Présentation du produit
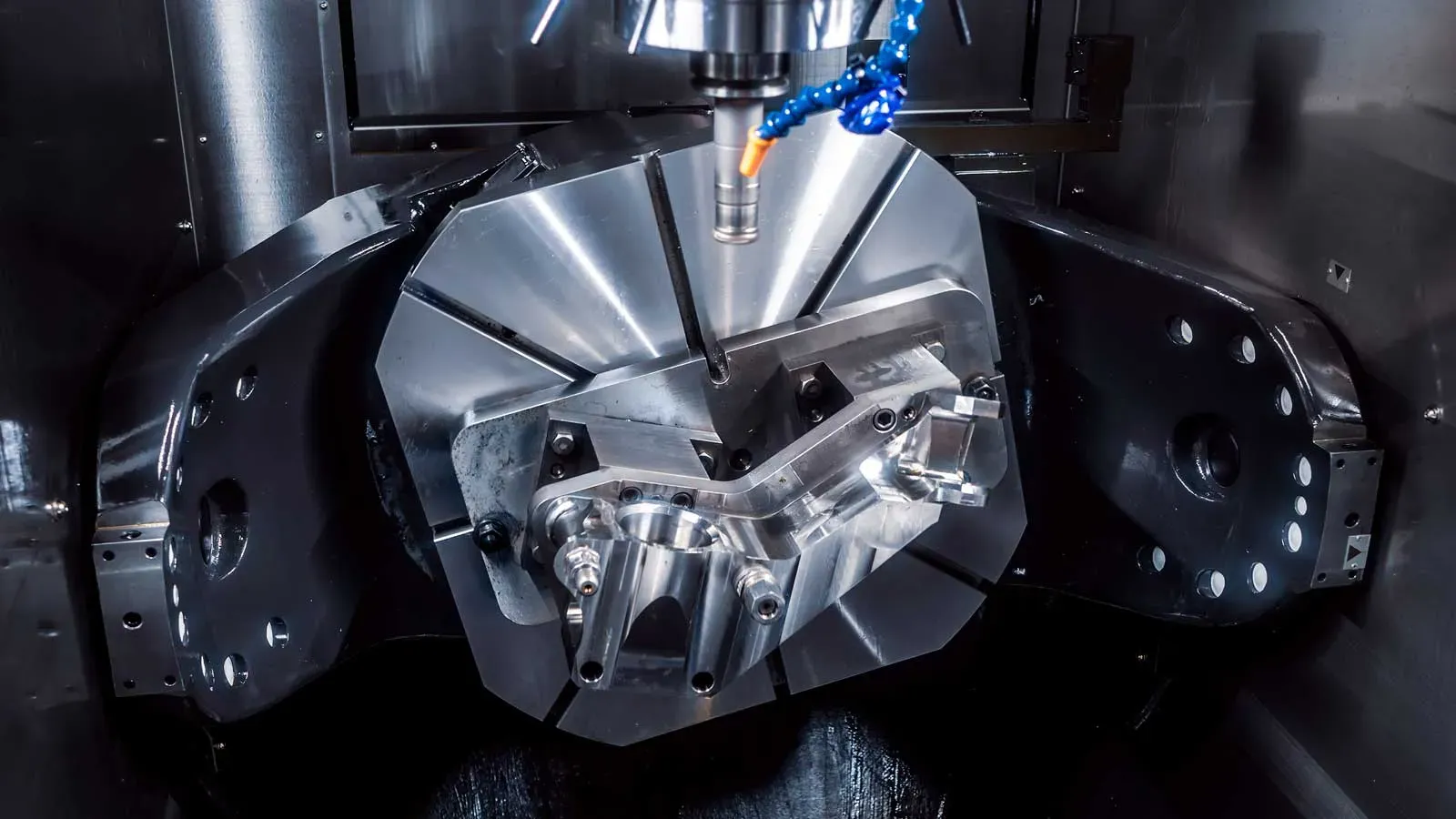
Les services d'usinage CNC 5 axes proposés par Leading Top Union sont conçus pour les géométries complexes nécessitant une interpolation simultanée sur plusieurs axes. Contrairement aux systèmes de positionnement 3+2, la véritable capacité 5 axes permet à l'outil de coupe de conserver une orientation optimale par rapport à la surface de la pièce tout au long du cycle d'usinage. Ceci est essentiel pour les composants présentant des contre-dépouilles, des cavités profondes et des contours de forme libre, pour lesquels les méthodes conventionnelles à 3 axes nécessiteraient de multiples réglages et des montages spécialisés. La configuration cinématique des machines DMG MORI et Mazak offre une rotation complète des axes B et C, permettant à l'outil d'accéder à la pièce sous pratiquement n'importe quel angle sans avoir à la repositionner.
Conception des machines et stabilité thermique
Les fondements techniques de l'usinage 5 axes reposent sur une structure de machine rigide et des systèmes de servocommande de pointe. L'enveloppe d'usinage, la plus grande du marché, permet d'accueillir des pièces mesurant jusqu'à 4 000 × 2 000 × 1 500 mm avec une charge utile maximale de 12 000 kg, ce qui en fait l'une des rares installations certifiées ISO 3834-2 capables d'usiner des composants de grande taille destinés à l'éolien offshore et aux équipements miniers lourds. La broche atteint jusqu'à 18 000 tr/min avec une interface d'outil HSK-A63, fournissant le couple et la vitesse nécessaires tant pour les opérations d'ébauche dans l'Inconel 718 que pour les passes de finition sur les alliages d'aluminium. La stabilité thermique est maintenue grâce à des systèmes de refroidissement intégrés qui régulent la température à ±1 °C pendant les cycles d'usinage prolongés.
Précision de positionnement et capacités en matière de finition de surface
Une précision de positionnement de ±0,01 mm et une répétabilité de ±0,003 mm sont obtenues grâce à un système de rétroaction en boucle fermée utilisant des règles linéaires et des codeurs rotatifs. Ces tolérances sont vérifiées à l'aide du test Ballbar de Renishaw et de l'interférométrie laser, conformément à la norme ISO 230-2. Pour les applications critiques dans l'aérospatiale et les turbines, des routines de palpage en cours de processus compensent automatiquement l'usure des outils et la dilatation thermique, garantissant ainsi la cohérence dimensionnelle sur des séries de production de 50 à 500 unités. Des états de surface allant de Ra 0,4 à 1,6 μm sont réalisables en fonction du matériau et de la stratégie de parcours d'outil, avec des finitions miroir possibles sur les matériaux non ferreux à l'aide d'outils diamantés spécialisés.
Polyvalence des matériaux et ingénierie des procédés
La polyvalence des matériaux est l'un des principaux atouts des services d'usinage CNC 5 axes. Les aciers inoxydables (304, 316L, 17-4PH), les alliages de titane (Ti-6Al-4V, Ti-6Al-2Sn-4Zr-2Mo), les superalliages à base de nickel (Inconel 718, Hastelloy X), les alliages d'aluminium (6061-T6, 7075-T651) et les plastiques techniques (PEEK, PTFE, Torlon) sont couramment usinés. Chaque matériau nécessite des paramètres de coupe, des géométries d'outils et des stratégies de refroidissement spécifiques ; les ingénieurs de procédés élaborent des plans d'usinage sur mesure en se référant aux normes de texture de surface ASME B46.1 et aux spécifications des matériaux ASTM. Pour les applications à haute température dans les turbines à gaz, un contrôle strict des contraintes résiduelles et de l'épaisseur de la couche de recristallisation est maintenu, souvent en dessous de 0,05 mm, afin d'éviter une défaillance prématurée des composants.
Avantages d'une configuration unique et rentabilité de la production
L'avantage de l'usinage 5 axes en un seul serrage a un impact direct sur la qualité des pièces et la rentabilité de la production. En éliminant les multiples changements de fixation et les étapes de re-référencement, les erreurs de positionnement cumulées qui surviennent généralement lors d'opérations séquentielles sur 3 axes sont réduites. Une pièce de turbine typique nécessitant 12 réglages distincts sur un équipement conventionnel peut être réalisée en un seul cycle de serrage, ce qui réduit les délais de fabrication de 40 à 60 % et améliore la cohérence géométrique. Cette approche minimise également l'intervention de l'opérateur, réduisant ainsi le risque d'erreur humaine lors du transfert des repères. Pour les industries soumises aux systèmes de qualité AS9100D ou ISO 13485, cette méthodologie traçable à réglage unique fournit des preuves vérifiables du contrôle des processus.
Applications et secteurs d'activité
Composants structurels pour l'aérospatiale
Dans le secteur aérospatial, les services d'usinage CNC 5 axes permettent de produire des composants structurels destinés aux cellules et aux systèmes moteurs, où la réduction du poids et la résistance à la fatigue sont primordiales. On y fabrique des cloisons en titane, des nervures d'aile en aluminium et des disques de turbine en Inconel présentant des schémas complexes de trous de refroidissement qui nécessitent un perçage simultané sur 5 axes à des angles supérieurs à 30 degrés. Ces composants doivent être conformes aux normes de qualité AS9100D et font souvent l'objet de rapports d'inspection de premier article selon la norme AS9102. La capacité à usiner des sections à parois minces d'une épaisseur pouvant descendre jusqu'à 0,5 mm avec une tolérance de ±0,02 mm est essentielle pour les applications sensibles au poids dans les avions commerciaux, comme les programmes Boeing 787 et Airbus A350.
Outillage de fond de puits pour le secteur pétrolier et gazier
Les applications pétrolières et gazières tirent largement parti des capacités d'usinage 5 axes, en particulier pour les outils de fond de puits et les composants de vannes fonctionnant dans des environnements à haute pression et haute température (HPHT). Les composants de têtes de puits, les pièces de blocs obturateurs de puits (BOP) et les corps de raccords sous-marins sont usinés à partir d'acier allié 4130 et d'acier inoxydable 17-4PH, avec une concentricité maintenue à moins de 0,01 mm sur des longueurs supérieures à 1 000 mm. La certification EN 1090-2 EXC3 garantit la traçabilité et la vérification des propriétés mécaniques des composants sous pression. Pour les applications sous-marines nécessitant la conformité à la norme NACE MR0175/ISO 15156, un contrôle strict de la dureté et de la résistance à la fissuration sous contrainte due aux sulfures est assuré par des processus validés de traitement thermique et d'usinage.
Fabrication de composants pour turbines
La fabrication de composants de turbines constitue un domaine d'application clé pour les services d'usinage 5 axes. On y produit des rotors à aubes intégrées (IBR), des aubes de guidage de tuyère et des carters de diffuseur destinés aux turbines à gaz et à vapeur utilisées dans la production d'électricité et la propulsion marine. Ces composants nécessitent un usinage simultané sur 5 axes pour obtenir des profils aérodynamiques présentant des angles de torsion supérieurs à 60 degrés et des rayons de bord d'attaque pouvant descendre jusqu'à 0,2 mm. La capacité d'obtention d'une finition de surface de Ra 0,4 μm sur les alliages à base de nickel réduit les pertes aérodynamiques et améliore le rendement des turbines jusqu'à 2 %. La vérification dimensionnelle est effectuée à l'aide de machines à mesurer tridimensionnelles (CMM) équipées de palpeurs à balayage, en référence aux normes ASME Y14.5-2009 GD&T pour les tolérances de profil généralement spécifiées à 0,05 mm.
Composants pour l'énergie éolienne offshore
Le secteur de l'éolien offshore nécessite des composants de précision à grande échelle que seuls les centres d'usinage 5 axes sont en mesure de traiter. On y usine des carters de roulements d'orientation, des composants d'entraînement de pas et des raccords d'arbre principal à partir de pièces moulées en fonte ductile et en acier faiblement allié pouvant peser jusqu'à 12 tonnes. Ces pièces exigent des tolérances très strictes au niveau des gabarits de perçage et des surfaces d'assemblage afin de garantir une répartition adéquate des charges dans les conditions dynamiques en mer. La certification ISO 3834-2 pour le soudage et EN 1090-2 EXC3 pour la fabrication de structures en acier permet d'intégrer des composants usinés à des assemblages soudés, offrant ainsi des solutions complètes de modules sous-marins. Pour les plateformes éoliennes flottantes, la conformité DNV-GL est maintenue pour les composants critiques en termes de fatigue soumis à des cycles de vie de conception de 20 ans.
Fabrication de dispositifs médicaux
La fabrication de dispositifs médicaux fait appel à l'usinage 5 axes pour les implants orthopédiques et les instruments chirurgicaux nécessitant des matériaux biocompatibles et des finitions miroir. Nous usinons des tiges de hanche, des composants de genou et des implants rachidiens en Ti-6Al-4V ELI et en alliages cobalt-chrome, conformément aux normes ASTM F136 et ASTM F1537. Le mouvement simultané sur 5 axes permet de créer des surfaces complexes en contact avec l'os, dotées de structures poreuses qui favorisent l'ostéointégration. Une rugosité de surface inférieure à Ra 0,2 μm peut être obtenue sur les surfaces d'articulation, ce qui réduit la production de débris d'usure. Un environnement d'usinage compatible avec les salles blanches et un système de gestion de la qualité ISO 13485 garantissent la conformité aux exigences de la norme FDA 21 CFR Partie 820 pour les fabricants de dispositifs médicaux.
Pourquoi choisir Leading Top Union pour vos services d'usinage CNC 5 axes ?
Certifications internationales et qualité certifiée
Les services d'usinage CNC 5 axes de Leading Top Union s'appuient sur plusieurs certifications internationales qui répondent directement aux exigences de qualité des entreprises EPC mondiales. La certification ISO 3832-2 pour la fabrication par soudage, la norme EN 1090-2 EXC3 pour l'acier de construction et la norme AWS D1.1 pour les procédures de soudage offrent une assurance qualité vérifiable pour les assemblages complexes. Ces certifications ne sont pas purement administratives : elles sont vérifiées par des audits trimestriels menés par TÜV SÜD et Bureau Veritas, garantissant ainsi que les processus respectent en permanence les normes européennes et américaines. Pour les ingénieurs d'approvisionnement chargés d'évaluer les fournisseurs, ce portefeuille de certifications réduit le besoin de recourir à des audits approfondis par une deuxième partie, ce qui accélère le processus de qualification.
Une équipe technique expérimentée et la simulation par jumeau numérique
L'équipe technique cumule plus de 15 ans d'expérience dans la programmation 5 axes et l'optimisation des processus, avec une expertise spécifique dans les logiciels de FAO Siemens NX et Mastercam. Des post-processeurs personnalisés sont développés pour chaque configuration de machine afin de garantir des parcours d'outils sans collision et des conditions de coupe optimales. Pour les opérations multiaxiales complexes, l'ensemble du cycle d'usinage est simulé à l'aide du logiciel Vericut, ce qui permet de vérifier le dégagement des outils et les taux d'enlèvement de matière avant toute découpe du métal. Cette approche de jumeau numérique réduit le temps de configuration de 30 % en moyenne et élimine pratiquement tout rebut dû à des erreurs de programmation. Les ingénieurs suivent régulièrement des programmes de formation dans les centres technologiques DMG MORI et Mazak afin de se tenir informés des stratégies d'usinage en constante évolution.
Contrôle qualité interne et vérification des matériaux
Le contrôle qualité chez Leading Top Union va au-delà du contrôle dimensionnel et inclut la vérification des matériaux ainsi que la validation des procédés. Un laboratoire métallurgique interne, équipé de spectromètres, de duromètres et de machines d'essai de traction, vérifie la composition des matériaux et leurs propriétés mécaniques conformément aux normes ASTM E8 et ASTM E18. Pour les composants critiques, des essais non destructifs, notamment une inspection par ultrasons conformément à la norme ASTM E2375 et une inspection par ressuage conformément à la norme ASTM E1417, sont effectués. Tous les résultats d'inspection sont consignés dans des rapports détaillés qui satisfont aux exigences de traçabilité des systèmes qualité AS9100D et ISO 9001:2015. Cette infrastructure qualité complète donne aux clients l'assurance de l'intégrité des composants pour les applications critiques.
Chaîne d'approvisionnement mondiale et soutien logistique
Nos capacités en matière de chaîne d'approvisionnement et de logistique sont conçues pour soutenir la réalisation de projets à l'échelle mondiale. Nous maintenons un stock stratégique de matériaux couramment utilisés, notamment l'acier inoxydable 316L, l'acier allié 4140 et l'aluminium 6061-T6, ce qui permet de réduire les délais d'approvisionnement de 2 à 3 semaines. Pour les commandes à l'exportation, nous nous chargeons de l'ensemble des formalités administratives, y compris les certificats d'origine, les rapports d'essais des matériaux et le dédouanement. Notre implantation à Suzhou, en Chine, offre un accès direct au port de Shanghai et aux hubs internationaux de fret aérien, permettant une livraison porte-à-porte vers l'Europe, l'Amérique du Nord et le Moyen-Orient en 10 à 14 jours pour le fret aérien ou en 30 à 45 jours pour le fret maritime. Des options Incoterms, notamment FOB Shanghai, CIF dans les principaux ports et DDP pour les comptes éligibles, sont proposées.
Rentabilité et transparence des tarifs
La rentabilité de l'usinage 5 axes est obtenue grâce à des stratégies de parcours d'outils optimisées et à la réduction des opérations secondaires. L'approche en un seul serrage élimine le recours à des montages coûteux et aux multiples transferts entre machines, ce qui réduit le coût unitaire de 15 à 25 % par rapport aux méthodes conventionnelles à 3 axes pour les géométries complexes. Une tarification transparente, accompagnée d'une ventilation détaillée des coûts de matériaux, du temps d'usinage et des frais d'inspection, est fournie, permettant ainsi aux équipes d'approvisionnement de budgétiser leurs projets avec précision. Pour les séries de production dépassant 100 unités, des remises sur volume et des programmes de stock en consignation sont proposés afin de réduire les besoins en fonds de roulement. L'équipe de gestion de projet fournit des rapports d'avancement hebdomadaires et un suivi en temps réel de l'état de la production via un portail client en ligne, garantissant une visibilité totale tout au long du cycle de fabrication.