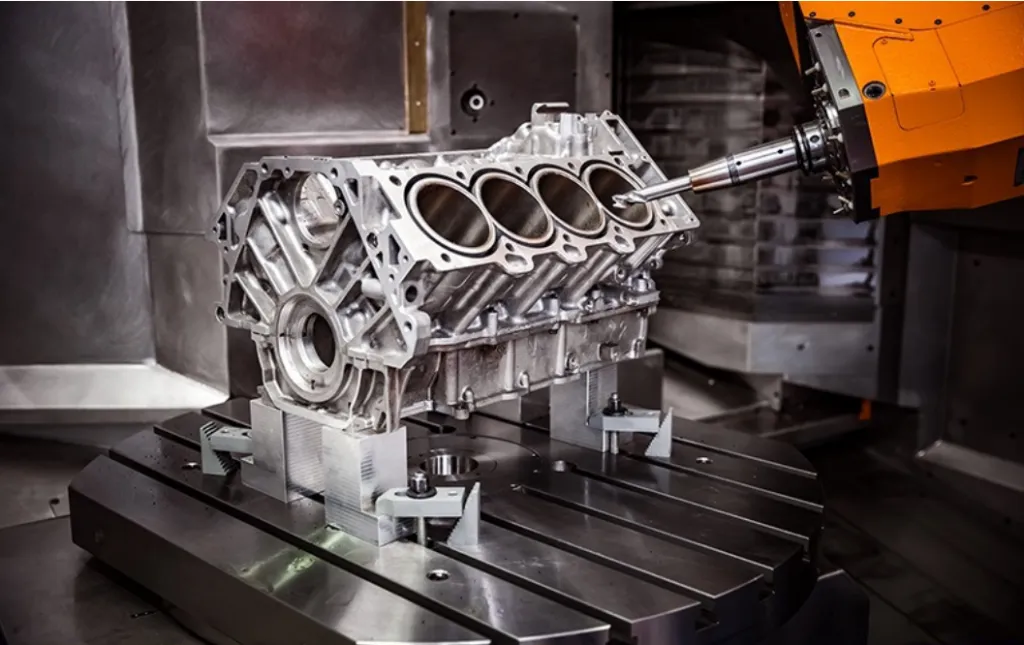
铝材数控加工专业技术
铝材加工需要具备材料特性、切削参数及热管理方面的专业知识。我们的铝材加工服务涵盖航空级7075-T6、船用级5083以及通用级6061-T6合金。 采用优化排屑的高速加工策略,可防止积屑瘤形成,并确保卓越的表面光洁度。漫流式冷却液系统和主轴内冷却液输送系统能保持稳定的切削温度,并延长刀具寿命。
对于易发生变形的薄壁铝制部件,我们采用战略性夹具、爬行铣削技术以及自适应刀具路径策略,以最大限度地降低切削力。我们提供阳极氧化、铬酸盐转化涂层和粉末喷涂服务,以满足防腐和美观要求。所有铝制零件均经过去毛刺和倒角处理,以去除锐边和毛刺。尺寸检测包括三坐标测量机(CMM)测量、表面粗糙度测试以及目视质量检查。