CNC 车削与车床服务
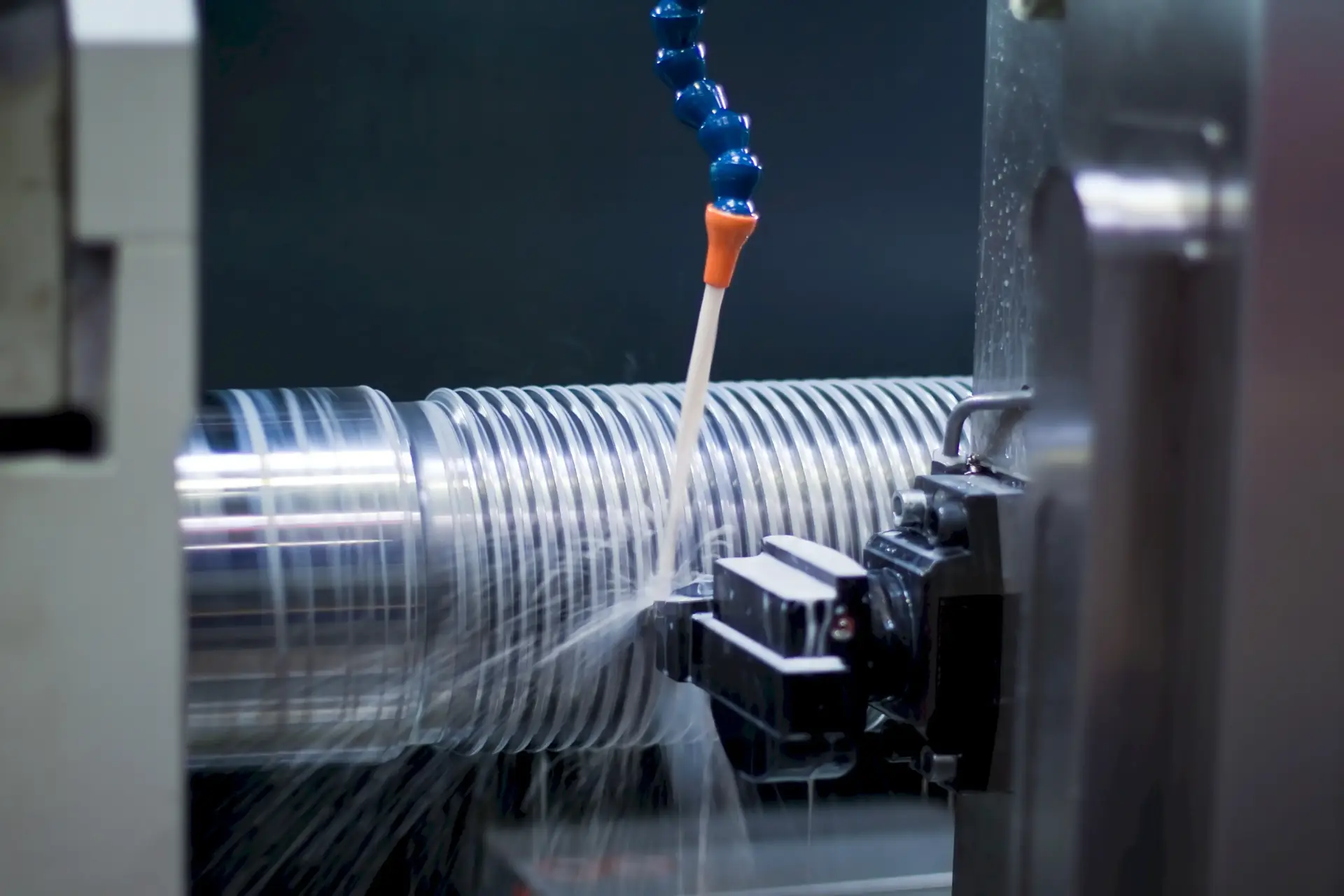
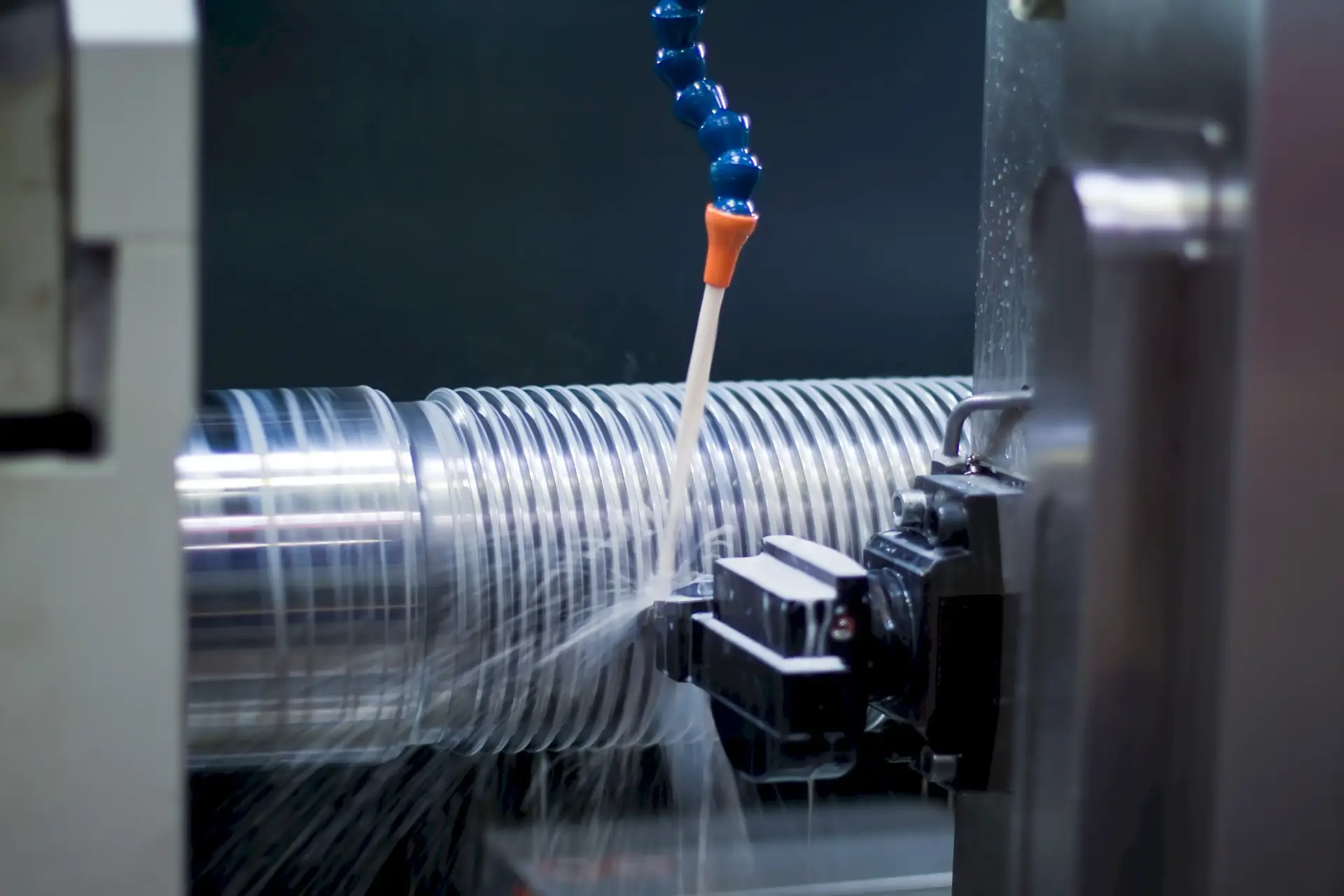
CNC 提供各类圆柱形零部件的车削服务,涵盖从小型精密轴到直径达3米、长度达12米的大直径辊。我们的立式和卧式车床可加工重量较大的旋转部件,满足严格的同心度及表面光洁度要求。
CNC 提供各类圆柱形零部件的车削服务,涵盖从小型精密轴到直径达3米、长度达12米的大直径辊。我们的立式和卧式车床可加工重量较大的旋转部件,满足严格的同心度及表面光洁度要求。
公差 ±0.01mm
最大长度 12 米
通过ISO 9001认证
全天候生产
领拓互联提供的数控车削和车床服务,专为在严苛工业环境中使用的、大型且关键性高的零部件进行精密加工而设计。我们位于苏州的工厂配备了一套全面的车床设备,包括中心距达12,000毫米的卧式车床,以及最大回转直径为3,000毫米的立式车床(VTL)。 凭借这一加工能力,我们能够处理重达30,000公斤的工件,同时将同心度公差控制在0.01毫米TIR以内。所有车削工序均在受控车间环境中进行,并严格调控环境温度,以最大限度地减少热膨胀对大直径零件的影响。
数控车削能力不仅涵盖基本的圆柱体加工,还包括利用动力刀具在单次装夹中完成铣削、钻孔和攻丝等复杂的多轴加工。这不仅减少了工件搬运过程中的误差,还缩短了同时需要旋转加工和非旋转加工特征的零部件的交货周期。根据应用要求,可实现从密封面的 Ra 0.4 μm 到结构接口的 Ra 3.2 μm 不等的表面粗糙度。 螺纹加工涵盖公制、英制、API及定制螺纹规格,螺距精度通过光学比较仪和螺纹量规按照ASME B1.2和ISO 1502标准进行验证。对于液压缸杆等高精度应用,通过使用CBN刀头刀具和自适应进给率控制,常规可将直径公差控制在±0.005mm,圆度公差控制在0.008mm。 该工厂通过每月使用激光对中系统进行校准,将主轴跳动控制在0.003mm TIR以下,从而确保长期批量生产中的重复性。
材料的广泛适用性是我们车削服务的基石。 我们常规加工的材料包括碳钢(ASTM A36、A105)、合金钢(4140、4340、8620)、不锈钢(304、316、17-4 PH)、镍合金(Inconel 625、718)以及各类铝合金(6061、7075)。针对厚壁管材和轴类部件,我们采用专用的硬质合金和陶瓷刀具几何形状,确保在最大8毫米的切削深度下仍能保持良好的切屑控制和尺寸稳定性。 我们的质量管理体系已通过 ISO 3834-2 和 EN 1090-2 EXC3 认证,确保每件车削零件的材料炉号和加工参数均可完全追溯。对于经热处理的部件,每十件中会抽取一件进行洛氏 C 和布氏硬度测试,并将结果记录在批次记录中。
在石油和天然气领域,数控车削服务可生产阀门阀杆、节流阀体和钻铤等关键部件,这些部件必须能够承受超过 15,000 psi 的压力以及 -50°C 至 250°C 的温度。对于海底采油树组件,17-4 PH 不锈钢轴的车削加工要求同心度控制在 0.01 毫米 TIR 以内,以确保在动态载荷下实现可靠的密封。 API 5B和API 7-2连接件的螺纹轮廓在300毫米长度范围内,螺距精度控制在0.05毫米以内,并通过认证的螺纹量规进行验证。这些部件在含硫服务环境中通常需要符合NACE MR0175标准,我们通过受控的加工参数和材料认证来满足这一要求。 对于采油树阀体,内孔加工公差为±0.025毫米,表面粗糙度为Ra 0.8微米,确保符合API 6A PR2测试规程的无气泡泄漏密封。
海上风电应用需要对主轴法兰、变桨轴承座和偏航驱动部件进行大直径车削加工。立式车床可加工最大摆动直径达3,000毫米的工件,其密封面的表面粗糙度可达Ra 1.6微米,以防止在高循环载荷下发生润滑剂泄漏。 针对单桩过渡件,内孔加工公差控制在±0.05mm,以确保灌浆连接的精准配合。这些部件均按DNV-GL和EN 1090-2 EXC3标准制造,每批产品均提供完整的尺寸报告和材料证书。单次装夹即可车削30吨重部件的能力,有效降低了多工序制造中常见的焊接变形风险。 针对叶片轴承座,其角接触滚道经车削加工后径向跳动值控制在0.015mm TIR,确保在8 MW风力涡轮机载荷下,于25年的设计寿命内实现平稳旋转。
采矿和发电行业依赖重型车削工艺来加工破碎机和涡轮系统中使用的大型轴、辊和皮带轮。对于燃煤电厂,采用含镍量为3.5%的钢材制造的低压涡轮转子,其加工直径可达2,500毫米,长度超过8,000毫米,且径向跳动控制在0.02毫米TIR以内。 在采矿领域,球磨机的支承轴采用4340合金钢经热处理至32-36 HRC硬度,在500吨的持续载荷下运行。活工具加工能力可实现对这些轴的键槽铣削与螺栓孔钻孔同步进行,省去了二次加工工序,与传统方法相比,总周期时间缩短了高达30%。 对于破碎机辊筒,外径车削的直线度控制在每米0.01毫米,以确保均匀的磨损模式,经现场试验验证,可将维护间隔延长15%。
该认证体系直接满足全球EPC公司的质量要求。凭借涵盖焊接集成的ISO 3834-2标准、结构钢的EN 1090-2 EXC3标准以及焊接件的AWS D1.1标准,我们为作为大型焊接组件一部分的车削件提供了“一站式”解决方案。这消除了对单独供应商资质的需要,并降低了供应链的复杂性。 生产过程中的检验采用精度达1.5微米的坐标测量机(CMM)以及用于车床线性定位验证的激光干涉仪,确保每件零件在发货前均符合规定的公差要求。例如,在最近的一笔200根液压缸管订单中,经验证所有零件的壁厚偏差均小于0.03毫米,远超客户要求的±0.05毫米。
针对复杂的车削项目,我们提供工程支持,包括针对Inconel 718和钛合金等难加工材料的刀具路径优化。具备仿真功能的CAM软件可预测切屑形成和刀具磨损情况,将批量生产中的废品率降至0.5%以下。 针对原型和少量订单,直径不超过1,000毫米的零件可在5-7个工作日内快速交付。所有车削部件均附有材料测试报告(MTR)、尺寸检测证书以及可追溯至NIST标准的表面粗糙度测量数据,符合ISO 9001:2015和ASME B46.1的文件要求。 针对航空航天级零件,我们还提供额外的无损检测(NDT)能力,例如可检测深度达0.5毫米的亚表面缺陷的超声波检测,以及用于检测表面裂纹的磁粉检测,确保符合AMS 2644和ASTM E1444标准。
| 能力 | 规格 |
|---|---|
| 最大车削直径 | 3,000毫米(VTL) |
| 最大长度 | 12,000毫米(水平) |
| 最大重量 | 30,000 公斤 |
| 同心度 | 0.01毫米 TIR |
| 表面处理 | 波长 0.4 - 3.2μm |
| 线材类型 | 公制、英制、API、Acme、定制 |
请将您的需求发送给我们,我们将在24小时内回复报价和交货期。