Présentation du produit
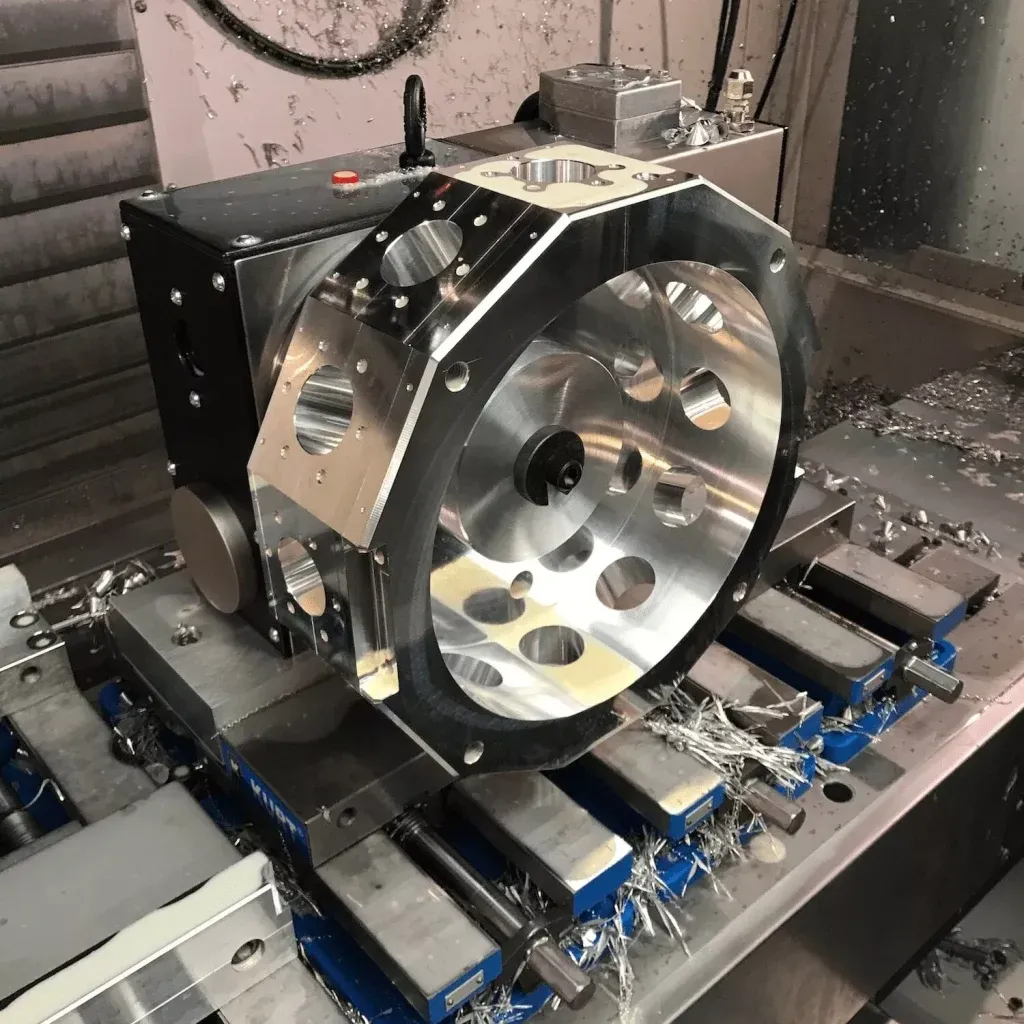
Les services d'usinage CNC 4 axes proposés par Leading Top Union permettent un usinage précis sur plusieurs faces pour des composants industriels complexes. Les centres d'usinage intègrent une table rotative à axe B qui permet une interpolation simultanée sur 4 axes, ce qui permet d'usiner des alésages inclinés, des contours hélicoïdaux et des profils 3D complexes en un seul serrage. Cela évite les changements multiples de fixation et réduit les erreurs de positionnement cumulées. Pour les ingénieurs d'approvisionnement évaluant des pièces à haute tolérance, la précision de positionnement standard de ±0,02 mm avec une répétabilité de ±0,005 mm garantit des résultats constants tout au long des cycles de production. Des finitions de surface de Ra 0,8 à 3,2 μm sont obtenues, répondant aux exigences des applications critiques dans les secteurs du pétrole et du gaz, de l'éolien offshore et de la production d'électricité.
Ces machines peuvent accueillir des pièces mesurant jusqu'à 3 000 × 1 500 × 1 200 mm et pesant au maximum 8 000 kg, ce qui les rend particulièrement adaptées aux composants de grande taille tels que les carters de turbine, les corps de pompe et les supports structurels. La broche tourne à une vitesse pouvant atteindre 12 000 tr/min, ce qui permet d'obtenir des taux d'enlèvement de matière élevés tout en garantissant une stabilité thermique optimale lors de cycles d'usinage prolongés. Les structures rigides des machines, dotées de bases en fonte et de guidages linéaires de haute précision, amortissent les vibrations, ce qui est essentiel lors de l'usinage d'alliages durs comme l'Inconel 718 ou l'acier inoxydable duplex. Les processus sont validés selon les normes de qualité ISO 3834-2, garantissant la traçabilité et la conformité aux codes de fabrication internationaux. De plus, les machines sont équipées de systèmes de refroidissement par la broche capables de fournir une pression allant jusqu'à 70 bars, ce qui permet une évacuation efficace des copeaux et une dissipation de la chaleur lors du perçage de trous profonds ou de l'usinage à grande vitesse d'aciers trempés. Cette capacité est particulièrement précieuse lors de l'usinage de composants pour les systèmes hydrauliques, où les passages internes doivent répondre à des exigences de propreté strictes conformément aux normes ISO 4406.
La table rotative de ces machines à 4 axes offre une rotation continue à 360 degrés avec une précision d'indexation de ±5 secondes d'arc, ce qui permet d'usiner des éléments sur plusieurs faces sans repositionnement. Cette fonctionnalité est particulièrement utile pour les composants nécessitant des alésages angulaires, des surfaces coniques ou des profils de came complexes. Par exemple, une roue à aubes de 12 pouces de diamètre comportant 18 pales peut être usinée en une seule opération de serrage, ce qui réduit le temps de cycle jusqu'à 40 % par rapport aux méthodes conventionnelles à 3 axes. Un logiciel de FAO avancé est utilisé pour optimiser les trajectoires d'outils, minimisant ainsi les coupes à vide et garantissant des charges de copeaux constantes. Cette approche prolonge la durée de vie des outils et améliore l'intégrité de la surface, ce qui est essentiel pour les composants sujets à la fatigue dans les applications minières et pétrochimiques. De plus, les machines sont capables d'effectuer une interpolation hélicoïdale pour le fraisage de filets, ce qui permet de produire des filets allant jusqu'à M100 en un seul passage avec une précision de pas de ±0,01 mm, éliminant ainsi le besoin d'opérations de taraudage séparées et réduisant les délais globaux de 15 à 20 % pour les composants à filets multiples.
Applications et secteurs d'activité
Dans l'industrie pétrolière et gazière, les services d'usinage CNC à 4 axes permettent de fabriquer des corps de vannes, des composants d'arbres de Noël et des concentrateurs de raccordement sous-marins qui nécessitent des orifices angulaires et des surfaces d'étanchéité de haute précision. Ces pièces sont souvent réalisées dans des matériaux tels que l'acier allié 4130 ou l'acier inoxydable 316L, usinés avec des tolérances de ±0,02 mm pour des applications sous pression. Des composants conformes aux spécifications API 6A et API 17D sont régulièrement usinés, avec des finitions de surface pouvant atteindre Ra 0,8 μm sur les faces d'étanchéité critiques. La capacité à usiner des alésages inclinés pour les passages hydrauliques en un seul serrage réduit le risque de désalignement, ce qui est essentiel pour les systèmes à haute pression fonctionnant jusqu'à 15 000 psi. La capacité de la table rotative permet également la production efficace de composants de blocs obturateurs de puits (BOP) présentant des géométries internes complexes, y compris des filetages coniques conformes aux spécifications API 7-2 qui exigent des tolérances de forme de filetage de ±0,005 mm sur une longueur de filetage de 200 mm.
Pour les applications éoliennes en mer, on usine des bagues d'orientation, des paliers de pas et des carters de réducteurs qui exigent une grande stabilité dimensionnelle et une résistance élevée à la fatigue. Ces composants, souvent fabriqués à partir d'aciers de construction EN 10025 S355NL ou EN 10225 S420G10+M, nécessitent un usinage précis des gabarits de perçage et des profils de denture. Il est possible de traiter des anneaux d'un diamètre allant jusqu'à 3 000 mm et d'un poids supérieur à 8 tonnes, tout en conservant une précision de positionnement sur de grandes surfaces. Des tolérances de faux-rond de 0,05 mm sur les sièges de roulements sont obtenues, ce qui est essentiel pour une rotation fluide sous des charges de vent variables. L'approche à serrage unique réduit le risque de déformation lors de l'usinage de sections à parois minces, un défi courant dans les composants légers d'éoliennes conçus pour les environnements offshore. De plus, les machines peuvent effectuer des opérations de taillage par fraisage pour des couronnes dentées dont le module peut atteindre 12 mm, en respectant la norme DIN 6 en matière de précision du profil des dents, ce qui est essentiel pour minimiser le bruit et les vibrations dans les systèmes d'entraînement de l'orientation fonctionnant à des températures comprises entre -40 °C et +60 °C.
Dans les secteurs de la production d'électricité et de la pétrochimie, les aubes de turbine, les roues de compresseur et les volutes de pompe sont fabriquées avec des contours 3D complexes. Pour les aubes de turbine à vapeur, les profils aérodynamiques sont usinés à partir de matériaux tels que l'acier inoxydable 17-4PH ou des alliages de titane, permettant d'obtenir des angles de torsion et des états de surface conformes aux exigences d'équilibrage de la norme ISO 1940. L'interpolation simultanée sur 4 axes permet de générer des transitions fluides entre les sections de base et d'extrémité des aubes, réduisant ainsi les concentrations de contraintes. Les roues de compresseurs centrifuges sont également usinées, avec des tolérances d'épaisseur des aubes de ±0,05 mm et une rugosité de surface de Ra 1,6 μm. Ces composants sont essentiels pour l'efficacité des usines de GNL et des processus de raffinage, où même des écarts mineurs peuvent affecter la dynamique des flux et la consommation d'énergie. Par exemple, un ensemble typique de roues de compresseur à 5 étages nécessite des angles de torsion des aubes contrôlés à ±0,2 degré près et des rayons de bord d'attaque de 0,3 mm ±0,05 mm pour atteindre un rendement isentropique supérieur à 85 %, comme l'ont démontré de récents projets pour des applications de craquage d'éthylène.
Pourquoi choisir Leading Top Union pour vos services d'usinage CNC à 4 axes ?
Leading Top Union est certifié ISO 3834-2, EN 1090-2 EXC3 et AWS D1.1, garantissant ainsi que ses services d'usinage CNC 4 axes répondent aux normes de qualité internationales les plus strictes pour les composants soudés et usinés. Le système de gestion de la qualité comprend des contrôles en cours de fabrication à l'aide d'équipements CMM d'une précision de ±0,002 mm, et des rapports dimensionnels complets sont fournis à chaque expédition. Pour les ingénieurs d'approvisionnement des entreprises EPC, cela se traduit par une réduction du temps de qualification des fournisseurs et une traçabilité documentée pour les composants critiques pour la sécurité. Des certificats de matériaux conformes à la norme EN 10204 3.1 ou 3.2 sont également fournis, couvrant la composition chimique et les propriétés mécaniques de tous les stocks entrants. Le site de Suzhou, en Chine, fonctionne dans un environnement contrôlé maintenu à 20 °C ± 1 °C afin de minimiser les effets de la dilatation thermique pendant l'usinage de précision, garantissant ainsi la stabilité dimensionnelle sur de grandes séries de production.
L'équipe d'ingénieurs possède une vaste expérience dans l'usinage de géométries complexes destinées à des applications exigeantes, notamment des composants pour des structures offshore certifiées DNV-GL et des appareils à pression conformes à la section VIII de l'ASME. Nous proposons un accompagnement en matière de conception pour la fabricabilité (DFM), afin d'aider nos clients à optimiser la géométrie des pièces pour l'usinage 4 axes, dans le but de réduire les coûts et les délais de livraison. Par exemple, des modifications des angles de dépouille ou des contre-dépouilles permettant un usinage en une seule opération peuvent être suggérées, ce qui peut réduire le coût des pièces de 15 à 25 %. Des services de développement de prototypes sont proposés avec des délais de livraison typiques de 2 à 4 semaines pour les pièces complexes, suivis de séries de production d'une qualité constante. Les chefs de projet coordonnent avec les clients l'approvisionnement en matériaux, le traitement thermique et les exigences en matière de revêtement de surface, garantissant une intégration transparente avec leur chaîne d'approvisionnement. De plus, l'équipe possède une expertise dans l'usinage de composants conformes aux normes NORSOK M-001 pour les applications offshore norvégiennes, y compris les exigences de rugosité de surface de Ra 0,4 μm pour les surfaces d'étanchéité des équipements sous-marins fonctionnant à des profondeurs allant jusqu'à 3 000 mètres.
A wide range of materials is supported, including carbon steels, alloy steels, stainless steels, aluminum alloys, and nickel-based superalloys, with hardness up to 45 HRC. These 4-axis CNC machining services are suitable for both low-volume prototypes and high-volume production, with typical order quantities from 1 to 10,000 parts. Advanced toolpath strategies like trochoidal milling and high-speed machining are used to maximize material removal rates while maintaining tool life. For components requiring post-machining treatments, in-house stress relieving, shot blasting, and surface coating services are offered. Contact the technical sales team at info@leadingtopunion.com to discuss specific requirements and receive a detailed quotation with cycle time estimates and quality documentation. Typical lead times for production orders range from 4-8 weeks depending on complexity, with rush delivery options available for critical projects requiring expedited timelines.