Présentation du produit
Les services de découpe de tôles d'acier proposés par Leading Top Union offrent une fabrication métallique de précision pour les applications industrielles lourdes, en s'appuyant sur quatre technologies de découpe distinctes adaptées à l'épaisseur des matériaux, aux exigences de tolérance et aux contraintes métallurgiques. Les systèmes de découpe au chalumeau CNC de l'usine de Suzhou traitent des tôles d'acier au carbone d'une épaisseur comprise entre 6 mm et 300 mm avec une tolérance de positionnement de ±1 mm, ce qui est idéal pour les composants structurels des fondations de jackets pour éoliennes offshore et des châssis d'équipements miniers. Pour les sections plus fines nécessitant un contrôle plus strict, la découpe plasma CNC traite des tôles de 1 mm à 50 mm d'épaisseur avec une précision de ±0,5 mm, couramment spécifiée pour les enveloppes de récipients sous pression et les raidisseurs de construction navale selon la classe d'exécution EN 1090-2 EXC3.
Capacités de découpe de précision au laser et au jet d'eau
La technologie de découpe au laser à fibre optique mise en œuvre dans l'usine permet d'atteindre des tolérances de ±0,1 mm sur des tôles d'une épaisseur comprise entre 1 mm et 25 mm, ce qui convient parfaitement à la fabrication de supports de précision, de goussets et de géométries complexes pour les supports de turbines destinées à la production d'énergie. Les services de découpe au jet d'eau couvrent des épaisseurs de 1 mm à 150 mm sans introduire de zone affectée thermiquement (ZAT), préservant ainsi les propriétés du matériau de base pour les applications régies par les exigences de la section IX de l'ASME ou des normes ASTM A36/A572. Chaque processus est intégré à un logiciel d'imbrication CNC qui optimise l'utilisation des matériaux, réduisant les taux de rebut de 12 à 18 % par rapport aux méthodes de disposition manuelles, ce qui diminue directement les coûts des matières premières pour les budgets des projets EPC.
Découpe en biseau et assurance qualité
Les capacités de chanfreinage comprennent la préparation de joints en V, Y, X et K pour des bords prêts à souder, réalisées sur des tôles d'une épaisseur maximale de 200 mm à l'aide d'un positionnement de la torche CNC multiaxial. Ces chanfreins sont conformes aux normes de soudage structurel ISO 9692-1 et AWS D1.1, garantissant des angles de rainure et des faces de racine uniformes pour les processus de soudage automatisés ultérieurs. Le système de gestion de la qualité, certifié selon la norme ISO 3834-2 pour le soudage par fusion, s'étend aux opérations de découpe avec des rapports d'inspection documentés, comprenant une vérification dimensionnelle à l'aide d'équipements CMM étalonnés et des mesures de rugosité de surface conformes à la norme ISO 4287.
Compatibilité des matériaux et traitements secondaires
La compatibilité des matériaux couvre les aciers au carbone (ASTM A36, A572 Grade 50, A516 Grade 70), les aciers faiblement alliés (ASTM A514, A709 Grade 50W) et les aciers inoxydables (304/304L, 316/316L) jusqu’à 150 mm pour la découpe au jet d’eau et 300 mm pour la découpe au chalumeau. Pour les applications offshore et maritimes, les tôles certifiées DNV-GL sont traitées avec une traçabilité documentée de l’aciérie à la pièce finie, y compris les numéros de coulée et les rapports d’essais mécaniques. L’installation maintient des environnements contrôlés pour les opérations de découpe, avec une surveillance de la température et de l’humidité afin de minimiser la déformation thermique sur les tôles de grand format dépassant 6 mètres de longueur.
Des capacités de traitement secondaire viennent compléter les services de découpe, notamment l'ébavurage, le meulage des arêtes conformément aux spécifications NACE MR0175/ISO 15156 pour les applications en milieu acide, et la préparation de surface selon les normes de sablage Sa 2.5 de la norme ISO 8501-1. Les pièces peuvent être livrées avec une couche d'apprêt ou une protection anticorrosion temporaire pour les expéditions à l'exportation. Le système de planification de la production s'intègre aux plateformes ERP des clients via une API, offrant un suivi des commandes en temps réel et des listes de colisage numériques accompagnées de certificats de matériaux (EN 10204 Type 3.1 ou 3.2) pour une transparence totale de la chaîne d'approvisionnement.
Applications et secteurs d'activité
Dans le secteur pétrolier et gazier, les services de découpe de tôles d'acier permettent de fabriquer des composants destinés aux infrastructures en amont et en aval, notamment des brides, des raccords tubulaires et des supports pour les réseaux de canalisations fonctionnant à des pressions pouvant atteindre 1 500 psi, conformément à la norme ASME B31.3. Les tôles d'acier au carbone découpées à la flamme, d'une épaisseur de 20 à 80 mm, sont couramment utilisées pour les enveloppes de séparateurs et les chicanes d'échangeurs de chaleur, avec des chanfreins conformes aux exigences de la section VIII, division 1 de l'ASME. Pour les applications sous-marines, les tôles découpées au jet d'eau d'une épaisseur de 10 à 50 mm éliminent les problèmes liés à la zone affectée thermiquement (HAZ) dans les aciers inoxydables duplex (UNS S31803/S32205), tout en conservant la résistance à la corrosion conformément à la norme NACE MR0175/ISO 15156 pour les environnements de gaz acide.
Éolien offshore et applications maritimes
Les projets d'énergie éolienne offshore font appel à l'oxycoupage et à la découpe au plasma pour la fabrication de pièces de transition, de brides de monopieux et de sections de tour en aciers S355NL et S420ML, conformément à la norme EN 10025-4. L'épaisseur typique des tôles varie de 30 mm à 120 mm pour les brides annulaires, l'imbrication CNC permettant d'atteindre un taux d'utilisation des matériaux de 85 à 92 % sur les géométries circulaires et annulaires. La découpe laser permet de réaliser des découpes de précision pour les orifices d'entrée de câbles et les trappes d'accès dans des tôles de 10 à 20 mm, en respectant des tolérances de ±0,2 mm pour les assemblages boulonnés à friction haute résistance, conformément à la norme EN 1090-2. Tous les composants offshore sont soumis à une inspection par un organisme tiers, DNV-GL ou Lloyds Register, comme spécifié dans les contrats de projet.
Solutions de découpe pour l'industrie minière et la production d'électricité
Les applications minières et de traitement des minéraux nécessitent des tôles d'acier résistantes à l'abrasion (AR400, AR500) découpées sur mesure pour les revêtements de goulottes, les carters de concasseurs et les points de transfert des convoyeurs. Les services de découpe au jet d'eau permettent de traiter ces matériaux durs jusqu'à 100 mm d'épaisseur sans déformation thermique, en préservant la microstructure trempée et revenue qui offre une dureté de 400 à 500 HB. Pour les engins de terrassement lourds, des tôles découpées au chalumeau d'une épaisseur de 50 à 200 mm constituent les composants des godets et les châssis structurels, avec des bords chanfreinés pour des soudures à pénétration totale conformes à la norme AWS D1.1. La combinaison de l'optimisation de l'imbrication et de la livraison juste à temps réduit les coûts de stockage des opérateurs miniers de 20 à 30 % par an.
Les installations de production d'électricité, notamment les centrales à charbon, à gaz et nucléaires, ont recours à ces services de découpe pour la fabrication de structures de support de chaudières, de socles de turbines et de conduits en aciers au chrome-molybdène ASTM A516 Grade 70 et A387 Grade 11/22. L'oxycoupage permet de produire des composants à section épaisse (50 à 200 mm) destinés aux trous d'homme des tambours de vapeur et aux enveloppes des réchauffeurs d'eau d'alimentation, avec des registres de traitement thermique documentés conformément à la section II de l'ASME. Pour les systèmes d'échappement des turbines à gaz, des tôles en acier inoxydable (304H, 310S) découpées au laser, d'une épaisseur de 6 à 20 mm, conservent leur stabilité dimensionnelle à des températures de fonctionnement pouvant atteindre 1 100 °C, avec des chanfreins préparés pour les procédés de soudage orbital.
Normes relatives à la construction navale et aux ouvrages maritimes
La construction navale et la construction maritime respectent les règles de l'IACS et des sociétés de classification. La découpe au plasma et à la flamme permet de produire des tôles de coque, des cloisons et des raidisseurs à partir d'aciers de nuance DH36 et EH36, conformément à la norme ASTM A131. Les tôles d'une épaisseur comprise entre 10 mm et 80 mm sont découpées avec des tolérances de ±1 mm pour l'assemblage en lignes de panneaux, tandis que les préparations en biseau pour les soudures bout à bout sont conformes aux exigences de la norme AWS D1.1 et du Lloyd's Register. Pour les navires de guerre, les aciers à haute résistance HY-80 et HY-100 sont traités jusqu'à une épaisseur de 50 mm à l'aide d'un jet d'eau afin d'éviter la fragilisation de la zone affectée thermiquement (HAZ), avec une documentation complète des essais non destructifs (END), y compris des essais par ultrasons conformément à la norme ASTM E114.
Pourquoi choisir Leading Top Union pour vos services de découpe de tôles d'acier ?
Leading Top Union est certifiée ISO 3834-2 pour la gestion intégrale de la qualité dans le domaine du soudage par fusion, qui s'étend aux opérations de découpe grâce à un contrôle documenté des processus, à la qualification des opérateurs et à l'étalonnage des équipements. La certification de classe d'exécution EN 1090-2 EXC3 garantit la traçabilité et la rigueur des inspections pour les composants en acier de construction utilisés dans les projets de construction européens, notamment les poutres de ponts et les ossatures de bâtiments. La certification AWS D1.1 valide les procédures de soudage et les normes de préparation des chanfreins, permettant ainsi un approvisionnement direct des entrepreneurs EPC nord-américains sans essais de qualification supplémentaires. Ces certifications font l'objet d'un audit annuel par TÜV Rheinland et Bureau Veritas.
Capacités des installations et rendement de production
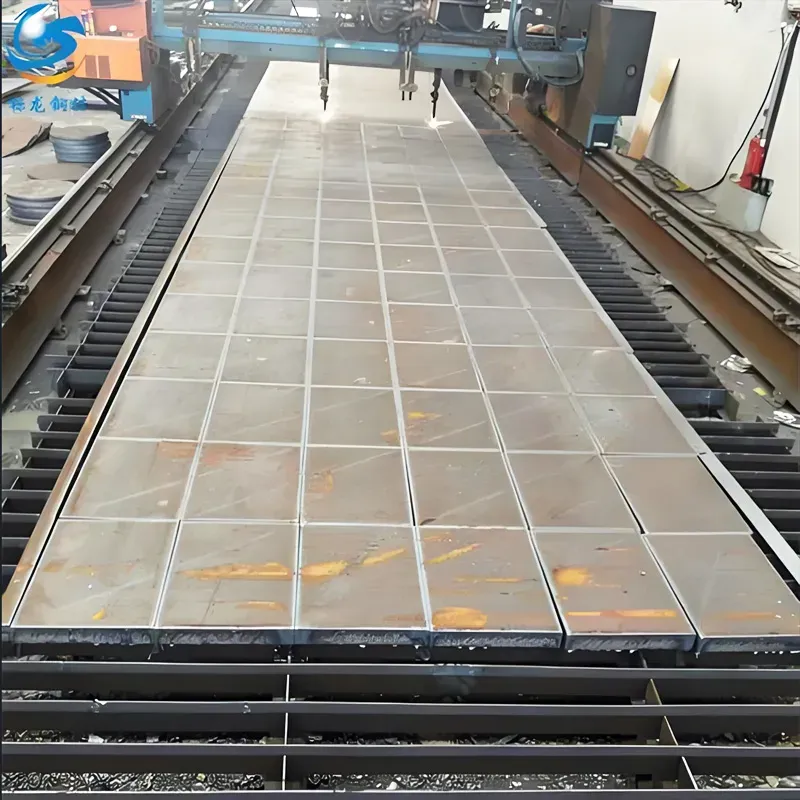
Le site de Suzhou exploite 12 machines de découpe CNC dotées d'une configuration à double table pour une production en continu, atteignant un débit pouvant aller jusqu'à 500 tonnes d'acier découpé par mois, toutes technologies confondues. Chaque machine est équipée d'un système automatisé de contrôle de la hauteur de la torche, d'un système de surveillance de la pression du gaz et de systèmes anticollision afin de garantir une qualité de découpe constante sur de longues séries de production. Pour les tôles de grand format pouvant atteindre 6 m × 20 m, les découpeuses à flamme et plasma de type portique offrent une précision de positionnement de ±0,5 mm sur toute la course, vérifiée par étalonnage au laser interférométrique tous les 90 jours conformément à la norme ISO 230-2.
Traçabilité des matériaux et gestion des stocks
La traçabilité des matériaux est gérée via le système ERP, qui enregistre les numéros de coulée, les certificats d'essai d'usine et les données de contrôle dimensionnel pour chaque pièce découpée. Un stock de plus de 2 000 tonnes de tôles d'acier certifiées est maintenu, dans des nuances telles que ASTM A36, A572 Grade 50, A516 Grade 70, A514, S355J2+N et S690QL, provenant d'aciéries certifiées ISO 9001 et API Q1. Pour les commandes à l'exportation, des certificats d'inspection EN 10204 de type 3.1 sont fournis avec l'analyse chimique et les propriétés mécaniques, ainsi qu'une certification de type 3.2 par un organisme tiers lorsque les spécifications du projet l'exigent.
Services d'assistance technique et de logistique
L'équipe d'ingénieurs propose des services d'optimisation de l'imbrication à l'aide du logiciel SigmaNEST, permettant d'atteindre des taux d'utilisation des matériaux compris entre 85 et 95 %, en fonction de la géométrie des pièces et de la taille des tôles. Pour les séries de production répétitives, des gabarits d'imbrication personnalisés sont développés afin de réduire le temps de configuration de 40 % et de minimiser les chutes de tôle. Des analyses de conception pour la fabrication (DFM) des plans des clients sont également proposées, suggérant des modifications visant à réduire la complexité de la découpe, à regrouper des pièces ou à améliorer la qualité des arêtes en vue du soudage en aval. Les économies de coûts typiques résultant de l'intervention DFM varient entre 8 et 15 % du coût total des pièces fabriquées.
Le soutien logistique comprend l'emballage pour le transport maritime avec protection anticorrosion (papier VCI, enduit d'huile ou sachets déshydratants) selon les spécifications du client, ainsi que des plans de chargement des conteneurs optimisant l'utilisation de l'espace. L'équipe chargée de la documentation d'exportation prépare les certificats d'origine, les listes de colisage et les factures commerciales pour le dédouanement dans plus de 40 pays. Les délais de livraison pour les commandes de découpe standard varient de 5 à 10 jours ouvrables pour des quantités inférieures à 50 tonnes métriques, un service accéléré étant disponible pour les remplacements d'urgence en cas d'arrêt de production. Des contrats-cadres sont proposés avec des prix fixes pour des périodes de 12 mois, protégeant ainsi les clients de la volatilité des prix de l'acier.