Présentation du produit
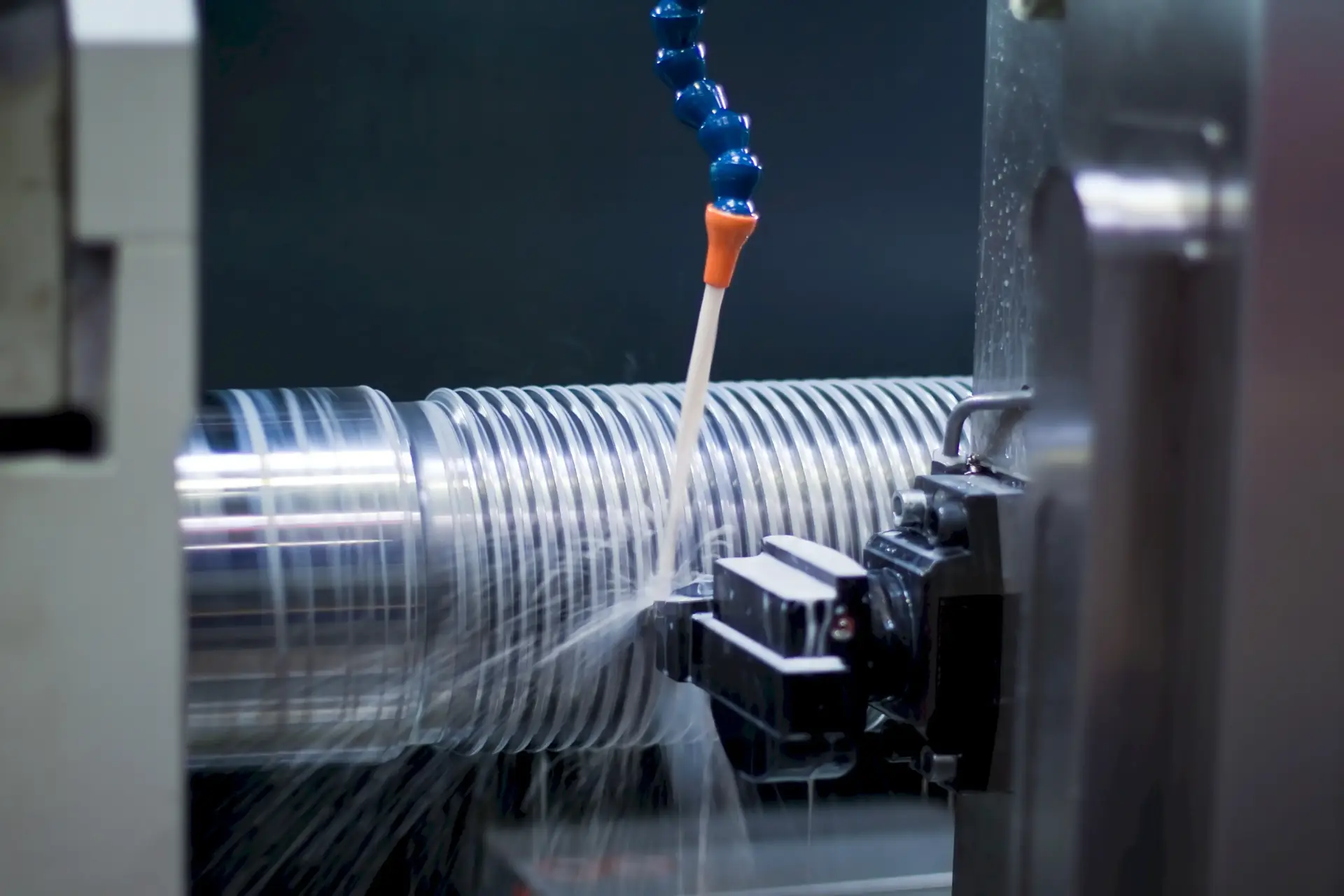
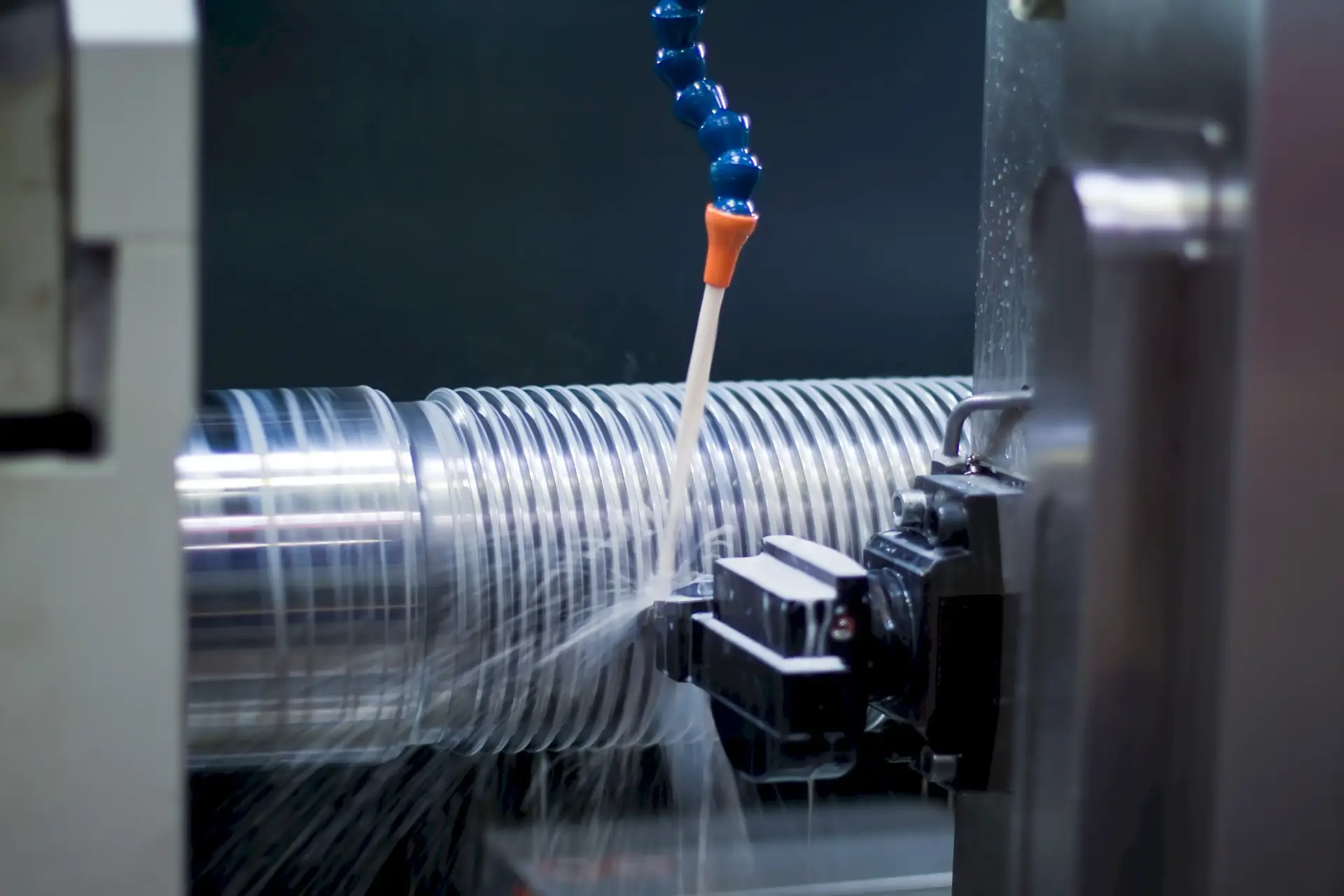
Les services de tournage CNC proposés par Leading Top Union sont conçus pour l'usinage de précision de composants de grande taille et à haute valeur ajoutée destinés à des environnements industriels exigeants. Notre site de Suzhou dispose d'un parc complet de tours horizontaux offrant une distance entre pointes pouvant atteindre 12 000 mm, ainsi que de tours verticaux (VTL) avec un diamètre de passage maximal de 3 000 mm. Cette capacité nous permet de traiter des pièces pesant jusqu'à 30 000 kg tout en maintenant une tolérance de concentricité de 0,01 mm TIR. Toutes les opérations de tournage sont réalisées dans des conditions d'atelier contrôlées avec régulation de la température ambiante afin de minimiser les effets de la dilatation thermique sur les pièces de grand diamètre.
Les capacités de tournage CNC vont au-delà de l'usinage cylindrique de base pour inclure des opérations multiaxiales complexes utilisant des outils motorisés pour le fraisage, le perçage et le taraudage en un seul serrage. Cela réduit les erreurs de manipulation des pièces et raccourcit les délais de livraison pour les composants nécessitant à la fois des caractéristiques rotatives et non rotatives. Des états de surface allant de Ra 0,4 μm pour les surfaces d'étanchéité à Ra 3,2 μm pour les interfaces structurelles sont obtenus, en fonction des exigences de l'application. Le filetage couvre les profils métriques, impériaux, API et personnalisés, la précision du pas étant vérifiée à l'aide de comparateurs optiques et de jauges de filetage conformément aux normes ASME B1.2 et ISO 1502. Pour les applications de haute précision, telles que les tiges de vérins hydrauliques, des tolérances de ±0,005 mm sur le diamètre et de 0,008 mm sur la circularité sont systématiquement respectées grâce à des outils à pointe CBN et à un contrôle adaptatif de la vitesse d'avance. Le faux-rond de la broche de l'installation est maintenu en dessous de 0,003 mm TIR grâce à un étalonnage mensuel à l'aide de systèmes d'alignement laser, garantissant ainsi la répétabilité sur de longues séries de production.
La polyvalence des matériaux est l'un des piliers de nos services de tournage. Nous usinons couramment des aciers au carbone (ASTM A36, A105), des aciers alliés (4140, 4340, 8620), des aciers inoxydables (304, 316, 17-4 PH), des alliages de nickel (Inconel 625, 718) et des nuances d'aluminium (6061, 7075). Pour les composants de tubes et d'arbres à parois épaisses, nous utilisons des outils spécialisés en carbure et en céramique afin de garantir le contrôle des copeaux et la stabilité dimensionnelle à des profondeurs de coupe pouvant atteindre 8 mm. Notre système de gestion de la qualité, certifié ISO 3834-2 et EN 1090-2 EXC3, garantit la traçabilité complète des numéros de coulée des matériaux et des paramètres d'usinage pour chaque pièce tournée. Pour les composants traités thermiquement, un essai de dureté est effectué sur une pièce sur dix à l'aide des méthodes Rockwell C et Brinell, les résultats étant consignés dans les registres de lot.
Applications et secteurs d'activité
Dans le secteur pétrolier et gazier, les services de tournage CNC permettent de fabriquer des composants critiques tels que des tiges de soupape, des corps de régulateur et des colliers de forage, qui doivent résister à des pressions supérieures à 15 000 psi et à des températures comprises entre -50 °C et 250 °C. Pour les ensembles de têtes sous-marines, les arbres en acier inoxydable 17-4 PH sont tournés avec une concentricité maintenue à 0,01 mm TIR afin de garantir une étanchéité fiable sous contrainte dynamique. Les profils de filetage pour les raccords API 5B et API 7-2 sont réalisés avec une précision de pas inférieure à 0,05 mm sur une longueur de 300 mm, vérifiée à l'aide de jauges de filetage certifiées. Ces pièces doivent souvent être conformes à la norme NACE MR0175 pour les environnements de service acides, ce qui est rendu possible grâce à des paramètres d'usinage contrôlés et à la certification des matériaux. Pour les corps de vannes de Christmas tree, les alésages sont usinés avec une tolérance de diamètre de ±0,025 mm et une finition de surface de Ra 0,8 μm, garantissant une étanchéité parfaite selon les protocoles d'essai API 6A PR2.
Les applications dans le domaine de l'éolien offshore nécessitent le tournage de pièces de grand diamètre, telles que les brides d'arbres principaux, les paliers de pas et les composants du système d'orientation. Les tours verticaux (VTL) permettent d'usiner des pièces présentant un diamètre de braquage allant jusqu'à 3 000 mm, avec des états de surface de Ra 1,6 μm sur les faces d'étanchéité afin d'éviter les fuites de lubrifiant sous des charges cycliques élevées. Pour les pièces de transition des monopiles, les alésages internes sont usinés avec des tolérances de ±0,05 mm afin de garantir un ajustement précis des raccords scellés au coulis. Ces composants sont fabriqués conformément aux normes DNV-GL et EN 1090-2 EXC3, avec des rapports dimensionnels complets et des certificats de matériaux fournis pour chaque lot. La capacité à tourner des pièces de 30 tonnes en un seul serrage réduit les risques de déformation par soudage courants dans la fabrication multiprocédés. Pour les paliers de pas, les chemins de roulement à contact oblique sont tournés avec un faux-rond de 0,015 mm TIR, permettant une rotation fluide sous les charges d'une éolienne de 8 MW sur une durée de vie nominale de 25 ans.
Les secteurs minier et de la production d'électricité s'appuient sur le tournage de pièces lourdes pour la fabrication de grands arbres, rouleaux et poulies utilisés dans les concasseurs et les systèmes de turbines. Pour les centrales à charbon, les rotors de turbines basse pression en acier au nickel à 3,5 % sont usinés avec des diamètres pouvant atteindre 2 500 mm et des longueurs supérieures à 8 000 mm, tout en maintenant un faux-rond inférieur à 0,02 mm TIR. Dans le secteur minier, les arbres de tourillon destinés aux broyeurs à boulets sont tournés à partir d’acier allié 4340 traité thermiquement à 32-36 HRC, et fonctionnent sous des charges continues de 500 tonnes. La capacité d’outillage motorisé permet le fraisage simultané de rainures de clavette et le perçage de trous de boulons sur ces arbres, éliminant ainsi les opérations secondaires et réduisant la durée totale du cycle de près de 30 % par rapport aux méthodes conventionnelles. Pour les rouleaux de concasseurs, le diamètre extérieur est tourné avec une rectitude de 0,01 mm par mètre afin de garantir des profils d'usure uniformes, ce qui prolonge les intervalles d'entretien de 15 %, comme l'ont validé des essais sur le terrain.
Pourquoi choisir Leading Top Union pour vos services de tournage CNC et de tournage sur tour ?
Le portefeuille de certifications répond directement aux exigences de qualité des entreprises EPC internationales. Grâce à la norme ISO 3834-2 pour l'intégration des soudures, à la norme EN 1090-2 EXC3 pour l'acier de construction et à la norme AWS D1.1 pour les assemblages soudés, une solution tout-en-un est proposée pour les pièces tournées qui font partie d'assemblages soudés plus importants. Cela évite de devoir faire qualifier séparément chaque fournisseur et réduit la complexité de la chaîne d'approvisionnement. Les contrôles en cours de fabrication sont effectués à l'aide de machines à mesurer tridimensionnelles (CMM) d'une précision de 1,5 μm et d'interféromètres laser pour la vérification du positionnement linéaire sur les tours, garantissant ainsi que chaque pièce respecte les tolérances spécifiées avant expédition. Par exemple, lors d'une commande récente de 200 tubes de vérins hydrauliques, il a été vérifié que 100 % des pièces présentaient une variation d'épaisseur de paroi inférieure à 0,03 mm, dépassant ainsi l'exigence du client de ±0,05 mm.
Un soutien technique est proposé pour les projets de tournage complexes, notamment l'optimisation des parcours d'outils pour les matériaux difficiles à usiner tels que l'Inconel 718 et les alliages de titane. Un logiciel de FAO doté de capacités de simulation permet de prévoir la formation des copeaux et l'usure des outils, réduisant ainsi le taux de rebut à moins de 0,5 % pour les séries de production. Pour les commandes de prototypes et de petites séries, un délai d'exécution rapide de 5 à 7 jours ouvrables est disponible pour les pièces d'un diamètre maximal de 1 000 mm. Tous les composants tournés sont fournis avec des rapports d'essai des matériaux (MTR), des certificats d'inspection dimensionnelle et des mesures de rugosité de surface traçables selon les normes NIST, répondant ainsi aux exigences de documentation des normes ISO 9001:2015 et ASME B46.1. Pour les pièces de qualité aérospatiale, des capacités supplémentaires de contrôle non destructif (CND) sont disponibles, telles que le contrôle par ultrasons pour les défauts sous-jacents jusqu'à une profondeur de 0,5 mm et le contrôle par particules magnétiques pour les fissures superficielles, garantissant la conformité aux normes AMS 2644 et ASTM E1444.