Présentation du produit
L'usinage CNC de l'acier inoxydable chez Leading Top Union permet de produire des composants de précision destinés à des environnements exigeants où la résistance à la corrosion et la résistance mécanique sont indispensables. L'usine de Suzhou utilise des tours CNC 5 axes et multitâches capables de respecter des tolérances de position de ±0,02 mm sur des géométries complexes. Toutes les nuances austénitiques standard sont usinées, notamment les nuances 304, 304L, 316, 316L, 321 et 347, ainsi que les nuances duplex 2205, 2507 et S31803, sans oublier les nuances à durcissement par précipitation 17-4PH (630) et 15-5PH (XM-12).
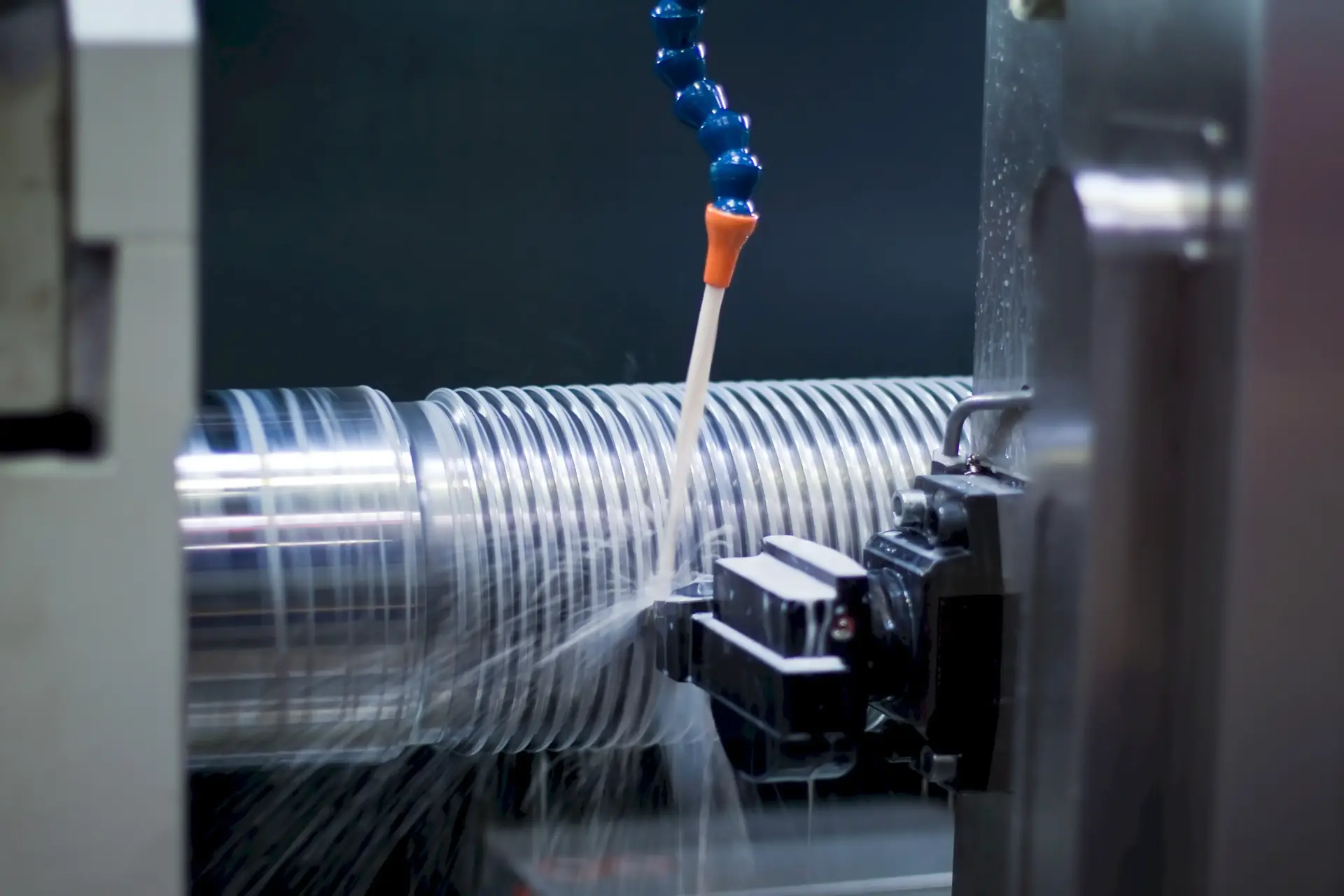
Chaque matériau nécessite des paramètres d'usinage spécifiques pour éviter l'écrouissage, en particulier pour l'acier 316L et les alliages duplex, où l'optimisation des avances et des vitesses de rotation est essentielle pour préserver l'intégrité de la surface et la durée de vie de l'outil. L'équipe d'ingénierie des procédés calcule les charges de copeaux et les vitesses de rotation de la broche conformément aux normes d'essai de durée de vie des outils ISO 3685, garantissant ainsi des taux d'enlèvement de matière constants sans générer de chaleur excessive. Pour l'usinage de cavités profondes — courant dans les corps de vannes et les carters de pompes —, l'outillage à refroidissement interne fournit une pression de 20 à 40 bars directement sur l'arête de coupe, évacuant les copeaux et stabilisant les conditions thermiques. Cette approche empêche l'écrouissage dans les nuances austénitiques et maintient la stabilité dimensionnelle dans les sections à parois minces jusqu'à 1,5 mm d'épaisseur. Les capacités de finition de surface vont de Ra 0,8 μm pour un usage industriel général à Ra 0,4 μm pour les applications de qualité alimentaire, l'électropolissage permettant d'atteindre Ra 0,2 μm pour les composants pharmaceutiques et semi-conducteurs nécessitant des surfaces ultra-lisses et antiadhésives.
Les traitements post-usinage comprennent une passivation selon la norme ASTM A967 (méthode à l'acide citrique) visant à éliminer le fer libre et à favoriser la formation d'une couche d'oxyde de chrome, ce qui est essentiel pour les composants en acier 304L et 316L exposés à des environnements chlorés. Pour les assemblages nécessitant à la fois un usinage et un soudage, ces opérations sont intégrées dans le cadre de processus certifiés ISO 3834-2, avec une préparation des soudures sur les surfaces usinées avant le soudage TIG ou MIG selon les normes EN 1090-2 EXC3. Cette combinaison est essentielle pour les collecteurs complexes, les échangeurs de chaleur et les composants sous pression où des joints étanches et un alignement précis des orifices sont requis. Le système qualité comprend un contrôle dimensionnel à 100 % des caractéristiques critiques à l'aide d'une machine à mesurer tridimensionnelle (CMM) avec étalonnage traçable selon la norme ISO 10360-2, l'incertitude de mesure étant maintenue en dessous de ±0,001 mm conformément aux protocoles de vérification de la CMM. Pour les formes de filetage, un contrôle complet selon la norme ASME B1.20.1 pour le NPT et ISO 228/1 pour le BSPP est effectué à l'aide de jauges à emboîtement « Go/No-Go » étalonnées selon des normes traçables NIST, garantissant une étanchéité sans fuite dans les circuits hydrauliques et pneumatiques. De plus, pour les composants nécessitant une intégrité sous pression, des essais hydrostatiques selon la norme ASME B16.5 sont effectués à 1,5 fois la pression de conception, avec des temps de maintien d'au moins 10 minutes afin de vérifier l'absence de fuite détectable.
Applications et secteurs d'activité
Dans les activités en amont et en aval du secteur pétrolier et gazier, les composants en acier inoxydable usinés par CNC doivent résister à des conditions d'exploitation acides, conformément aux normes NACE MR0175/ISO 15156. Les inserts de étranglement, les tiges de soupape et les collecteurs d'instruments sont fabriqués en 316L et 17-4PH H1150, avec une dureté contrôlée entre 28 et 33 HRC pour résister à la fissuration sous contrainte due aux sulfures. Ces pièces présentent souvent des alésages internes avec des tolérances de ±0,02 mm et des finitions de surface de Ra 0,4 μm afin d'empêcher le piégeage de particules dans les voies d'écoulement à haute pression. Pour les composants d'arbres sous-marins fonctionnant à des profondeurs supérieures à 3 000 mètres, l'acier duplex 2507 est usiné selon les normes DNV-GL, avec des épaisseurs de paroi pouvant atteindre 50 mm et des formes de filetage conformes à l'API 5B nécessitant un contrôle complet du filetage avec une tolérance de diamètre primitif de ±0,005 pouce. Pour les équipements de tête de puits, la traçabilité des matériaux selon la norme ASTM A182 est assurée par les numéros de coulée et les certificats d'usine, tandis que les essais de résilience Charpy à entaille en V à -46 °C selon la norme ASTM A370 garantissent la ténacité dans les conditions de service arctiques.
Le secteur de l'éolien offshore s'appuie sur l'usinage de l'acier inoxydable pour la fabrication des systèmes hydrauliques de contrôle du pas et des composants d'entraînement de l'orientation. Des pièces en acier inoxydable 316L et duplex 2205, dont les diamètres varient de 50 mm à 600 mm, sont usinées avec une concentricité maintenue à moins de 0,05 mm pour les ensembles rotatifs exposés au brouillard salin et à des charges cycliques. Ces composants nécessitent souvent des surfaces électropolies à Ra 0,2 μm afin de minimiser l'encrassement biologique et la corrosion caverneuse dans les installations situées en zone d'éclaboussures. La capacité à combiner le tournage CNC avec le fraisage 5 axes permet la production de carters d'actionneurs de pas de pales complexes avec des passages d'huile intégrés, réduisant ainsi la complexité de l'assemblage et les risques de fuites dans les systèmes de nacelle conçus pour une durée de vie de plus de 20 ans. Pour les composants de boîtes de vitesses, les cannelures conformes à la norme DIN 5480 sont usinées avec une tolérance de profil de 0,02 mm et une dureté de surface de 30 à 35 HRC grâce à un écrouissage contrôlé pendant l'usinage, ce qui élimine le besoin d'un traitement thermique secondaire dans de nombreuses applications. Les essais de fatigue selon la norme ISO 12107 sur des lots d'échantillons confirment des limites d'endurance supérieures à 10^7 cycles sous des charges de flexion alternées de 200 MPa, validant ainsi la durée de vie nominale pour les installations offshore.
Pour les applications pétrochimiques et de production d'énergie, les nuances stabilisées 321 et 347 sont usinées pour une utilisation à haute température pouvant atteindre 800 °C dans les composants de fours et les plaques tubulaires d'échangeurs de chaleur. Des centres de perçage à commande numérique produisent des trous de tubes avec une tolérance de diamètre de ±0,05 mm et une précision d'espacement entre les centres de 0,1 mm, caractéristiques essentielles pour prévenir les défaillances des joints entre les tubes et la plaque tubulaire dans les reformeurs d'hydrogène et les chaudières à récupération de chaleur. Dans les secteurs pharmaceutique et agroalimentaire, les raccords et corps de vannes en 316L sont fabriqués avec des finitions de surface de 0,4 μm Ra à la sortie de l'usinage, suivies d'une passivation à l'acide citrique selon la norme ASTM A967 afin de satisfaire aux exigences de la norme FDA 21 CFR 177.2600. Ces pièces comprennent des raccords Tri-Clamp usinés selon les normes ASME BPE, dont la rugosité de surface est vérifiée par profilomètre sur chaque lot. Pour les applications cryogéniques jusqu'à -196 °C, les composants en 304L sont usinés avec une taille de grain contrôlée selon la norme ASTM E112 (ASTM 7 ou plus fine) afin de maintenir la résistance aux chocs, et les tests d'étanchéité selon la norme ASTM E493 sont effectués par spectrométrie de masse à l'hélium avec un taux de fuite maximal admissible de 1×10⁻⁹ mbar·L/s. Dans la fabrication de semi-conducteurs, les composants de chambre à vide en 316L sont usinés avec des finitions Ra 0,1 μm et électropolissés pour éliminer 0,005 mm de matière en surface, le nombre de particules étant vérifié selon les normes SEMI F27 afin de garantir moins de 10 particules de plus de 0,1 μm par centimètre carré.
Pourquoi choisir Leading Top Union pour l'usinage CNC de l'acier inoxydable
Leading Top Union combine la certification de soudage ISO 3834-2 avec les normes de soudage de structures AWS D1.1 et les classes d'exécution EN 1090-2 EXC3, ce qui permet de fournir des assemblages soudés conformes aux normes européennes et américaines les plus strictes. Le centre d'usinage CNC est équipé de plus de 40 machines multiaxes, notamment des plateformes DMG MORI et Mazak, offrant une capacité pour des pièces de 10 mm à 2 000 mm de longueur avec des vitesses de broche pouvant atteindre 20 000 tr/min. Pour les nuances duplex et PH, des bibliothèques d'outils dédiées avec des plaquettes en carbure revêtues pour les alliages à haute température sont entretenues, ce qui réduit les temps de cycle de 15 à 25 % par rapport aux outils à usage général tout en maintenant des tolérances de ±0,02 mm sur les caractéristiques critiques. La surveillance de l'usure des outils selon la norme ISO 8688-2 garantit le remplacement des plaquettes dès une usure de flanc de 0,3 mm, ce qui empêche la dégradation de la surface et maintient une qualité constante des pièces sur des séries de production de plus de 10 000 pièces.
Le système de gestion de la qualité comprend une surveillance SPC en temps réel des dimensions critiques, avec des rapports d'inspection CMM fournis conformément aux exigences de gestion des mesures de la norme ISO 10012. Pour la passivation, une ligne dédiée fonctionne avec une concentration d'acide citrique contrôlée entre 4 et 10 % en poids à une température comprise entre 49 et 60 °C, conformément à la norme ASTM A967, suivie d'un test au sulfate de cuivre pour vérifier l'élimination du fer libre. L'électropolissage est réalisé en interne à l'aide de formulations d'électrolytes exclusives qui réduisent la rugosité Ra de 0,4 μm à 0,2 μm tout en enlevant 0,005 à 0,010 mm de matière en surface afin d'éliminer les microfissures et les contaminants incrustés. Cette double capacité — usinage et finition de surface — réduit la complexité de la chaîne d'approvisionnement pour les entreprises d'EPC nécessitant des composants certifiés pour des applications critiques. Pour les applications à haute intégrité, une inspection par ultrasons conforme à la norme ASTM E213 est effectuée sur les surfaces usinées afin de détecter les défauts sous-jacents jusqu'à 0,5 mm de diamètre, les critères de rejet étant fixés à toute indication dépassant 10 % de l'épaisseur de la paroi. Tous les équipements d'inspection sont étalonnés selon la norme ISO 17025 par des laboratoires accrédités, avec des intervalles d'étalonnage de 12 mois pour les MMT et de 6 mois pour les outils manuels, garantissant ainsi la traçabilité par rapport aux normes internationales.
Nous prenons en charge tous les stades, du prototype à la production en série, avec des délais de livraison habituels de 4 à 6 semaines pour les premiers articles et de 2 à 3 semaines pour les commandes récurrentes dans le cadre de programmes établis. L'équipe d'ingénierie fournit des commentaires sur la conception pour la fabrication (DFM) dans les 48 heures suivant la réception des modèles 3D, en optimisant l'épaisseur des parois, les rayons et la profondeur des filets pour garantir l'usinabilité de l'acier inoxydable. Pour les assemblages complexes nécessitant à la fois un usinage et un soudage, une analyse de déformation basée sur la méthode des éléments finis (FEA) est réalisée afin de prévoir et de compenser le retrait de soudure, garantissant ainsi que les dimensions finales respectent les tolérances de dessin sans usinage secondaire. Pour la production en grande série, un contrôle automatisé en cours de fabrication à l'aide de systèmes de palpage Renishaw ajuste les décalages d'outils en temps réel, maintenant des valeurs Cpk supérieures à 1,67 pour les caractéristiques critiques. Après l'usinage, les pièces sont nettoyées à l'aide de systèmes à ultrasons aqueux avec de l'eau déionisée à 60 °C et séchées dans de l'air filtré par un filtre HEPA, ce qui permet d'atteindre des niveaux de propreté conformes à la norme ISO 4406 Classe 14/11/8 pour les composants de systèmes hydrauliques. Contactez l'équipe commerciale technique à l'adresse sales@leadingtopunion.com ou au +86-512-xxxx-xxxx pour discuter de vos besoins en usinage CNC de l'acier inoxydable avec un fabricant certifié ISO 3834-2, EN 1090-2 EXC3 et AWS D1.1.