
5轴CNC加工服务
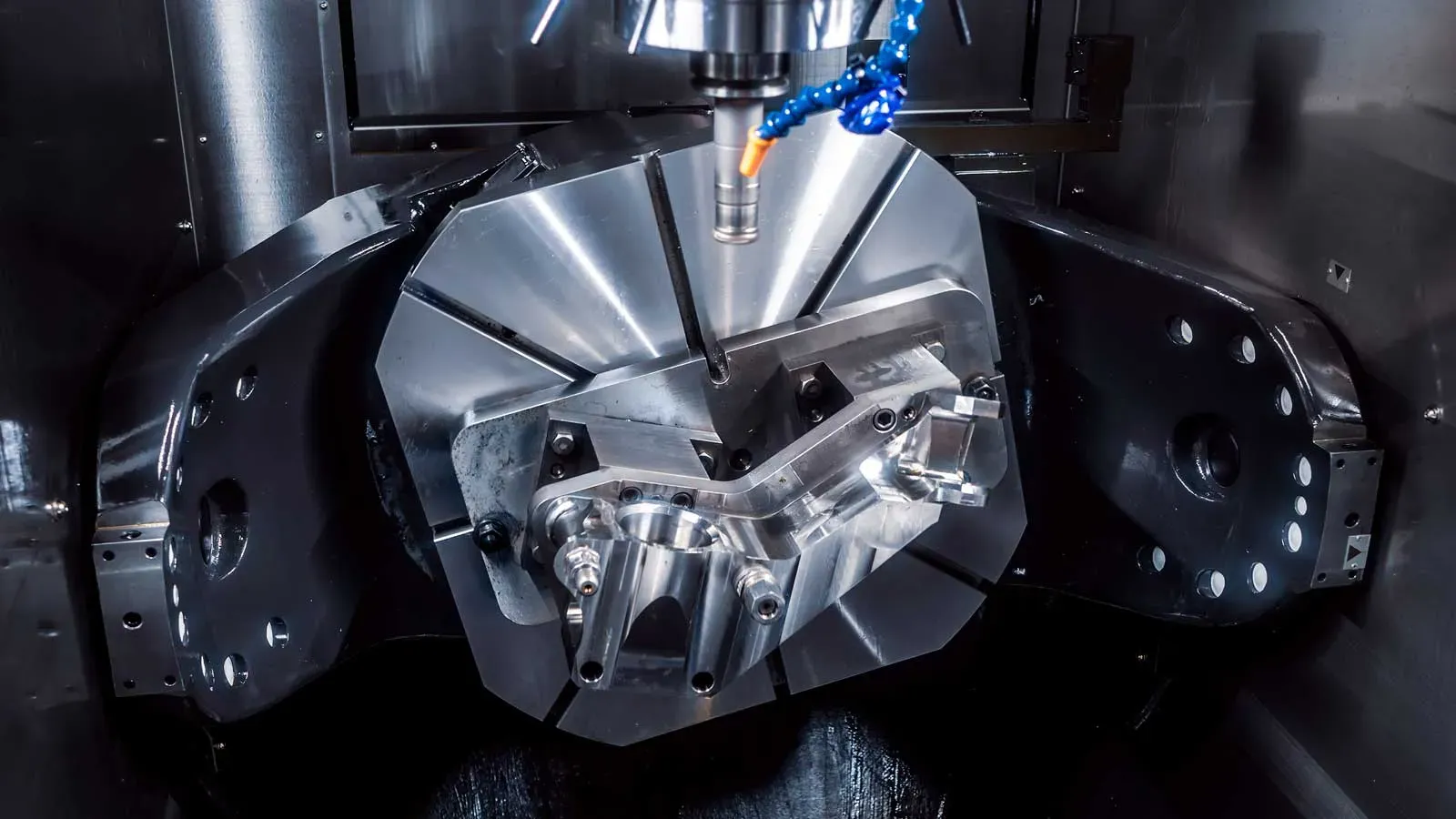
先进的5轴同步CNC加工技术,专为满足航空航天、能源及工业领域最严苛的零部件加工需求而设计。我们的5轴加工中心可在单次装夹下,以±0.01毫米的精度加工复杂的自由曲面、深腔和底切结构。
先进的5轴同步CNC加工技术,专为满足航空航天、能源及工业领域最严苛的零部件加工需求而设计。我们的5轴加工中心可在单次装夹下,以±0.01毫米的精度加工复杂的自由曲面、深腔和底切结构。
公差 ±0.01毫米
最大长度 12 米
通过ISO 9001认证
全天候生产
领拓互联(领拓互联)提供的5轴数控加工服务专为需要同时进行多轴插补的复杂几何形状而设计。与3+2定位系统不同,真正的5轴加工能力使切削刀具能够在整个加工周期内始终保持相对于工件表面的最佳方位。 对于带有底切、深腔和自由曲面轮廓的零件而言,这一点至关重要——传统3轴加工方法通常需要多次装夹和专用夹具。DMG MORI和Mazak机床的运动学配置提供了完整的B轴和C轴旋转功能,使刀具能够从几乎任何角度进行加工,而无需重新定位工件。
五轴加工的技术基础在于刚性强的机床结构和先进的伺服控制系统。其超大加工范围可容纳最大尺寸达4000 × 2000 × 1500毫米的工件,最大承载能力为12,000公斤,这使其成为少数几家通过ISO 3834-2认证、能够加工海上风电和重型采矿设备大型零部件的设施之一。 主轴转速最高可达18,000转/分钟,配备HSK-A63刀柄接口,既能满足Inconel 718材料的粗加工需求,也能满足铝合金材料的精加工要求。集成式冷却系统可在长时间加工过程中将温度控制在±1°C范围内,从而确保热稳定性。
通过线性尺和旋转编码器的闭环反馈,实现了±0.01毫米的位置精度和±0.003毫米的重复定位精度。这些公差符合ISO 230-2标准,并通过雷尼绍球杆测试和激光干涉测量法进行了验证。 针对关键的航空航天和涡轮机应用,加工过程中的探测程序会自动补偿刀具磨损和热膨胀,确保50至500件的生产批次中尺寸的一致性。根据材料和刀具路径策略的不同,可实现0.4至1.6μm的表面粗糙度(Ra),使用专用金刚石刀具在有色金属上还可实现镜面抛光效果。
材料的广泛适用性是5轴数控加工服务的一大优势。 不锈钢(304、316L、17-4PH)、钛合金(Ti-6Al-4V、Ti-6Al-2Sn-4Zr-2Mo)、镍基超合金(Inconel 718、Hastelloy X)、铝合金(6061-T6、 7075-T651)以及工程塑料(PEEK、PTFE、Torlon)均可常规加工。 每种材料都需要特定的切削参数、刀具几何形状和冷却液策略——工艺工程师参照ASME B46.1表面粗糙度标准和ASTM材料规范,制定定制化的加工方案。对于燃气轮机中的高温应用,必须严格控制残余应力和重铸层厚度(通常控制在0.05毫米以下),以防止部件过早失效。
5轴加工的“一次装夹”优势直接影响零件质量和生产经济性。通过消除多次换夹具和重新定位的步骤,有效减少了在顺序3轴加工中通常会产生的累积定位误差。 一个在传统设备上需要12次单独装夹的典型叶轮部件,现在只需一个夹紧循环即可完成,从而将交货周期缩短40-60%,并提高了几何形状的一致性。这种方法还最大限度地减少了操作人员的干预,降低了基准转移中的人为错误风险。对于受AS9100D或ISO 13485质量体系管理的行业,这种可追溯的单次装夹方法为过程控制提供了可审计的证据。
在航空航天领域,五轴数控加工服务主要生产机身和发动机系统的结构部件,这些部件对减重和抗疲劳性能的要求尤为严苛。其中包括钛合金隔框、铝制翼肋,以及具有复杂冷却孔布局的因科镍合金涡轮盘,这些部件的加工需要同时进行角度超过30度的五轴钻孔。 这些部件必须符合AS9100D质量标准,且通常需要按照AS9102标准出具首件检验报告。对于波音787和空客A350等对重量要求极高的商用飞机项目,能够加工壁厚低至0.5毫米、公差为±0.02毫米的薄壁部件至关重要。
5轴加工能力为石油和天然气应用带来了显著优势,特别是在高压、高温(HPHT)环境下运行的井下工具和阀门部件方面。 采油树组件、防喷器(BOP)部件及海底连接器主体均采用4130合金钢和17-4PH不锈钢加工而成,在长度超过1000毫米的情况下,同心度仍能控制在0.01毫米以内。 EN 1090-2 EXC3 认证确保了承压部件的可追溯性和机械性能验证。对于需要符合 NACE MR0175/ISO 15156 标准的海底应用,通过经过验证的热处理和加工工艺,对硬度和抗硫化物应力开裂能力进行严格控制。
涡轮机部件制造是五轴加工服务的核心应用领域。该领域生产用于发电和船舶推进的燃气轮机及蒸汽轮机的整体叶片转子(IBR)、喷嘴导叶和扩压器壳体。这些部件需要进行五轴同步轮廓加工,以生成扭转角超过60度、前缘半径小至0.2毫米的翼型轮廓。 镍基合金表面粗糙度可达Ra 0.4微米,这有助于降低气动损耗,并将涡轮效率提升高达2%。尺寸验证采用配备扫描探头的坐标测量机(CMM)进行,参照ASME Y14.5-2009 GD&T标准,轮廓公差通常规定为0.05毫米。
海上风电行业需要大规模的精密零部件,而五轴加工中心正是处理此类零部件的理想设备。该设备可加工重量高达12吨的球墨铸铁和低合金钢铸件,包括偏航轴承座、变桨驱动部件以及主轴连接件。这些零件对螺栓孔布局和配合面要求严格的公差,以确保在动态的海上环境中实现合理的载荷分布。 凭借焊接领域的ISO 3834-2认证以及钢结构制造领域的EN 1090-2 EXC3认证,我们能够将机加工部件与焊接组件进行集成,提供完整的海底模块解决方案。对于浮式风电平台,针对设计寿命周期为20年的疲劳关键部件,我们始终保持符合DNV-GL标准。
医疗器械制造采用5轴加工技术,用于生产需要生物相容性材料和镜面抛光效果的骨科植入物及手术器械。我们加工符合ASTM F136和ASTM F1537标准的Ti-6Al-4V ELI及钴铬合金制成的髋臼柄、膝关节组件和脊柱植入物。5轴同步运动技术能够加工出具有多孔结构的复杂骨接触面,从而促进骨整合。 关节接触面的表面粗糙度可控制在Ra 0.2μm以下,从而减少磨损碎屑的产生。符合洁净室标准的加工环境及ISO 13485质量管理体系,确保符合FDA 21 CFR Part 820对医疗器械制造商的要求。
领拓互联的5轴数控加工服务拥有多项国际认证,这些认证直接满足全球EPC公司的质量要求。焊接制造的ISO 3832-2认证、钢结构的EN 1090-2 EXC3认证以及焊接工艺的AWS D1.1认证,为复杂的装配提供了可审计的质量保证。 这些认证绝非仅具形式意义——它们均通过TÜV SÜD和必维国际检验集团(Bureau Veritas)的季度审核验证,确保生产流程始终符合欧美标准。对于评估供应商的采购工程师而言,这一认证体系可减少进行大量第二方审核的需求,从而加速供应商资格认证流程。
技术团队在五轴编程和工艺优化方面拥有超过15年的综合经验,尤其精通西门子NX和Mastercam CAM软件。针对每种机床配置,我们都会开发定制的后处理器,以确保刀具路径无碰撞并实现最佳切削条件。 针对复杂的多轴加工任务,我们会使用Vericut软件对整个加工周期进行模拟,在实际切削前验证刀具间隙和材料去除率。这种“数字孪生”方法平均可将调试时间缩短30%,并几乎完全杜绝因编程错误导致的废品。工程师们定期参加DMG MORI和Mazak技术中心的培训课程,以掌握最新的加工策略。
领拓互联的质量控制不仅限于尺寸检测,还涵盖材料验证和工艺验证。公司内部的金属材料实验室配备了光谱仪、硬度计和拉伸试验机,可按照 ASTM E8 和 ASTM E18 标准对材料的成分和力学性能进行验证。对于关键部件,会进行非破坏性检测,包括符合 ASTM E2375 标准的超声波检测以及符合 ASTM E1417 标准的渗透探伤检测。 所有检测结果均记录在详细报告中,符合 AS9100D 和 ISO 9001:2015 质量体系的可追溯性要求。这一全面的质量保障体系使客户对关键任务应用中部件的完整性充满信心。
供应链和物流能力旨在支持全球项目的交付。我们常备316L不锈钢、4140合金钢和6061-T6铝等常用规格材料的战略库存,从而将采购周期缩短2至3周。对于出口订单,我们将负责办理包括原产地证书、材料检测报告和清关手续在内的所有文件。 公司位于中国苏州,可直接通达上海港及国际空运枢纽,通过空运可在10-14天内、海运可在30-45天内实现至欧洲、北美及中东地区的门到门交付。提供多种国际贸易术语(Incoterms)选择,包括上海FOB、主要港口CIF,以及针对符合条件的客户的DDP条款。
五轴加工的成本效益得益于优化的刀具路径策略和减少二次加工工序。单次装夹工艺消除了对昂贵夹具和多次机床转运的需求,与传统三轴加工方法相比,在处理复杂几何形状时,单件成本降低了15%-25%。我们提供透明的定价方案,其中详细列出了材料成本、加工时间和检测费,使采购团队能够准确制定项目预算。 对于超过100件的生产订单,我们提供批量折扣和寄售库存方案,以降低营运资金需求。项目管理团队通过在线客户门户提供每周进度报告和实时生产状态,确保在整个制造周期内实现全面可视化。
| 能力 | 规格 |
|---|---|
| 最大工件尺寸 | 4000 × 2000 × 1500毫米 |
| 最大重量 | 12,000 公斤 |
| 定位精度 | ±0.01毫米 |
| 重复性 | ±0.003毫米 |
| 主轴转速 | 最高转速可达18,000转/分钟 |
| 表面处理 | 0.4–1.6微米 |
请将您的需求发送给我们,我们将在24小时内回复报价和交货期。