Descripción general del producto
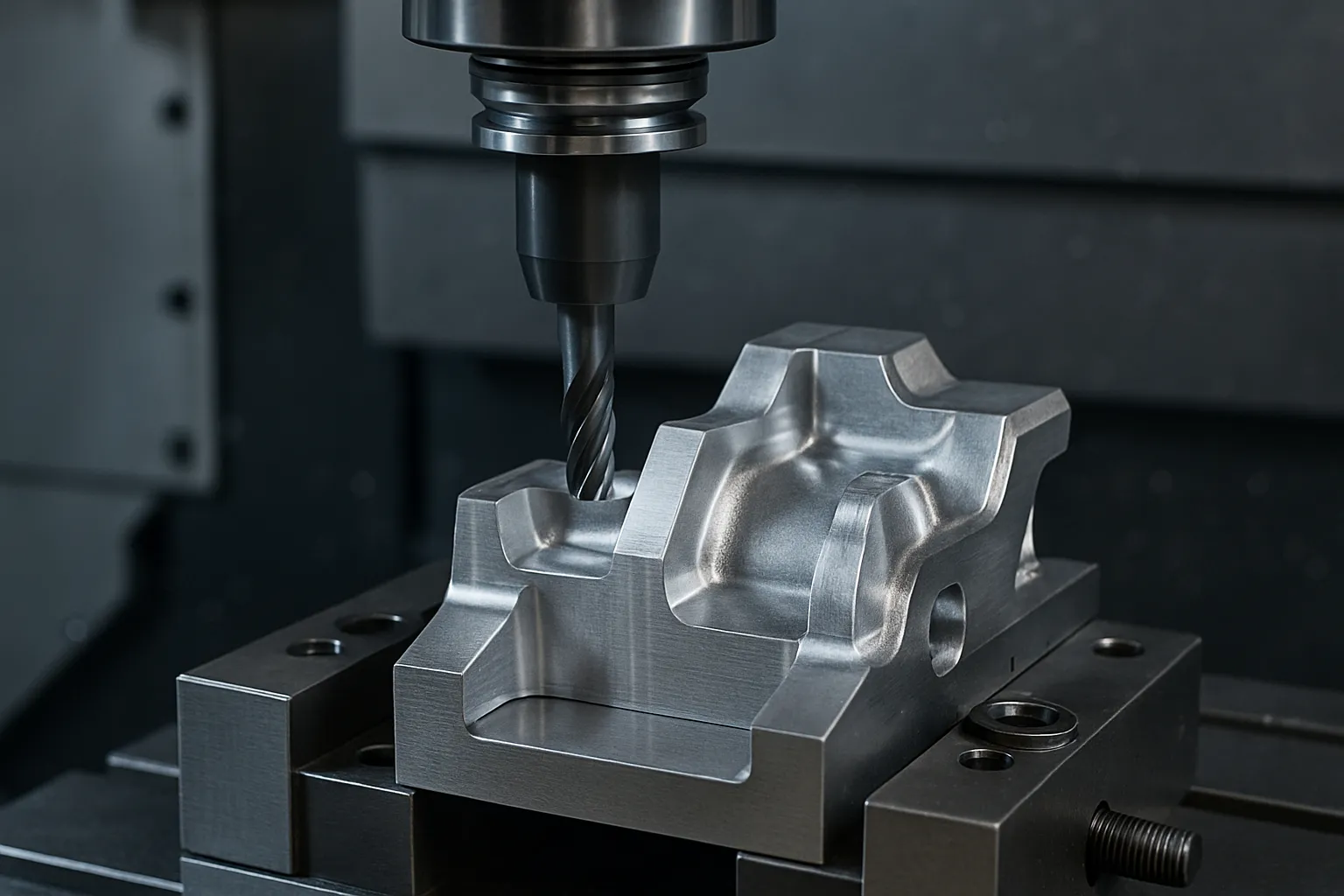
Los servicios de mandrinado y fresado CNC están diseñados para componentes industriales pesados que requieren una estabilidad dimensional y una repetibilidad extremas. Las fresadoras horizontales cuentan con un husillo de 200 mm de diámetro, lo que proporciona la rigidez necesaria para cortes interrumpidos en piezas de acero endurecido y hierro fundido. Esta configuración del husillo, combinada con una capacidad máxima de pieza de 30 000 kg en la mesa giratoria de 2000 × 2500 mm, permite el mecanizado en una sola configuración de grandes cuerpos de válvulas, carcasas de turbinas y cajas de engranajes. El recorrido X/Y/Z de 8000 / 3000 / 2000 mm permite trabajar con componentes de hasta 4 m × 8 m para operaciones de fresado frontal, mientras que la mesa giratoria integrada permite el mecanizado de las cuatro caras sin necesidad de reposicionamiento, lo que reduce los tiempos de ciclo hasta en un 40 % en comparación con los métodos convencionales.
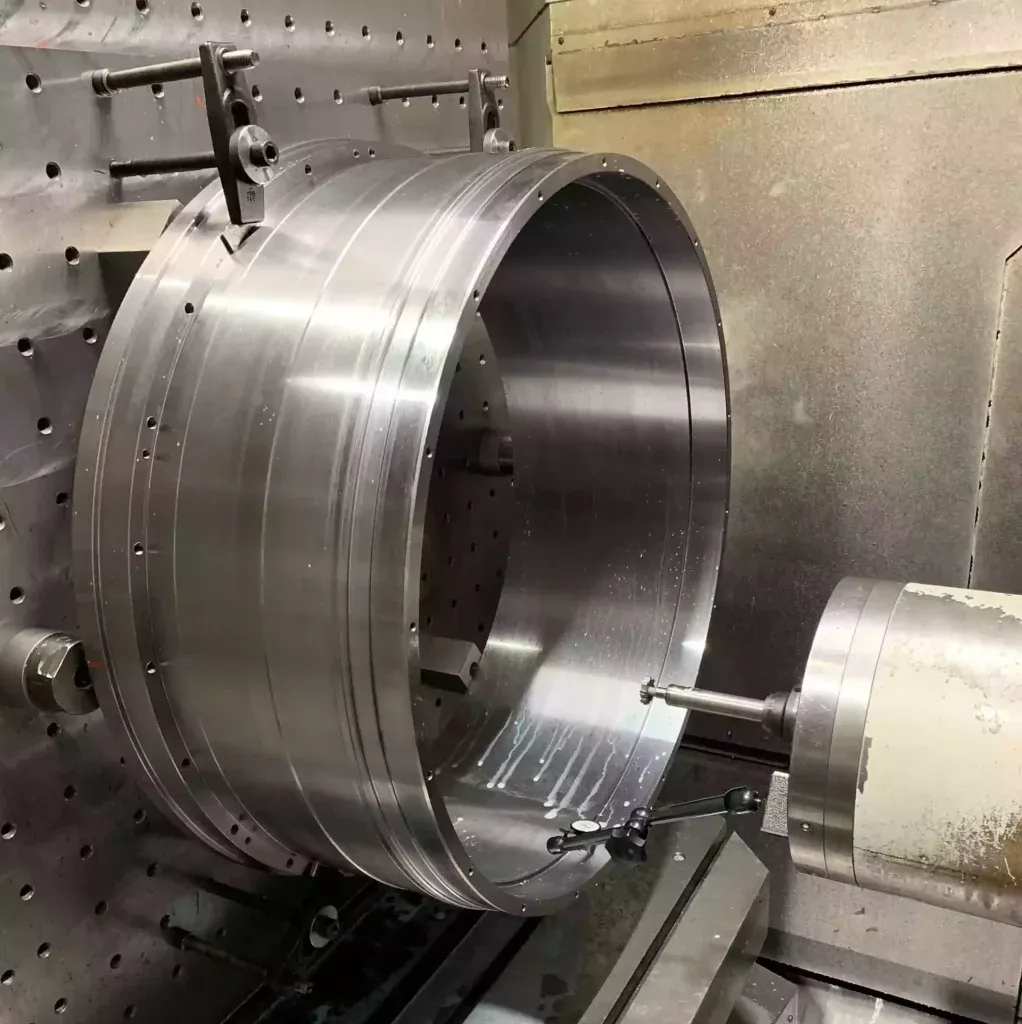
Las capacidades de mandrinado de precisión abarcan orificios de hasta 1.000 mm de diámetro con tolerancia H7 (±0,015 mm), algo fundamental para los orificios de los cilindros hidráulicos y los alojamientos de cojinetes en equipos de petróleo y gas. Las máquinas utilizan cabezales angulares para el mecanizado en múltiples ángulos, lo que permite crear elementos con ángulos compuestos en componentes complejos, como los anillos de paso y giro de las turbinas eólicas marinas. Los sistemas de compensación térmica mantienen la precisión a lo largo de turnos de 8 horas, con un control del crecimiento del husillo con una precisión de 0,002 mm. Para aplicaciones que requieren acabados superficiales inferiores a Ra 1,6 µm, nuestras operaciones de fresado frontal en superficies de 4 m × 8 m alcanzan una planitud de 0,05 mm por metro, verificada mediante interferometría láser. Este nivel de precisión cumple con las normas de alineación ASME B89.1.12M para equipos rotativos de gran tamaño.
Las fresadoras de mandrinar están equipadas con controles Heidenhain iTNC 530, que proporcionan interpolación en 5 ejes para el mandrinado helicoidal y el fresado de contornos de geometrías complejas. Los cambiadores de herramientas con cargadores de 60 posiciones permiten el cambio automático entre barras de mandrinar, fresas frontales y herramientas de taladrado, lo que minimiza el tiempo de inactividad. Para el mandrinado de agujeros profundos de hasta 2.000 mm de profundidad, empleamos barras de mandrinado a medida con tecnología de amortiguación de vibraciones, lo que permite alcanzar una rectitud de 0,02 mm por metro. Esta capacidad es esencial para la fabricación de cilindros hidráulicos utilizados en equipos de minería que operan a presiones de hasta 350 bar. Todas las máquinas se someten a una calibración semanal mediante pruebas con el Ballbar de Renishaw, lo que garantiza una precisión volumétrica de 0,01 mm en todo el área de trabajo.
Un factor diferenciador clave es la capacidad de la máquina para mantener tolerancias estrictas durante las pasadas de desbaste intensivo. El husillo de 200 mm ofrece un par de salida de 4.500 Nm a 1.200 rpm, lo que permite tasas de arranque de material de hasta 500 cm³/min en hierro dúctil GGG-70. Este rendimiento es fundamental para la producción en serie de carcasas de compresores, donde es habitual reducir el tiempo de ciclo en un 20 %. Además, la precisión de indexación de la mesa giratoria de ±2 segundos de arco garantiza un posicionamiento repetible para el mecanizado multifacial, eliminando los errores acumulativos que pueden surgir de los cambios de configuración manuales. Para aplicaciones que implican componentes de paredes delgadas, como cajas de cambios de aluminio, el control de avance adaptativo de la máquina ajusta los parámetros en tiempo real en función de la carga del husillo, evitando el vibrado y manteniendo el acabado superficial dentro de Ra 0,4 µm.
Aplicaciones e industrias
En el sector del petróleo y el gas, los servicios de mandrinado y fresado CNC producen componentes que cumplen con las normas API 6A y 17D, tales como cuerpos de preventores de reventones, válvulas de árbol de Navidad y bloques de colectores submarinos. Estas piezas requieren mandrinados de entre 300 mm y 800 mm de diámetro con tolerancia H7 y acabados superficiales de Ra 0,8 µm para garantizar la compatibilidad de las juntas. La capacidad de 30 000 kg permite el mecanizado de cuerpos de válvula de una sola pieza con un peso de hasta 25 toneladas, lo que elimina las costuras de soldadura que podrían convertirse en puntos de fallo bajo presiones de funcionamiento de 15 000 psi. Se han entregado componentes para los proyectos Shell Prelude FLNG y Chevron Gorgon, cumpliendo los requisitos de la norma NACE MR0175 para entornos de servicio ácido.
En el sector de la energía eólica marina, las piezas de transición y las bridas de las torres requieren un fresado frontal en superficies de 4 m × 8 m con una planitud de 0,1 mm para garantizar la correcta alineación de los pernos bajo cargas dinámicas. La mesa giratoria permite el mecanizado en los cuatro lados de las carcasas de los cojinetes de giro para turbinas de 8 MW, en las que los orificios de 1 000 mm de diámetro deben mantener una tolerancia H7 durante una vida útil de 30 años. Los accesorios de cabezal angular producen los biseles de 45 grados en las bridas de los monopilotes según las normas DNV-GL-ST-0126, con preparaciones de soldadura mecanizadas con una precisión de ±0,5 mm. Entre los proyectos recientes se incluyen componentes para Ørsted Hornsea Three y Vattenfall Hollandse Kust Zuid, donde se logró un 99,8 % de entregas puntuales para más de 500 juegos de bridas. La estabilidad térmica de estos componentes se verifica mediante análisis de elementos finitos, con una deflexión máxima bajo carga completa limitada a 0,02 mm para las interfaces de las turbinas.
En los sectores de la minería y la generación de energía, las cabezas de molino, los bastidores de trituradoras y las carcasas de turbinas se mecanizan a partir de piezas fundidas que superan las 20 toneladas. El husillo de 200 mm proporciona el par necesario para las pasadas de desbaste en revestimientos de acero Ni-hard (500 HB), al tiempo que mantiene una precisión de posicionamiento de ±0,01 mm en las plantillas de orificios para pernos. En el caso de las carcasas de turbinas de vapor, se consigue una concentricidad de 0,03 mm entre orificios de 600 mm de diámetro separados 2.000 mm entre sí, cumpliendo las especificaciones de equilibrado ISO 1940-1 G2.5. Se han fabricado componentes para turbinas de gas GE 7FA y trituradoras de cono Metso HP800, con una reducción del tiempo de mecanizado del 25 % gracias a trayectorias de herramienta optimizadas y estrategias de fresado de alto avance que utilizan plaquitas de metal duro con recubrimientos de TiAlN. Datos recientes muestran que estas estrategias prolongan la vida útil de la herramienta en un 40 % en comparación con los métodos convencionales, lo que reduce los costes por pieza en un 15 % para series de gran volumen.
Las aplicaciones petroquímicas y de construcción naval se benefician de la capacidad de mecanizar placas tubulares para intercambiadores de calor y cuernos de timón de grandes dimensiones. Las placas tubulares de hasta 3.000 mm de diámetro requieren la perforación de más de 2.000 orificios con una precisión de paso de ±0,05 mm, lo que se consigue mediante la indexación de la mesa giratoria y la función de repetición de patrones del control Heidenhain. En la construcción naval, los orificios de los bastidores de popa de hasta 800 mm de diámetro se mecanizan con una tolerancia H7, fundamental para la alineación del eje de la hélice en buques de hasta 300 000 TPM. Estos componentes se fabrican según las normas de Lloyd's Register y DNV-GL, con trazabilidad completa del material e informes dimensionales para cada pieza. La certificación ISO 3834-2 garantiza que las piezas soldadas se mecanizan según las especificaciones, con registros de tratamiento térmico disponibles para los componentes de recipientes a presión. En un proyecto reciente para un astillero coreano, se completaron 12 cuernos de timón con un rendimiento del 100 % en la primera pasada, gracias a la simulación previa al mecanizado que redujo los errores de configuración en un 30 %.
¿Por qué elegir Leading Top Union para servicios de mandrinado y fresado CNC?
La planta de Suzhou opera bajo las certificaciones ISO 3834-2, EN 1090-2 EXC3 y AWS D1.1, lo que garantiza que todos los procesos de mecanizado cumplan con las normas internacionales de calidad para componentes estructurales y a presión. La combinación de mandrinos de 200 mm en las fresadoras horizontales y una capacidad de 30 000 kg permite la producción de una sola fuente de grandes piezas soldadas y fundidas, eliminando la necesidad de recurrir a múltiples subcontratistas. Se proporcionan informes completos de inspección dimensional mediante CMM y rastreadores láser, con datos trazables según las normas del NIST. Para las empresas de EPC que gestionan proyectos complejos, esto reduce el riesgo de la cadena de suministro y garantiza el cumplimiento de las especificaciones del cliente para aplicaciones de petróleo y gas, energía eólica marina y minería.
Los servicios integrados incluyen el aprovisionamiento de materiales, el tratamiento térmico y los ensayos no destructivos (UT, MT, PT según la Sección V de la ASME), todo ello coordinado por un único gestor de proyectos. Los ingenieros ofrecen asesoramiento sobre el diseño para la fabricación (DFM) durante la fase de presupuesto, identificando posibles acumulaciones de tolerancias o dificultades de sujeción antes de que comience la producción. Por ejemplo, recientemente se rediseñó un cuerpo de válvula de 12 toneladas para reducir el tiempo de mecanizado en un 30 % combinando dos configuraciones en una sola mediante el uso de la mesa giratoria. Este enfoque supuso un ahorro de costes de 18 000 dólares por unidad para un importante cliente del sector petroquímico. Se mantiene una tasa de entrega puntual del 98 % en más de 500 proyectos al año, con plazos de entrega habituales de entre 4 y 8 semanas para trabajos personalizados de mandrinado y fresado. El análisis estadístico de los últimos 200 proyectos muestra que el 95 % se completó dentro de un margen del 5 % del tiempo de ciclo presupuestado, lo que demuestra la fiabilidad del proceso.
El sistema de gestión de la calidad incluye la inspección del primer artículo según la norma AS9102 para componentes de grado aeroespacial, con estudios de capacidad (Cpk > 1,33) para las dimensiones críticas. En las series de producción de gran volumen, se aplica un control estadístico de procesos con supervisión en tiempo real de la carga del husillo y la dilatación térmica. Las fresadoras de mandrino están equipadas con sondas Renishaw para la medición durante el proceso, lo que permite la compensación automática del desgaste de la herramienta en series de producción prolongadas. Se han entregado con éxito más de 10 000 componentes para aerogeneradores de Siemens Gamesa, manteniendo una tasa de aceptación del 100 % en la inspección final. Póngase en contacto con el equipo de ingeniería para una revisión técnica de sus planos y una propuesta detallada con estimaciones de tiempos de ciclo y precios. Para proyectos urgentes, se ofrecen plazos de entrega acelerados de 2-3 semanas para pedidos que cumplan los requisitos, sujetos a una evaluación de la capacidad.