CNC 钻孔与攻丝
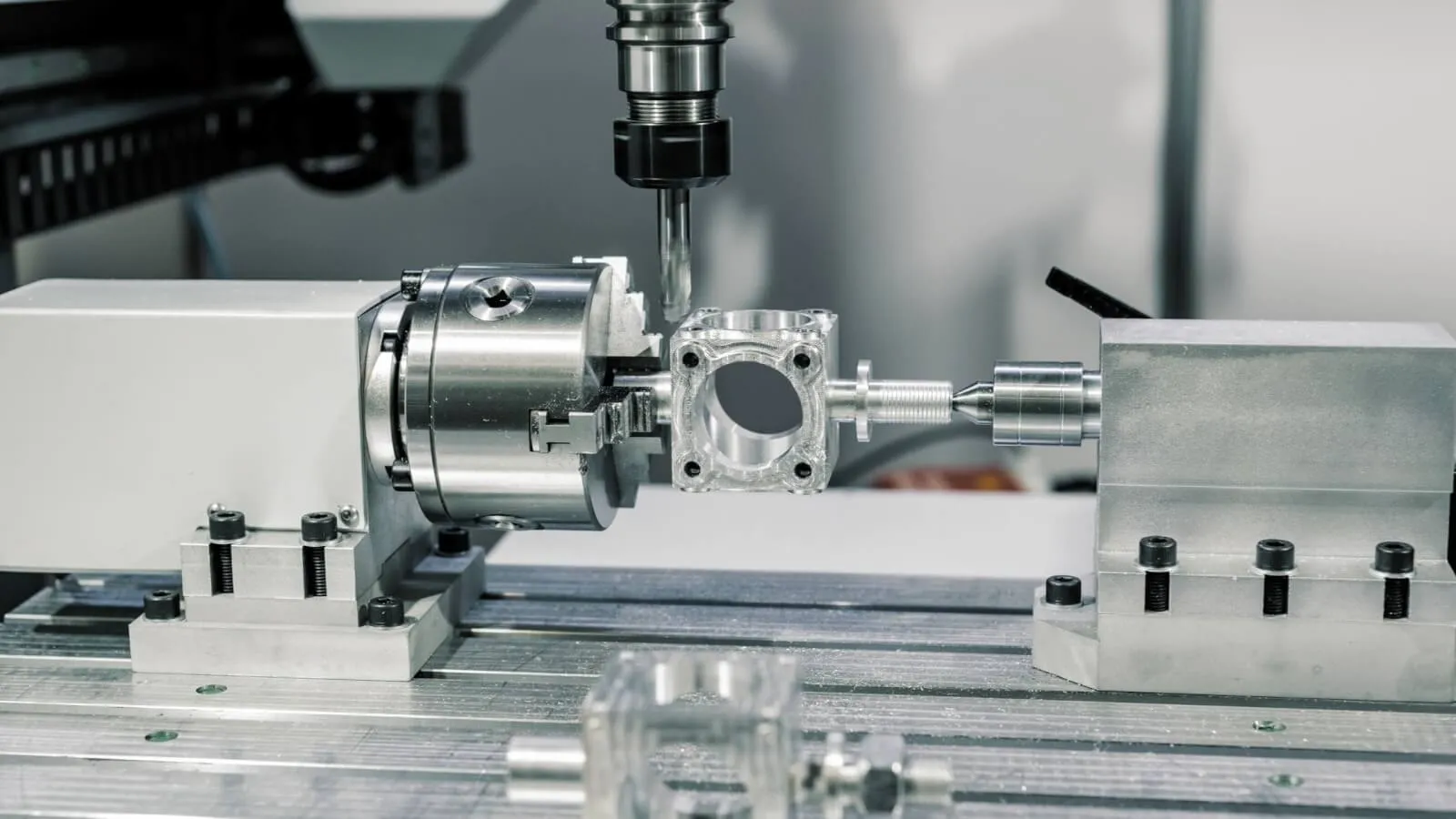
针对需要精确孔位布局、深孔和螺纹特征的生产零部件,我们提供高精度CNC钻孔和攻丝服务。我们的专用钻孔中心和多主轴机床可为大批量订单提供稳定的质量保障。
针对需要精确孔位布局、深孔和螺纹特征的生产零部件,我们提供高精度CNC钻孔和攻丝服务。我们的专用钻孔中心和多主轴机床可为大批量订单提供稳定的质量保障。
公差 ±0.01mm
最大长度 12 米
通过ISO 9001认证
全天候生产
数控钻孔和攻丝功能专为大批量生产环境设计,在该环境中,产量和重复精度至关重要。多主轴配置可实现多孔同时钻孔,与单主轴加工复杂孔位相比,循环时间最多可缩短60%。 以典型的法兰板为例,该板需在600毫米螺栓圆上加工24个直径为18毫米的孔,该系统可实现不到4分钟的循环时间,其中包含自动换刀和加工过程中的测量验证。 主轴转速可达20,000转/分钟,能够高效加工各类铁质和非铁质材料,涵盖从S235JR到S460ML的结构钢等级,以及海上和船舶应用中常见的双相不锈钢和铝合金。
深孔钻削是一项使我们的服务脱颖而出的专业能力,尤其适用于需要油道、液压口或冷却通道的零部件。采用标准螺旋钻削技术可实现40:1的深度与直径比,而使用枪钻法则可达100:1,同时确保孔的直线度在每100毫米深度内控制在0.1毫米以内。 对于液压缸体、阀体和换热器管板等应用而言,这一点至关重要,因为孔位偏移会导致流体受阻或过早磨损。该工艺配备高压冷却液系统,通过主轴输送70巴的冷却液,即使在加工4140合金钢或316L不锈钢等材料且深度超过500毫米的情况下,也能确保有效的切屑排出和热稳定性。
通过刚性机身结构、带预紧螺母的精密滚珠丝杠以及线性编码器的闭环反馈,确保了孔位布局±0.05毫米的定位精度。每次生产批次均按照ISO 1938-2标准通过三坐标测量机(CMM)抽样验证该公差,并对所有关键特征建立统计过程控制图。 3000 × 2000 × 1000毫米的加工范围可容纳大型工件,例如风力发电机塔架法兰、采矿设备底板以及压力容器管口。自动刀具测量系统采用激光探头,将刀具长度和直径的设定精度控制在2微米以内,并自动补偿热膨胀和刀具磨损,从而确保在500多件的连续生产过程中,螺纹质量始终如一,无需人工干预。
M3 至 M64 的攻丝工艺可满足广泛的紧固件需求,涵盖从小型仪器接口到大型结构螺栓连接的各种应用。 对于公制螺纹,严格遵守 ISO 6H/6g 公差标准;而统一螺纹则遵循 ASME B1.1 2A/2B 级标准。攻丝工艺采用同步刚性攻丝循环,将主轴转速与进给速度精确匹配至每转 0.01 毫米以内,从而消除了浮动丝锥夹头中常见的螺距误差。 针对 Inconel 625 或 17-4 PH 不锈钢等高强度材料,采用成形丝锥通过冷加工形成更坚固的螺纹,其抗拉强度可达基材性能的 80% 以上。该工艺已通过符合 ASTM F606 标准的拔出试验验证,适用于石油化工和发电设备等关键应用领域。
在石油和天然气领域,数控钻孔和攻丝服务支持井口设备、防喷器及汇流管系统的制造,这些设备必须能够承受高达 15,000 psi 的压力以及 -46°C 至 250°C 的温度。 在最近的一个海底汇流管项目中,我们在80毫米厚的F22锻造钢上钻了48个直径为32毫米的孔,在1200毫米的螺栓圆内保持了±0.05毫米的位置精度。 所加工的 M36 x 3mm 螺距螺纹通过螺纹塞规和超声波检测进行检验,以验证在 90% 深度处实现完全螺纹啮合。这些组件符合 API 6A 及 NACE MR0175/ISO 15156 针对含硫服务环境的要求,所有钻孔和攻丝均在受控冷却液条件下进行,以防止氢脆。
海上风电应用要求对塔架法兰、过渡段和机舱部件进行高精度钻孔和攻丝,这些部件必须在25年的设计寿命内承受超过20 MN的动态载荷以及10^7次的疲劳循环。对于需要L/D比为80:1、且需在150毫米厚的S355NL钢板上钻孔的塔架法兰螺栓孔而言,大孔径钻孔能力尤为重要。 孔的直线度公差为每100毫米0.05毫米,可确保螺栓对齐准确,并在法兰连接处实现合理的载荷分布。 针对单桩基础中常见的M64 x 4mm螺栓,采用定制研磨丝锥进行攻丝,其表面涂有TiAlN涂层,可有效处理火焰切割钢板边缘产生的间断切口。所有作业均符合EN 1090-2 EXC3执行等级要求,每个孔和螺纹均具备可追溯的文档记录。
采矿和矿物加工设备需要对破碎机机架、筛板和输送机部件进行高强度的钻孔和攻丝加工,这些部件在含有颗粒污染物的磨蚀性环境中运行。 对于需要钻100多个12毫米直径孔以安装螺栓式衬板的耐磨板部件,多轴钻孔可将循环时间缩短50%。±0.05毫米的位置精度确保了3米长段内衬板的对齐精度在0.2毫米以内,从而防止因紧固件对齐不当导致的过早磨损。 对于采用Hardox 400或500材料制成的重型机械底板,使用硬质合金钻头以每分钟80-120米进给速度进行穿透厚度达100毫米的钻孔,单刃可钻孔200多个,从而显著延长刀具寿命。 针对 M30 x 3.5 毫米螺栓的攻丝加工,采用螺旋槽丝锥配合 50 巴的轴内冷却液,以清除深盲孔中的切屑。
发电领域的应用,包括燃气轮机、蒸汽轮机、余热回收蒸汽发生器以及核反应堆部件,对精度和文档记录都有极高的要求。数控钻孔技术可在涡轮隔膜环上实现±0.05毫米的孔位公差,该部件需钻孔200多个直径为6毫米的冷却孔,且钻孔角度可达30度。 对于需要L/D比达60:1的CrMoV钢转子孔冷却通道,深孔钻削能力至关重要。涡轮机壳体中M16至M48紧固件的攻丝加工遵循ASME B16.5法兰标准,所有螺纹均使用20倍放大倍率的光学比较仪进行检测。 针对核电应用,严格遵循ASME NQA-1标准保持全程可追溯性,包括材料炉号、刀具序列号以及每个钻孔和攻丝特征的检验记录。
ISO 3834-2焊接质量管理体系认证涵盖所有机械加工工序,确保钻孔和攻丝工艺在同样严格的质量体系下得到管控。这意味着每个孔位和螺纹均通过数字检测报告进行记录,其中包含实际测量值,而不仅仅是合格/不合格的结果。 对于需要第三方验证的EPC企业,我们将根据ISO 2768-mK标准或客户指定的公差提供完整的尺寸检测报告,且三坐标测量机(CMM)数据可导出为PDF或Excel格式。该质量管理体系每年均由TÜV SÜD进行审核,使采购工程师确信:无论生产批量为1件还是10,000件,相关工艺均符合国际标准,在可追溯性和可重复性方面均达标。
多主轴钻孔与自动刀具测量相结合,可在单源机械加工车间无法企及的生产规模下,确保质量始终如一。 以一笔典型的200个法兰订单为例,每个法兰需要钻孔和攻丝24个孔,单件加工周期为3.5分钟,总加工时间为700分钟,而使用传统设备则需1,400分钟。由于激光刀具测量系统每加工50个孔后会自动补偿刀具磨损,因此在不牺牲精度的前提下,将加工周期缩短了50%。 其结果是孔位和螺纹节距的CpK值达到1.67或更高,超过了大多数汽车和重型设备规范要求的1.33最低标准。苏州工厂实行24/7全天候运作,并配备冗余主轴产能,即使面对交期仅为2周的加急订单,也能确保准时交付。
材料的广泛适用性是我们的核心优势,我们拥有钻孔和攻丝超过200种不同合金的经验,涵盖碳钢、不锈钢、镍合金、钛和铝。针对每种材料,我们均保留了经过实验设计方法优化的、有据可查的切削参数,包括主轴转速、进给速度、点钻深度和冷却液压力。 该数据库基于15年以上的生产经验构建而成,使我们能够无需反复试错即可为复杂零件提供报价并完成交付。例如,在300毫米厚的Inconel 718材料上钻8毫米直径的孔需要特定的参数:主轴转速1,200转/分钟,进给速度0.02毫米/转,进给深度2毫米,切削液压力70巴。 工程师会根据材料和加工深度的要求选择刀具涂层——钢材用TiAlN、不锈钢用AlTiN、铝材用类金刚石碳(DLC)——从而最大限度地延长刀具寿命并优化表面光洁度。
对持续改进的承诺体现在对新型数控钻孔中心的投资上,这些设备配备了热补偿系统,即使在连续12小时的生产运行中也能保持精度。这些机床安装在隔振基座上,并配备主动温度控制系统(精度达±1°C),确保无论环境条件如何,都能保持尺寸稳定性。 对于需要 NPT、BSPT 或 ACME 等特殊螺纹形式的客户,我们维护着一个包含 500 多种丝锥几何形状的库,并可在 5 个工作日内生产定制磨制丝锥。质量工程师会直接与客户的采购团队合作,审查图纸要求,识别薄壁部分或相交孔等潜在问题,并在生产开始前提出解决方案。 这种主动的工作方式使数控钻孔和攻丝工序的首件合格率达到98.5%,对于任何不符合项,均能在24小时内实施纠正措施。
| 能力 | 规格 |
|---|---|
| 孔径范围 | 1 毫米 - 200 毫米 |
| 深孔比 | 40:1(标准),100:1(枪钻) |
| 定位精度 | ±0.05毫米 |
| 螺纹规格范围 | M3 - M64 |
| 最大工件尺寸 | 3000 × 2000 × 1000毫米 |
| 主轴转速 | 最高转速可达20,000转/分钟 |

请将您的需求发送给我们,我们将在24小时内回复报价和交货期。