Descripción general del producto
El mecanizado CNC de piezas de gran tamaño, con componentes de hasta 12 metros de longitud, exige máquinas herramienta con una rigidez estructural y una estabilidad térmica excepcionales. Las mandrinadoras de suelo y los centros de mecanizado de pórtico están diseñados específicamente para piezas de gran tamaño, en las que es imprescindible mantener la precisión dimensional a lo largo de ejes de gran envergadura. El recorrido de 12 000 mm del eje X en nuestras mandrinadoras de suelo, combinado con un husillo de 75 kW, permite el mecanizado en una sola configuración de ejes de turbina, secciones de recipientes a presión y nudos estructurales marinos. Esto elimina los errores acumulativos introducidos por el reposicionamiento o las transferencias entre varias máquinas, que suelen añadir entre 0,02 mm y 0,05 mm por reubicación en configuraciones convencionales.
Compensación de la dilatación térmica en luces largas
La compensación de la dilatación térmica es un factor crítico en el mecanizado de aleaciones ferrosas en longitudes superiores a 12 metros. Un sistema de medición durante el proceso utiliza escalas lineales con una resolución de 0,1 µm y retroalimentación de temperatura en tiempo real procedente de sensores integrados en la bancada de la máquina y en la carcasa del husillo. Cuando la temperatura ambiente fluctúa en ±5 °C durante un ciclo de mecanizado de 12 horas, el sistema de control ajusta automáticamente las compensaciones de la herramienta para mantener una precisión posicional de ±0,05 mm a lo largo de los 12 000 mm de longitud. Esta capacidad se ha validado según los procedimientos de ensayo de la norma ISO 230-2:2014 para la precisión de posicionamiento y la repetibilidad, lo que garantiza el cumplimiento de los requisitos de tolerancia de las normas de dimensionamiento geométrico y tolerancias ASME Y14.5-2018.
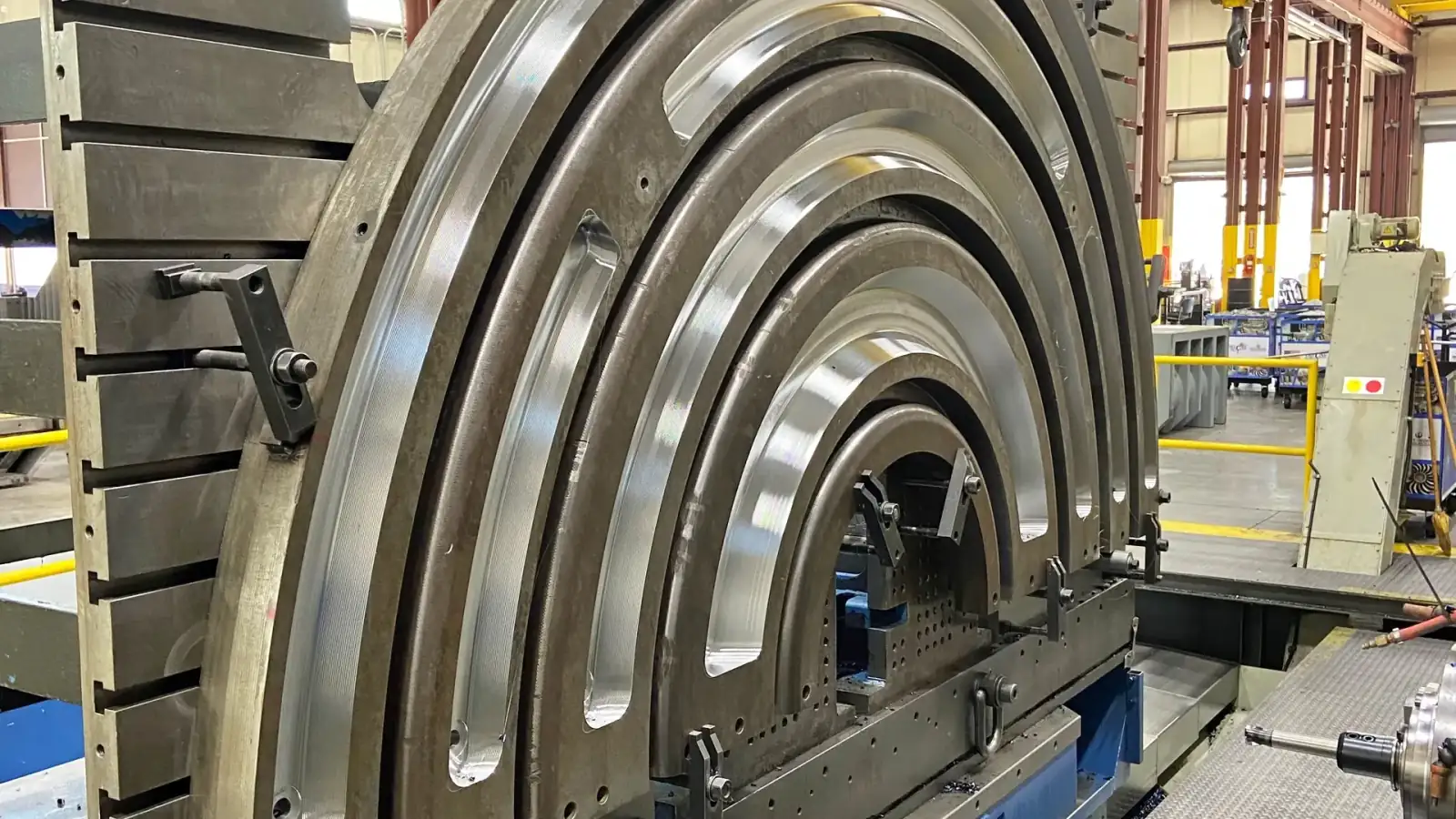
Mesas de trabajo de alta resistencia y capacidades de acabado de superficies
La mesa de trabajo de alta resistencia de nuestras máquinas de pórtico soporta piezas de hasta 50 000 kg, con un área de trabajo de 6000 mm × 3000 mm × 2000 mm. La estructura de la mesa está fabricada en hierro fundido de alta amortiguación con refuerzos acanalados para minimizar las vibraciones durante el desbaste intensivo. En el caso de una pieza soldada de acero típica de 30 toneladas, se consiguen acabados superficiales de Ra 1,6 µm en las caras fresadas y de Ra 0,8 µm en los orificios taladrados utilizando plaquitas de carburo a velocidades de corte de 120-180 m/min. La altura del eje Z de 2.000 mm permite trabajar con componentes altos, como álabes guía de turbinas hidroeléctricas o carcasas de trituradoras mineras, mientras que la anchura del eje Y de 3.000 mm permite el mecanizado simultáneo de múltiples piezas más pequeñas en una sola placa de sujeción.
Mecanizado in situ de componentes de grandes dimensiones
Los servicios de mecanizado in situ complementan las capacidades internas para aquellos componentes que no pueden transportarse a las instalaciones de Suzhou. Los equipos de servicio de campo utilizan barras de mandrinado portátiles, máquinas rectificadoras de bridas y cabezales de fresado con sistemas de alineación láser que alcanzan una precisión de ±0,10 mm en diámetros de hasta 6 metros. Esto resulta especialmente relevante para los equipos de generación de energía, en los que las carcasas de las turbinas o los bastidores de los generadores superan los límites de transporte por carretera de 4,5 metros de ancho en muchas jurisdicciones. Se han completado proyectos de mecanizado in situ para líneas de división de turbinas de vapor en centrales térmicas de carbón de la provincia de Shandong, logrando una planitud de 0,03 mm por metro según los requisitos de la norma ISO 1101:2017.
Aplicaciones e industrias
En el sector del petróleo y el gas, el mecanizado CNC de grandes piezas es esencial para la fabricación de bloques de colectores submarinos, conjuntos de preventores de reventones y cuerpos de válvulas para tuberías. Un bloque de colector submarino típico de 8 metros, mecanizado a partir de acero forjado ASTM A694 F65, requiere un mandrinado de precisión de orificios de flujo con un diámetro nominal de 12 pulgadas y una concentricidad de 0,10 mm en toda su longitud. Las fresadoras de mandrinar de suelo logran esto utilizando barras de mandrinar de un solo punto con insertos de CBN a una velocidad de 80-100 m/min, manteniendo un acabado superficial de Ra 0,4 µm para evitar la erosión en aplicaciones con gas a alta presión. Estos componentes deben cumplir los requisitos de la norma NACE MR0175/ISO 15156 para servicio en entornos ácidos, y los procesos de mecanizado se documentan con trazabilidad completa de los números de lote de los materiales y los informes de inspección.
Mecanizado estructural para la energía eólica marina
Las estructuras de energía eólica marina requieren un mecanizado a gran escala de piezas de transición, bridas de monopilotes y secciones de torre. Una brida de monopilote de 6 metros de diámetro, mecanizada en acero S355NL según la norma EN 10025-3, requiere un rectificado de la superficie de apoyo con una planitud de 0,15 mm para garantizar una distribución adecuada de la carga durante el funcionamiento de la turbina. Las máquinas de pórtico con un recorrido del eje Y de 6 metros pueden mecanizar estas bridas en una sola pasada, lo que elimina la necesidad de mecanizado posterior a la soldadura tras el montaje. En el caso de los nudos de cimientos de jacket, las complejas preparaciones de soldadura se mecanizan con ángulos de bisel de 30° a 45° según el código de soldadura estructural AWS D1.1/D1.1M:2020, logrando tolerancias dimensionales de ±1 mm en los perfiles de intersección entre tirantes y cordones.
Precisión en minería y generación de energía
Los equipos de minería y procesamiento de minerales, como las carcasas de molinos, los ejes principales de las trituradoras giratorias y los tambores de transmisión de las cintas transportadoras, requieren una gran eliminación de material sin perder precisión geométrica. Una carcasa de molino de 10 metros mecanizada a partir de chapa de acero al carbono ASTM A516 Grado 70 suele requerir la eliminación de entre 15 y 20 mm de material de las caras de las bridas para lograr un paralelismo de 0,10 mm a lo largo del diámetro. El husillo de 75 kW con un par de 1200 Nm a 200 rpm permite pasadas de desbaste con una profundidad de corte de 8 mm en acero, lo que reduce los tiempos de ciclo en un 30 % en comparación con los centros de mecanizado convencionales. Se mantienen tolerancias de ±0,05 mm en los muñones de cojinetes críticos y de ±0,10 mm en los patrones de orificios para pernos, de acuerdo con las tolerancias generales de la norma ISO 2768-m.
Entre las aplicaciones en el sector de la generación de energía se incluyen el mecanizado de carcasas de turbinas de vapor, bastidores de turbinas de gas y rodetes de turbinas hidroeléctricas. Una carcasa interior de turbina de vapor de 9 metros, mecanizada a partir de acero fundido ASTM A356 Grado 9, requiere un mandrinado de precisión de múltiples orificios de admisión de vapor con tolerancias angulares de ±0,5° y una precisión posicional de ±0,10 mm. El sistema de medición durante el proceso compensa la dilatación térmica de la pieza fundida durante el mecanizado, que puede alcanzar los 0,3 mm en un ciclo de 12 horas cuando la temperatura ambiente aumenta de 15 °C a 30 °C. Para las cámaras de combustión de turbinas de gas mecanizadas a partir de Inconel 718, se utilizan insertos cerámicos a 250-300 m/min para lograr un acabado superficial de Ra 0,8 µm en las caras de sellado, de acuerdo con las normas ASME B46.1-2019.
Normas de construcción naval e ingeniería naval
La construcción naval y la ingeniería marina requieren el mecanizado de cuadernas de popa, ejes de timón y ejes de hélice de hasta 12 metros de longitud. Un eje de hélice de 10 metros mecanizado a partir de acero forjado ASTM A668 Clase D requiere una concentricidad de 0,05 mm entre los muñones de los cojinetes y la cara de la brida para evitar vibraciones a velocidades de funcionamiento de 120-150 rpm. Las fresadoras de bancada con recorrido del eje X de 12 metros pueden mecanizar todo el eje en una sola configuración, utilizando topes fijos a intervalos de 2 metros para evitar la flexión. Se consigue un acabado superficial de Ra 0,2 µm en las superficies de los muñones utilizando cabezales de rectificado de CBN, lo que cumple los requisitos de las normas DNV-GL para la clasificación de buques.
¿Por qué elegir Leading Top Union para el mecanizado CNC de piezas de gran tamaño (hasta 12 m)?
La certificación ISO 3834-2 para la gestión de la calidad de la soldadura se extiende al mecanizado de conjuntos soldados, lo que garantiza que la preparación de las soldaduras, el tratamiento térmico y el mecanizado final se coordinen bajo un único sistema de calidad. En el caso de una tapa de recipiente a presión típica de 40 toneladas mecanizada a partir de chapa SA-516 Gr. 70, el tratamiento térmico posterior a la soldadura se realiza a 620 °C ±10 °C según la norma ASME BPVC Sección VIII División 1, seguido del mecanizado de la superficie de sellado hasta una planitud de 0,08 mm. Este enfoque integrado reduce los plazos de entrega entre un 15 % y un 20 % en comparación con la subcontratación de la soldadura y el mecanizado a proveedores distintos, tal y como se documenta en los registros de proyectos de contratistas EPC del sector petroquímico.
Garantía de calidad integral y trazabilidad
Se mantiene un programa integral de control de calidad que incluye informes de inspección de primer artículo según la norma AS9102D para requisitos derivados del sector aeroespacial, incluso en el caso de componentes no aeroespaciales. Cada proyecto de mecanizado de piezas de gran tamaño cuenta con un plan de inspección dimensional que hace referencia a puntos de referencia y tolerancias específicos según la norma ISO 2768-1:1989 o a la GD&T definida por el cliente según la norma ASME Y14.5-2018. El equipo de inspección utiliza rastreadores láser con una precisión de 0,015 mm a distancias de 12 metros, brazos FARO para superficies complejas y medidores de espesor por ultrasonidos para la verificación del espesor de las paredes. Todos los datos de medición se archivan con el número de serie de la pieza para garantizar una trazabilidad completa, cumpliendo los requisitos de la norma NORSOK M-650 para equipos de petróleo y gas.
Certificación según normas europeas y ejecución de proyectos
La certificación EN 1090-2 EXC3 para estructuras de acero de clase de ejecución 3 garantiza que el mecanizado de los componentes estructurales destinados a la energía eólica marina y a la infraestructura de la construcción cumple con las normas europeas más exigentes en materia de fabricación. Esto incluye ensayos obligatorios de los procedimientos de soldadura, la cualificación de los soldadores según la norma EN ISO 9606-1 y ensayos no destructivos de las superficies mecanizadas mediante inspección por partículas magnéticas según la norma EN ISO 9934-1. En un proyecto reciente que incluía vigas de puente de acero de 12 metros para un proyecto de infraestructura europeo, los orificios para los pernos de las placas de empalme se mecanizaron con una precisión posicional de ±0,5 mm según los requisitos de la Tabla 18 de la norma EN 1090-2, superando la inspección de terceros realizada por TÜV SÜD sin no conformidades.
Horarios flexibles y rápida movilización
Se ofrece una planificación flexible para proyectos de mecanizado CNC de piezas de gran tamaño, con plazos de entrega habituales de entre 4 y 8 semanas para la producción del primer artículo y de entre 2 y 4 semanas para pedidos repetidos. El equipo de planificación de la producción coordina con los jefes de proyecto para sincronizar las secuencias de mecanizado con los calendarios de adquisición de materiales y de tratamiento térmico. Para el mantenimiento urgente de averías en centrales eléctricas u operaciones mineras, se pueden movilizar equipos de mecanizado in situ en un plazo de 48 horas, con equipos portátiles capaces de mecanizar bridas de hasta 3 metros de diámetro y taladrar orificios de hasta 500 mm de diámetro. Esta capacidad de respuesta ha convertido a Leading Top Union en un proveedor preferente para proyectos de mantenimiento, reparación y revisión (MRO) en las industrias petroquímica y cementera de todo el sudeste asiático y Oriente Medio.