Présentation du produit
L'usinage CNC de la fonte chez Leading Top Union offre des tolérances de précision de ±0,03 mm sur la fonte grise (GG20, GG25, GG30 selon EN-GJL-250), la fonte ductile (GGG40, GGG50, GGG60, GGG70 selon EN-GJS) et la fonte à graphite compacté (CGI, nuances GJV-300, GJV-400, GJV-500). L'usine de Suzhou traite des pièces moulées brutes pouvant peser jusqu'à 20 000 kg, effectuant l'usinage de dégrossissage et de finition sur des composants destinés aux vannes pétrolières et gazières, aux carters d'éoliennes offshore et aux équipements miniers. Une coordination directe avec les fonderies permet de gérer les défauts de moulage tels que la porosité, les inclusions et les points durs avant le début de l'usinage, garantissant ainsi le respect constant des objectifs de stabilité dimensionnelle et de finition de surface de Ra 1,6 à 6,3 μm.
Paramètres d'usinage spécifiques aux matériaux
Le processus d'usinage CNC de la fonte commence par une inspection minutieuse de la géométrie telle que moulée à l'aide d'un équipement de métrologie par coordonnées (CMM), avec établissement de rapports de tolérances géométriques (GD&T) conformément à la norme ASME Y14.5-2018. Pour les nuances de fonte grise telles que la GG25 (EN-GJL-250), la capacité d'amortissement inhérente au matériau et son indice d'usinabilité compris entre 0,8 et 1,2 par rapport à l'acier sont pris en compte, et des outils en carbure sont sélectionnés avec des angles de coupe spécifiques afin de minimiser l'accumulation de copeaux sur les arêtes. Les nuances de fonte ductile telles que la GGG50 (EN-GJS-500-7) nécessitent une attention particulière à la nodularité supérieure à 80 % afin d'éviter le vibratio de l'outil lors des opérations à grande vitesse, tandis que les nuances CGI comme la GJV-400 exigent des paramètres de coupe spécialisés en raison de leur résistance à la traction supérieure de 30 % par rapport à la fonte grise conventionnelle.
Usinage à grande vitesse et contrôle thermique
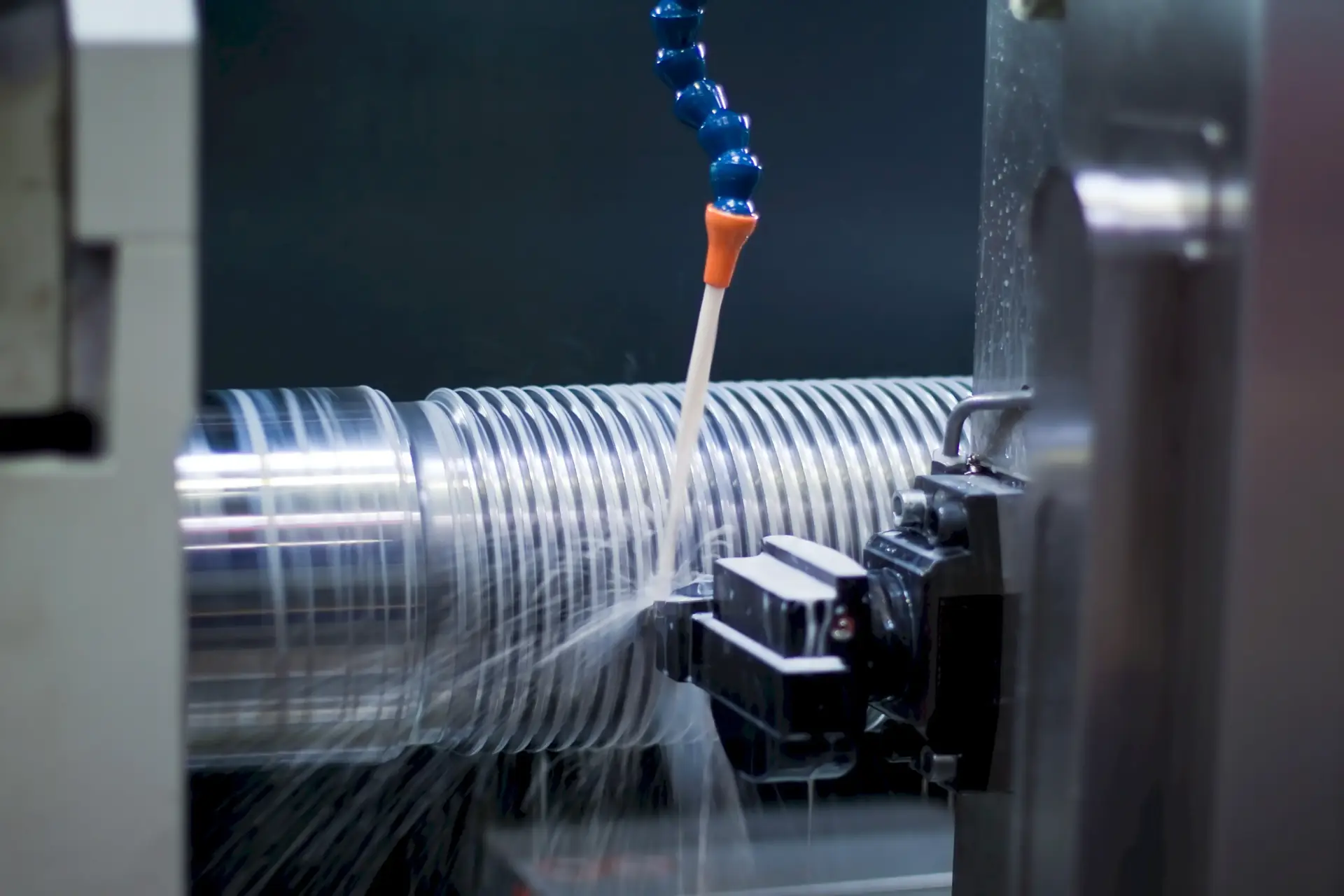
Des centres d'usinage multiaxes, dotés de broches pouvant atteindre 12 000 tr/min et de vitesses d'avance adaptées au caractère abrasif de la fonte, sont utilisés pour obtenir des états de surface aussi fins que Ra 1,6 μm sur les surfaces d'étanchéité critiques. Pour les pièces moulées de grande taille dépassant 5 000 kg, on utilise des machines CNC de type portique avec des zones de travail de 4 mètres sur 2 mètres, qui maintiennent la stabilité thermique grâce à des systèmes de refroidissement contrôlant l'évacuation des copeaux et empêchant la déformation des pièces. Des cycles de traitement thermique de détente à des températures comprises entre 540 °C et 600 °C sont prévus pour les composants complexes en fonte ductile, ce qui réduit les contraintes résiduelles issues de la coulée et garantit une précision dimensionnelle à long terme à des températures de fonctionnement pouvant atteindre 350 °C dans les applications pétrochimiques.
Contrôle qualité en cours de fabrication
Le contrôle qualité intègre un palpage en cours de fabrication à l'aide de palpeurs d'inspection Renishaw afin de vérifier les caractéristiques critiques telles que les diamètres d'alésage, les faces de bride et les gabarits de trous de boulons, avec des tolérances de ±0,03 mm. Tous les paramètres d'usinage sont documentés, y compris les vitesses de coupe de 80 à 150 m/min pour la fonte grise et de 60 à 120 m/min pour la fonte ductile, avec une profondeur de coupe limitée à 3 mm par passe afin d'éviter tout dommage sous la surface. L'inspection finale comprend des rapports de MMT avec une analyse GD&T complète, des mesures de rugosité de surface à l'aide de profilomètres et des essais de dureté selon la norme ASTM E10 afin de confirmer que les valeurs Brinell se situent dans les plages spécifiées pour chaque nuance, telles que 180-240 HB pour le GG25 et 200-260 HB pour le GGG50.
Applications et secteurs d'activité
Dans le secteur pétrolier et gazier, l'usinage CNC de la fonte permet de fabriquer des corps de vannes, des carters de pompes et des composants de compresseurs à partir de nuances de fonte ductile telles que GGG60 et GGG70, qui offrent respectivement des limites d'élasticité de 370 MPa et 420 MPa. Ces pièces sont utilisées dans des applications conformes aux normes API 6D et API 600, qui exigent des surfaces d'étanchéité usinées à Ra 1,6 μm et des tolérances de planéité de 0,05 mm par mètre afin d'éviter les émissions fugitives. Des corps de vannes à guillotine pesant jusqu'à 8 000 kg destinés à des collecteurs sous-marins sont usinés, avec des diamètres d'alésage allant de 50 mm à 600 mm, tous vérifiés par inspection CMM conformément aux classifications de pression et de température de la norme ASME B16.34.
Usinage de composants pour l'éolien offshore
Dans le domaine de l'éolien offshore, les composants en fonte grise (GG30) et en fonte à graphite sphéroïdal (CGI, GJV-500) sont usinés pour former les carters de réducteurs de turbines et les supports de paliers principaux, où la résistance à la fatigue sous des charges cycliques est essentielle. Ces pièces moulées, dont le poids dépasse souvent 10 000 kg, nécessitent un usinage de précision des interfaces de montage avec une tolérance de ±0,05 mm afin de s'aligner avec les systèmes d'engrenages planétaires conçus pour des turbines de 5 à 15 MW. Les galeries d'huile et les canaux de refroidissement sont usinés avec des finitions de surface de Ra 3,2 μm, puis soumis à des essais non destructifs conformément à la norme DNV-GL-ST-0361 afin de détecter toute microfissure induite lors des opérations d'ébauche.
Durabilité dans les secteurs de l'exploitation minière et du traitement des minéraux
L'exploitation minière et le traitement des minéraux s'appuient sur des composants en fonte usinés pour la fabrication de corps de pompes à boues, de châssis de concasseurs et de revêtements de broyeurs, réalisés à partir de nuances de fonte grise résistantes à l'usure telles que la GG25, dont la dureté est comprise entre 190 et 220 HB. Ces pièces sont soumises à des boues abrasives contenant des particules pouvant atteindre 50 mm et à des pressions de service de 1,5 MPa, ce qui nécessite des alésages de roue et des profils de volute usinés avec des tolérances de ±0,1 mm. Les composants destinés aux broyeurs à boulets d'un diamètre pouvant atteindre 3 mètres sont usinés de manière à garantir une concentricité des paliers de tourillon de 0,08 mm par mètre, afin de réduire les vibrations et de prolonger la durée de vie des paliers en fonctionnement continu 24 heures sur 24, 7 jours sur 7.
Production d'électricité et pétrochimie de précision
Les applications dans le domaine de la production d'électricité comprennent l'usinage de segments de carter de turbine en fonte ductile (GGG40) et de diffuseurs d'échappement pour des turbines à gaz d'une puissance nominale comprise entre 50 MW et 200 MW. Ces composants exigent des caractéristiques de dilatation thermique maîtrisées, les faces d'assemblage usinées devant présenter une planéité de 0,03 mm par 300 mm afin d'éviter toute fuite de gaz chauds à des températures de fonctionnement de 400 °C. Des blocs-cylindres et des culasses en fonte grise destinés à de grands générateurs diesel sont également produits, avec des tolérances d'alésage de H7 (0 à +0,025 mm pour un diamètre de 100 mm) et des finitions de surface de Ra 0,8 μm afin de garantir la rétention du film d'huile et l'intégrité de l'étanchéité des segments.
Dans le secteur pétrochimique, l'usinage CNC permet de fabriquer des arbres d'agitateurs de réacteurs et des moyeux de mélangeurs en fonte ductile (GGG50) qui résistent à la corrosion dans des environnements chimiques où le pH varie entre 4 et 10. Ces composants, pouvant peser jusqu'à 5 000 kg, nécessitent un usinage de rainures de clavette selon les tolérances de la norme DIN 6885 et un fraisage de filetages conforme à la norme ISO 965-1 pour leur assemblage à l'aide de fixations en acier inoxydable. Les raccords à bride conformes à la norme ASME B16.47 sont usinés pour des systèmes de tuyauterie fonctionnant à 2,5 MPa, avec des surfaces à face surélevée finies à Ra 1,6 μm afin de garantir une étanchéité parfaite sous des cycles thermiques allant de -20 °C à 250 °C.
Pourquoi choisir Leading Top Union pour l'usinage CNC de la fonte
Leading Top Union combine la certification de soudage ISO 3834-2 avec les normes EN 1090-2 EXC3 et AWS D1.1, mais ses capacités d'usinage CNC de la fonte vont au-delà du soudage pour couvrir l'ensemble du traitement mécanique des pièces moulées brutes. L'ensemble de la chaîne d'approvisionnement, de la conception des modèles à la coordination avec la fonderie en passant par l'usinage final, est géré de bout en bout, ce qui réduit les délais de livraison de 15 % à 20 % par rapport au recours à des fournisseurs distincts. Les ingénieurs examinent les plans de moulage pour détecter les problèmes d'usinabilité, tels que les points durs dus aux zones de refroidissement ou la porosité près des surfaces d'étanchéité critiques, et recommandent des modifications de conception afin d'éviter les rebuts avant le début de la production.
Capacités des installations et infrastructure d'outillage
L'usine de Suzhou fonctionne 24 heures sur 24, 7 jours sur 7, avec 30 centres d'usinage CNC, dont des machines à cinq axes capables de traiter des géométries complexes sur des pièces moulées pesant jusqu'à 20 000 kg. Un stock d'outils spécifiques à la fonte est maintenu, comprenant des plaquettes en CBN pour la finition de la fonte ductile et des plaquettes en carbure revêtu pour l'ébauche de la fonte grise, permettant d'atteindre une durée de vie de 45 à 60 minutes par arête avec les paramètres de coupe recommandés. Chaque machine est équipée de convoyeurs à copeaux et de systèmes d'extraction des brouillards afin de traiter la poussière de graphite abrasive provenant de la fonte grise, garantissant ainsi une qualité de surface constante et la sécurité des opérateurs lors de longues séries de production.
Inspection et documentation complètes
Une documentation d'inspection complète est fournie avec chaque commande, comprenant des rapports de MMT avec analyse GD&T conformément à la norme ASME Y14.5-2018, des profils de rugosité de surface et des certificats de matériaux attestant la composition chimique et les propriétés mécaniques, conformément à la norme EN 1561 pour la fonte grise et à la norme EN 1563 pour la fonte ductile. Le système de gestion de la qualité comprend une inspection du premier article (FAI) pour les nouvelles conceptions de pièces moulées, avec des rapports dimensionnels indiquant des écarts de ±0,03 mm sur les caractéristiques critiques. Pour les pièces moulées de grande taille, des contrôles dimensionnels en cours de fabrication sont effectués aux étapes d'ébauche, de semi-finition et de finition afin de détecter précocement les effets de la déformation thermique ou de l'usure des outils.
Assistance technique et logistique internationale
L'équipe d'ingénieurs accompagne les entreprises EPC internationales en réalisant des analyses de conception pour la fabrication (DFM), et en recommandant des structures de référence et des chaînes de tolérances optimales afin de minimiser les coûts d'usinage tout en respectant les exigences fonctionnelles. Elle s'appuie sur son expérience dans l'usinage de pièces moulées dont l'épaisseur de paroi varie de 10 mm à 200 mm, en ajustant les vitesses d'avance et les pressions de liquide de refroidissement pour éviter les vibrations dans les sections minces et garantir la dissipation thermique dans les sections épaisses. Pour les composants en fonte ductile nécessitant une étanchéité à la pression, des essais hydrostatiques jusqu'à 10 MPa et des essais de fuite à l'hélium conformes à la norme ISO 20485 sont proposés afin de vérifier l'intégrité des joints après usinage.
Les pièces en fonte usinées sont expédiées à des clients en Europe, en Amérique du Nord et au Moyen-Orient, dans des emballages conçus pour prévenir la corrosion pendant le transport, comprenant notamment du papier VCI et des sachets déshydratants pour le fret maritime. L'équipe logistique coordonne ses efforts avec les transitaires afin de respecter les délais des projets, et propose une livraison accélérée pour les remplacements d'urgence dans un délai de 10 à 14 jours ouvrables. Grâce à des certifications telles que ISO 3834-2 et EN 1090-2, les exigences de qualité des principaux entrepreneurs EPC dans les secteurs du pétrole et du gaz, de l'éolien offshore et de la production d'électricité sont satisfaites, offrant ainsi une source unique pour l'usinage CNC de la fonte, du prototype aux volumes de production.