Descripción general del producto
El mecanizado CNC de acero inoxidable en Leading Top Union ofrece componentes de precisión para entornos exigentes en los que la resistencia a la corrosión y la resistencia mecánica son requisitos imprescindibles. La planta de Suzhou opera con tornos CNC de 5 ejes y multitarea capaces de mantener tolerancias posicionales de ±0,02 mm en geometrías complejas. Se mecanizan todos los grados austeníticos estándar, incluidos los 304, 304L, 316, 316L, 321 y 347, junto con los grados dúplex 2205, 2507 y S31803, así como los grados de endurecimiento por precipitación 17-4PH (630) y 15-5PH (XM-12).
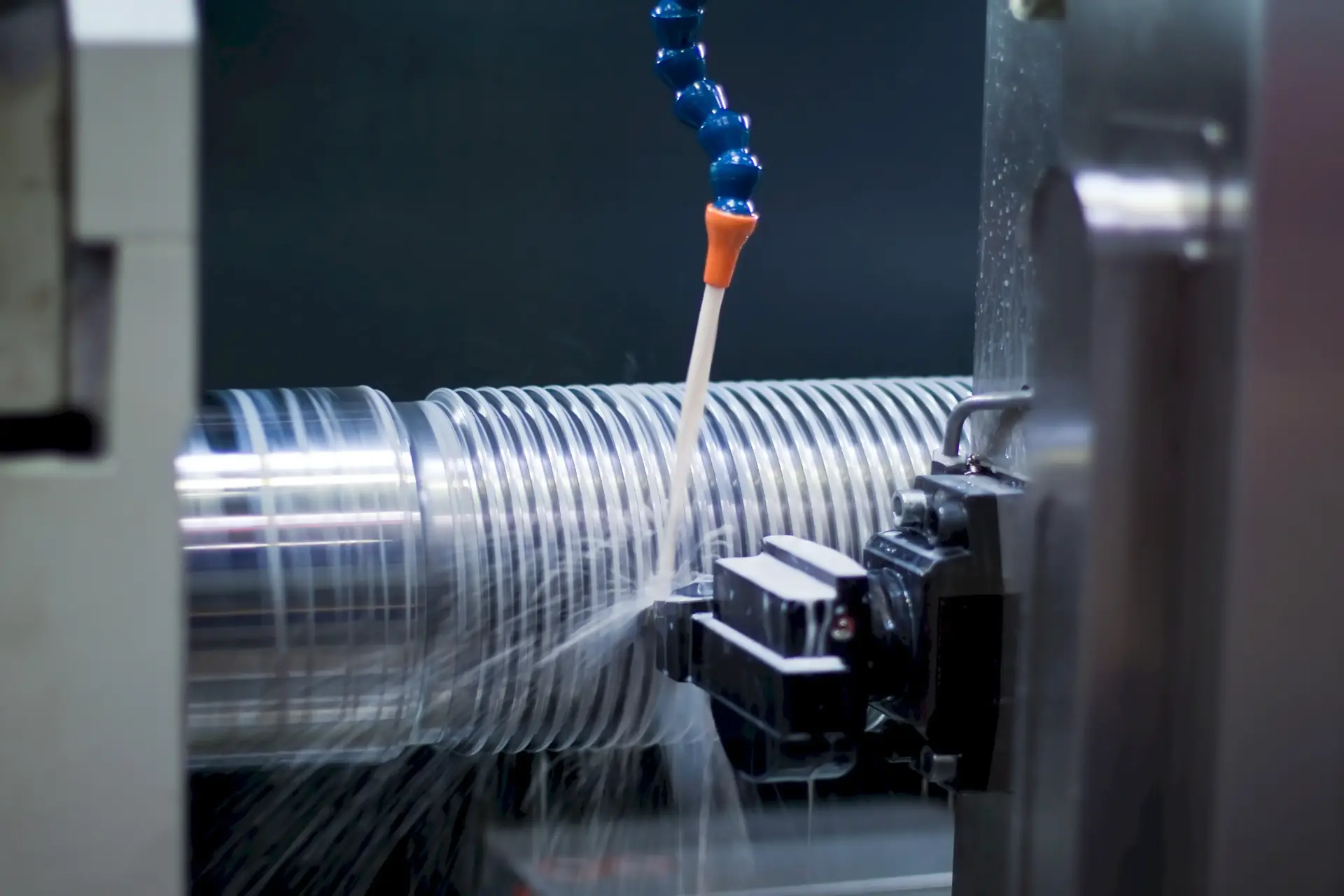
Cada material requiere parámetros de corte específicos para evitar el endurecimiento por deformación, especialmente en el acero inoxidable 316L y las aleaciones dúplex, donde es fundamental optimizar los avances y las velocidades para mantener la integridad de la superficie y la vida útil de la herramienta. El equipo de ingeniería de procesos calcula las cargas de viruta y las velocidades del husillo según las normas de ensayo de vida útil de herramientas ISO 3685, lo que garantiza unas tasas de arranque de material constantes sin generar un calor excesivo. Para el mecanizado de cavidades profundas —habitual en cuerpos de válvulas y carcasas de bombas—, las herramientas con refrigeración interna suministran una presión de 20-40 bar directamente al filo de corte, evacuando las virutas y estabilizando las condiciones térmicas. Este enfoque evita el endurecimiento por deformación en los grados austeníticos y mantiene la estabilidad dimensional en secciones de pared delgada de hasta 1,5 mm de espesor. Las capacidades de acabado superficial van desde Ra 0,8 μm para uso industrial general hasta Ra 0,4 μm para aplicaciones de grado alimentario, con un electropulido que alcanza Ra 0,2 μm para componentes farmacéuticos y de semiconductores que requieren superficies ultralisas y antiadherentes.
Los tratamientos posteriores al mecanizado incluyen la pasivación según la norma ASTM A967 (método del ácido cítrico) para eliminar el hierro libre y favorecer la formación de la capa de óxido de cromo, algo fundamental para los componentes de acero 304L y 316L en entornos expuestos a cloruros. En el caso de los conjuntos que requieren tanto mecanizado como soldadura, estas operaciones se integran en procesos certificados según la norma ISO 3834-2, realizando la preparación de la soldadura en las superficies mecanizadas antes de la soldadura TIG o MIG según las normas EN 1090-2 EXC3. Esta combinación es esencial para colectores complejos, intercambiadores de calor y componentes a presión en los que se requieren uniones estancas y una alineación precisa de los orificios. El sistema de calidad incluye una inspección dimensional al 100 % de las características críticas mediante MMC con calibración trazable según la norma ISO 10360-2, manteniendo la incertidumbre de medición por debajo de ±0,001 mm según los protocolos de verificación de la MMC. En cuanto a las formas de rosca, se realiza una calibración completa según la norma ASME B1.20.1 para NPT e ISO 228/1 para BSPP utilizando calibres de paso calibrados según normas trazables al NIST, lo que garantiza un sellado sin fugas en circuitos hidráulicos y neumáticos. Además, para los componentes que requieren integridad de presión, se realizan ensayos hidrostáticos según la norma ASME B16.5 a 1,5 veces la presión de diseño, con tiempos de mantenimiento de 10 minutos como mínimo para verificar que no haya fugas detectables.
Aplicaciones e industrias
En las operaciones de exploración y producción (upstream) y transporte (midstream) del sector del petróleo y el gas, los componentes de acero inoxidable mecanizados con CNC deben soportar condiciones de servicio en entornos ácidos, de conformidad con la norma NACE MR0175/ISO 15156. Los insertos de estrangulamiento, los vástagos de válvula y los colectores de instrumentos se fabrican en acero inoxidable 316L y 17-4PH H1150, con una dureza controlada entre 28 y 33 HRC para resistir el agrietamiento por tensión de sulfuro. Estas piezas suelen presentar orificios internos con tolerancias de ±0,02 mm y acabados superficiales de Ra 0,4 μm para evitar el atrapamiento de partículas en las vías de flujo a alta presión. Para los componentes de árboles submarinos que operan a profundidades superiores a 3000 metros, el dúplex 2507 se mecaniza según las normas DNV-GL, con espesores de pared de hasta 50 mm y formas de rosca según API 5B que requieren un calibrado completo de la rosca con una tolerancia del diámetro primitivo de ±0,005 pulgadas. En el caso de los equipos de boca de pozo, la trazabilidad del material según la norma ASTM A182 se mantiene mediante números de fusión y certificados de fábrica, y el ensayo de impacto Charpy con muesca en V a -46 °C según la norma ASTM A370 garantiza la tenacidad en condiciones de servicio árticas.
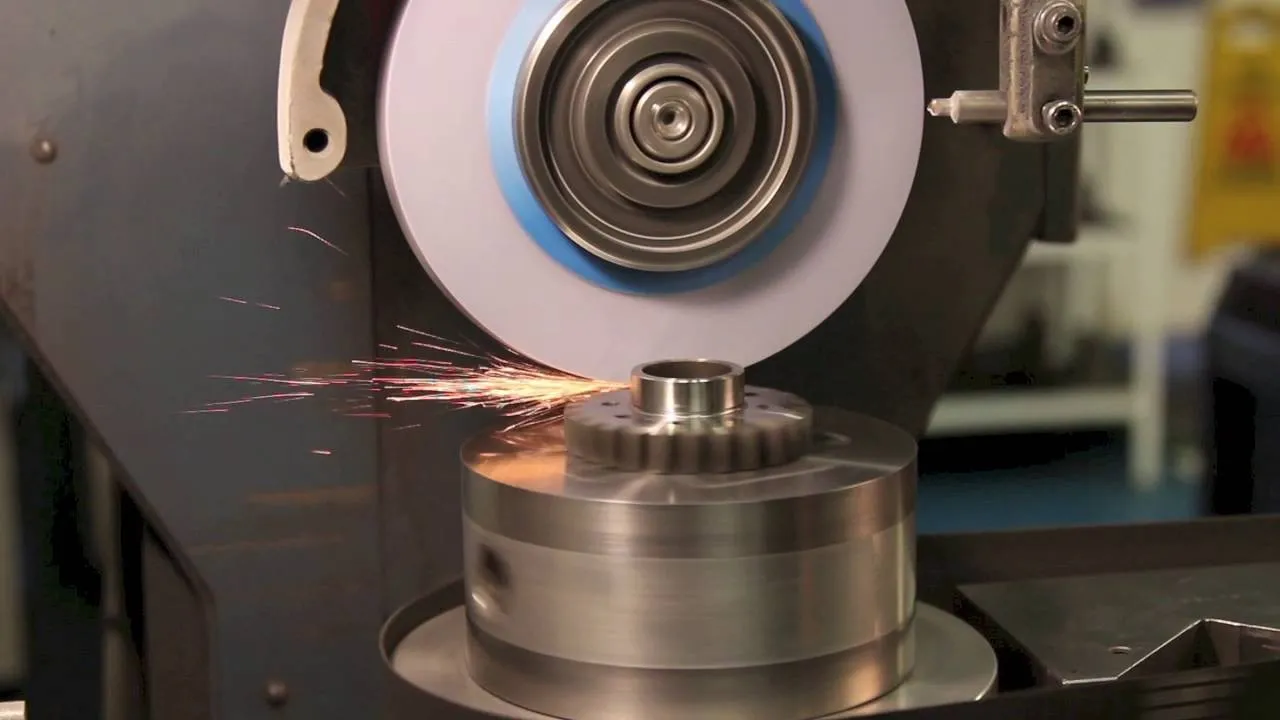
El sector de la energía eólica marina depende del mecanizado de acero inoxidable para los sistemas hidráulicos de control de paso y los componentes del accionamiento de giro. Se mecanizan piezas de acero inoxidable 316L y dúplex 2205 con diámetros que oscilan entre 50 mm y 600 mm, manteniendo una concentricidad de 0,05 mm para conjuntos giratorios expuestos a la niebla salina y a cargas cíclicas. Estos componentes suelen requerir superficies electropulidas con una rugosidad Ra de 0,2 μm para minimizar el bioincrustamiento y la corrosión en hendiduras en instalaciones situadas en la zona de salpicaduras. La capacidad de combinar el torneado CNC con el fresado de 5 ejes permite la producción de complejas carcasas de actuadores de paso de las palas con conductos de aceite integrados, lo que reduce la complejidad del montaje y las posibles vías de fuga en sistemas de góndola con una vida útil nominal de más de 20 años. En el caso de los componentes de la caja de engranajes, las formas estriadas según la norma DIN 5480 se mecanizan con una tolerancia de perfil de 0,02 mm y una dureza superficial de 30-35 HRC mediante un endurecimiento por deformación controlado durante el corte, lo que elimina la necesidad de un tratamiento térmico secundario en muchas aplicaciones. Los ensayos de fatiga según la norma ISO 12107 en lotes de muestras confirman límites de resistencia que superan los 10^7 ciclos bajo cargas de flexión alternas de 200 MPa, lo que valida la vida útil prevista para instalaciones marítimas.
Para aplicaciones petroquímicas y de generación de energía, los grados estabilizados 321 y 347 se mecanizan para su uso a altas temperaturas, de hasta 800 °C, en componentes de hornos y placas de tubos de intercambiadores de calor. Los centros de taladrado CNC producen orificios para tubos con una tolerancia de diámetro de ±0,05 mm y una precisión de espaciado entre centros de 0,1 mm, datos fundamentales para evitar fallos en las uniones entre los tubos y la placa de tubos en reformadores de hidrógeno y calderas de recuperación de calor. En la industria farmacéutica y de procesamiento de alimentos, los accesorios y cuerpos de válvulas 316L se fabrican con acabados de mecanizado de Ra 0,4 μm, seguidos de una pasivación con ácido cítrico según la norma ASTM A967 para cumplir los requisitos de la norma FDA 21 CFR 177.2600. Estas piezas incluyen conexiones Tri-Clamp mecanizadas según las normas ASME BPE, con la rugosidad de la superficie verificada mediante perfilómetro en cada lote. Para aplicaciones criogénicas de hasta -196 °C, los componentes de 304L se mecanizan con un tamaño de grano controlado según la norma ASTM E112 (ASTM 7 o más fino) para mantener la tenacidad al impacto, y se realizan pruebas de fugas según la norma ASTM E493 utilizando espectrometría de masas de helio con una tasa de fuga máxima permitida de 1×10^-9 mbar·L/s. En la fabricación de semiconductores, los componentes de la cámara de vacío de 316L se mecanizan con acabados de Ra 0,1 μm y se electropulimentan para eliminar 0,005 mm de material superficial, verificándose el recuento de partículas según las normas SEMI F27 para garantizar menos de 10 partículas mayores de 0,1 μm por centímetro cuadrado.
¿Por qué elegir Leading Top Union para el mecanizado CNC de acero inoxidable?
Leading Top Union combina la certificación de soldadura ISO 3834-2 con las normas de soldadura estructural AWS D1.1 y las clases de ejecución EN 1090-2 EXC3, lo que permite suministrar conjuntos soldados que cumplen con las normas europeas y estadounidenses más estrictas. El centro de mecanizado CNC está equipado con más de 40 máquinas multieje, incluidas plataformas DMG MORI y Mazak, lo que proporciona capacidad para piezas de entre 10 mm y 2000 mm de longitud con velocidades de husillo de hasta 20 000 rpm. Para los grados dúplex y PH, se mantienen bibliotecas de herramientas específicas con insertos de carburo recubiertos para aleaciones de alta temperatura, lo que reduce los tiempos de ciclo entre un 15 % y un 25 % en comparación con las herramientas de uso general, al tiempo que se mantienen tolerancias de ±0,02 mm en características críticas. La supervisión del desgaste de las herramientas según la norma ISO 8688-2 garantiza la sustitución de los insertos cuando el desgaste del flanco alcanza los 0,3 mm, lo que evita la degradación de la superficie y mantiene una calidad constante de las piezas en tiradas de producción de más de 10 000 unidades.
El sistema de gestión de la calidad incluye un control estadístico de procesos (SPC) en tiempo real de las dimensiones críticas, con informes de inspección de máquinas de medición por coordenadas (CMM) que cumplen los requisitos de gestión de la medición de la norma ISO 10012. Para la pasivación, se utiliza una línea específica en la que la concentración de ácido cítrico se controla entre el 4 % y el 10 % en peso a una temperatura de entre 49 °C y 60 °C, de acuerdo con la norma ASTM A967, seguida de una prueba con sulfato de cobre para verificar la eliminación del hierro libre. El electropulido se realiza internamente utilizando formulaciones de electrolitos patentadas que reducen el Ra de 0,4 μm a 0,2 μm, al tiempo que eliminan entre 0,005 y 0,010 mm de material superficial para eliminar microfisuras y contaminantes incrustados. Esta doble capacidad —mecanizado más acabado superficial— reduce la complejidad de la cadena de suministro para las empresas de EPC que requieren componentes certificados para servicios críticos. Para aplicaciones de alta integridad, se realiza una inspección por ultrasonidos según la norma ASTM E213 en las superficies mecanizadas para detectar defectos subsuperficiales de hasta 0,5 mm de diámetro, con criterios de rechazo establecidos en cualquier indicación que supere el 10 % del espesor de la pared. Todo el equipo de inspección está calibrado según la norma ISO 17025 por laboratorios acreditados, con intervalos de calibración de 12 meses para las máquinas de medición por coordenadas (CMM) y de 6 meses para las herramientas manuales, lo que garantiza la trazabilidad según las normas internacionales.
Ofrecemos servicios desde la fase de prototipo hasta la producción en serie, con plazos de entrega habituales de entre 4 y 6 semanas para los primeros artículos y de entre 2 y 3 semanas para pedidos recurrentes en programas ya establecidos. El equipo de ingeniería proporciona comentarios sobre el diseño para la fabricación (DFM) en un plazo de 48 horas tras recibir los modelos 3D, optimizando los espesores de pared, los radios y las profundidades de rosca para facilitar el mecanizado del acero inoxidable. Para ensamblajes complejos que requieren tanto mecanizado como soldadura, se realiza un análisis de distorsión basado en FEA para predecir y compensar la contracción de la soldadura, garantizando que las dimensiones finales cumplan con las tolerancias de impresión sin necesidad de mecanizado secundario. Para la producción de gran volumen, la medición automatizada durante el proceso mediante sistemas de sonda Renishaw ajusta las compensaciones de las herramientas en tiempo real, manteniendo valores de Cpk superiores a 1,67 para las características críticas. Tras el mecanizado, las piezas se limpian mediante sistemas ultrasónicos acuosos con agua desionizada a 60 °C y se secan con aire filtrado por HEPA, alcanzando niveles de limpieza según la norma ISO 4406 Clase 14/11/8 para componentes de sistemas hidráulicos. Póngase en contacto con el equipo técnico de ventas en sales@leadingtopunion.com o en el +86-512-xxxx-xxxx para comentar sus necesidades de mecanizado CNC de acero inoxidable con un fabricante que cuenta con las certificaciones ISO 3834-2, EN 1090-2 EXC3 y AWS D1.1.