Descripción general del producto
El mecanizado CNC de hierro fundido en Leading Top Union ofrece tolerancias de precisión de ±0,03 mm en hierro gris (GG20, GG25, GG30 según EN-GJL-250), hierro dúctil (GGG40, GGG50, GGG60, GGG70 según EN-GJS) y hierro de grafito compactado (CGI grados GJV-300, GJV-400, GJV-500). La planta de Suzhou maneja piezas de fundición en bruto de hasta 20 000 kg, realizando el mecanizado en bruto y de acabado de componentes para válvulas de petróleo y gas, carcasas de aerogeneradores marinos y equipos de minería. La coordinación directa con las fundiciones permite gestionar defectos de fundición como la porosidad, las inclusiones y los puntos duros antes de que comience el mecanizado, lo que garantiza que se cumplan de forma sistemática los objetivos de estabilidad dimensional y acabado superficial de Ra 1,6 a 6,3 μm.
Parámetros de mecanizado específicos para cada material
El proceso de mecanizado CNC del hierro fundido comienza con una inspección minuciosa de la geometría tal y como sale de la fundición, utilizando equipos de medición por coordenadas (CMM) con informes de GD&T según la norma ASME Y14.5-2018. En el caso de los grados de hierro gris como el GG25 (EN-GJL-250), se tiene en cuenta la capacidad de amortiguación inherente al material y su índice de maquinabilidad de 0,8 a 1,2 en relación con el acero, seleccionándose herramientas de carburo con ángulos de inclinación específicos para minimizar la acumulación de material en los bordes. Los grados de hierro dúctil, como el GGG50 (EN-GJS-500-7), requieren prestar atención a una nodularidad superior al 80 % para evitar la vibración de la herramienta durante operaciones a alta velocidad, mientras que los grados CGI, como el GJV-400, exigen parámetros de corte especializados debido a su resistencia a la tracción un 30 % superior en comparación con el hierro gris convencional.
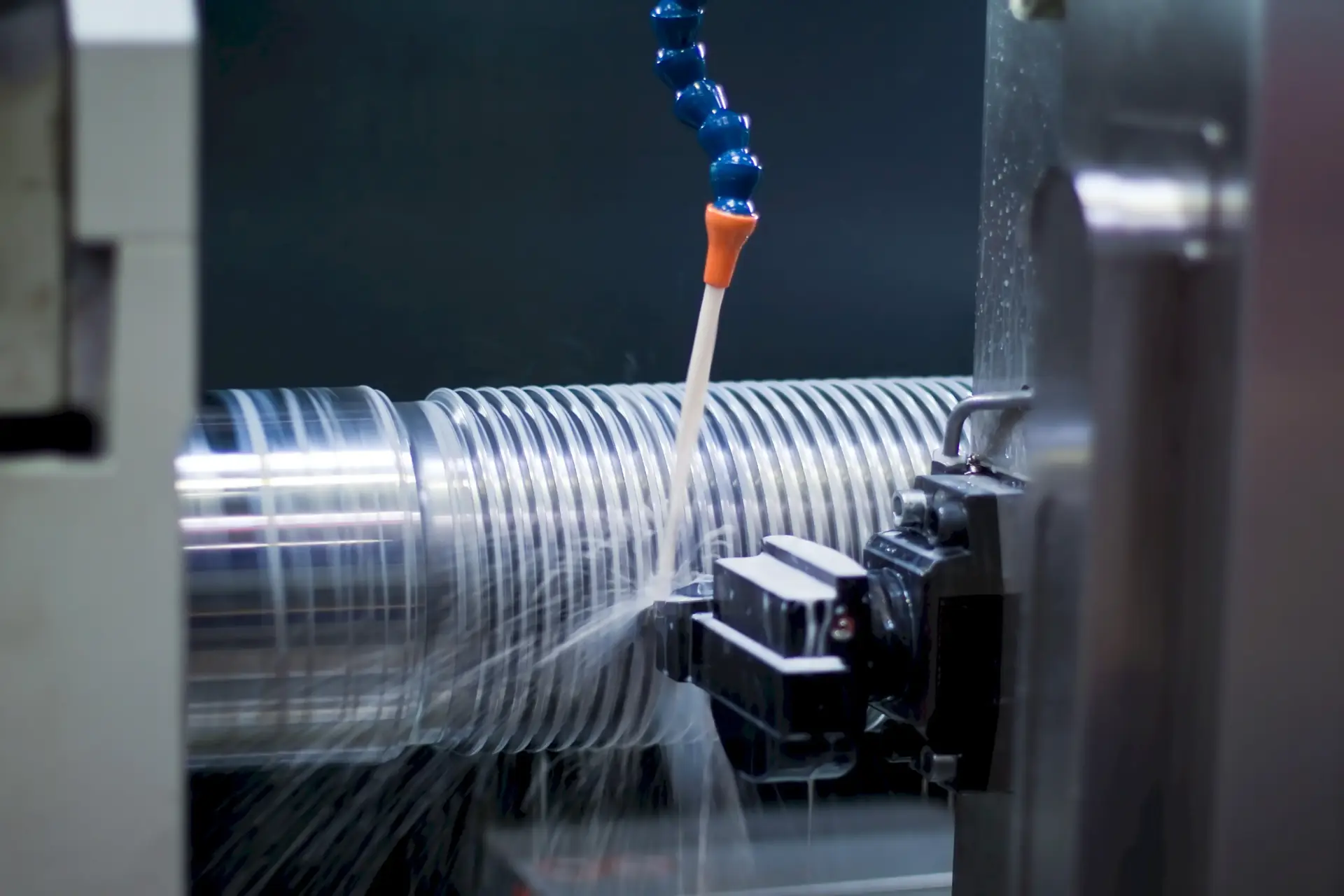
Mecanizado de alta velocidad y control térmico
Se utilizan centros de mecanizado multieje con velocidades de husillo de hasta 12 000 rpm y velocidades de avance calibradas para adaptarse a la naturaleza abrasiva del hierro fundido, lo que permite alcanzar acabados superficiales de hasta Ra 1,6 μm en superficies de sellado críticas. Para piezas fundidas de gran tamaño que superan los 5.000 kg, se utilizan máquinas CNC de tipo pórtico con áreas de trabajo de 4 metros por 2 metros, que mantienen la estabilidad térmica mediante sistemas de refrigeración que controlan la evacuación de virutas y evitan la deformación de la pieza. Se incluyen ciclos de tratamiento térmico de alivio de tensiones a 540 °C a 600 °C para componentes complejos de hierro dúctil, lo que reduce las tensiones residuales de la fundición y garantiza la precisión dimensional a largo plazo a temperaturas de funcionamiento de hasta 350 °C en aplicaciones petroquímicas.
Verificación de la calidad durante el proceso
El control de calidad integra la medición durante el proceso mediante sondas de inspección Renishaw para verificar características críticas como los diámetros de los orificios, las caras de las bridas y las disposiciones de los orificios para pernos, con tolerancias de ±0,03 mm. Se documentan todos los parámetros de mecanizado, incluidas las velocidades de corte de 80 a 150 m/min para el hierro gris y de 60 a 120 m/min para el hierro dúctil, con una profundidad de corte limitada a 3 mm por pasada para evitar daños subsuperficiales. La inspección final incluye informes de MMC con análisis completo de GD&T, mediciones de rugosidad superficial mediante perfilómetros y ensayos de dureza según la norma ASTM E10 para confirmar que los valores Brinell se encuentran dentro de los rangos especificados para cada grado, como 180-240 HB para GG25 y 200-260 HB para GGG50.
Aplicaciones e industrias
En el sector del petróleo y el gas, el mecanizado CNC de hierro fundido permite fabricar cuerpos de válvulas, carcasas de bombas y componentes de compresores a partir de tipos de hierro dúctil como el GGG60 y el GGG70, que ofrecen límites elásticos de 370 MPa y 420 MPa, respectivamente. Estas piezas se utilizan en aplicaciones API 6D y API 600, que requieren superficies de sellado mecanizadas con una rugosidad Ra de 1,6 μm y tolerancias de planitud de 0,05 mm por metro para evitar emisiones fugitivas. Se mecanizan cuerpos de válvulas de compuerta de hasta 8.000 kg para colectores submarinos, con diámetros interiores que van de 50 mm a 600 mm, todos ellos verificados mediante inspección con máquina de medición por coordenadas (CMM) según los índices de presión-temperatura de la norma ASME B16.34.
Mecanizado de componentes para la energía eólica marina
En el sector de la energía eólica marina, se mecanizan componentes de fundición gris (GG30) y CGI (GJV-500) para las carcasas de las cajas de engranajes de las turbinas y los soportes de los cojinetes principales, donde la resistencia a la fatiga bajo cargas cíclicas es fundamental. Estas piezas fundidas, que a menudo superan los 10 000 kg, requieren un mecanizado de precisión de las interfaces de montaje con una tolerancia de ±0,05 mm para su alineación con los sistemas de engranajes planetarios diseñados para turbinas de entre 5 MW y 15 MW. Los conductos de aceite y los canales de refrigeración se mecanizan con acabados superficiales de Ra 3,2 μm, seguidos de ensayos no destructivos según la norma DNV-GL-ST-0361 para detectar cualquier microfisura inducida durante las operaciones de desbaste.
Durabilidad en la minería y el procesamiento de minerales
La minería y el procesamiento de minerales dependen de componentes de hierro fundido mecanizados para la fabricación de carcasas de bombas de lodos, bastidores de trituradoras y revestimientos de molinos, fabricados con tipos de hierro gris resistentes al desgaste, como el GG25, con valores de dureza de 190-220 HB. Estas piezas soportan lodos abrasivos con tamaños de partícula de hasta 50 mm y presiones de funcionamiento de 1,5 MPa, lo que requiere que los orificios de los impulsores y los perfiles de la voluta se mecanicen con tolerancias de ±0,1 mm. Se mecanizan componentes para molinos de bolas con diámetros de hasta 3 metros, garantizando una concentricidad de los cojinetes de muñón de 0,08 mm por metro para reducir la vibración y prolongar la vida útil de los cojinetes en un funcionamiento continuo las 24 horas del día, los 7 días de la semana.
Generación de energía y precisión petroquímica
Las aplicaciones en el sector de la generación de energía incluyen el mecanizado de segmentos de carcasas de turbina de hierro dúctil (GGG40) y difusores de escape para turbinas de gas con potencias nominales de entre 50 MW y 200 MW. Estos componentes requieren características de expansión térmica controladas, y las superficies de unión mecanizadas deben alcanzar una planitud de 0,03 mm por cada 300 mm para evitar fugas de gas caliente a temperaturas de funcionamiento de 400 °C. También se fabrican bloques de cilindros y culatas de hierro gris para grandes generadores diésel, con tolerancias en el diámetro interior de los cilindros de H7 (de 0 a +0,025 mm para un diámetro de 100 mm) y acabados superficiales de Ra 0,8 μm para garantizar la retención de la película de aceite y la integridad del sellado de los anillos.
En el sector petroquímico, el mecanizado CNC permite fabricar ejes de agitadores para reactores y cubos de mezcladores de hierro dúctil (GGG50) que resisten la corrosión en entornos químicos con rangos de pH de 4 a 10. Estos componentes, con un peso de hasta 5.000 kg, requieren un mecanizado de chaveteros con tolerancias según la norma DIN 6885 y un fresado de roscas conforme a la norma ISO 965-1 para su montaje con elementos de fijación de acero inoxidable. Las conexiones con bridas según ASME B16.47 se mecanizan para sistemas de tuberías que operan a 2,5 MPa, con superficies de cara elevada acabadas a Ra 1,6 μm para garantizar un sellado a prueba de fugas bajo ciclos térmicos de -20 °C a 250 °C.
¿Por qué elegir Leading Top Union para el mecanizado CNC de hierro fundido?
Leading Top Union combina la certificación de soldadura ISO 3834-2 con las normas EN 1090-2 EXC3 y AWS D1.1, pero su capacidad de mecanizado CNC de fundición de hierro va más allá de la soldadura, abarcando el procesamiento mecánico completo de las piezas de fundición en bruto. Se gestiona toda la cadena de suministro, desde el diseño de los modelos y la coordinación con la fundición hasta el mecanizado final, lo que reduce los plazos de entrega entre un 15 % y un 20 % en comparación con el uso de proveedores independientes. Los ingenieros revisan los planos de las piezas fundidas en busca de problemas de mecanizabilidad, como puntos duros debidos a zonas de enfriamiento o porosidad cerca de superficies de sellado críticas, y recomiendan modificaciones de diseño para evitar desechos antes de que comience la producción.
Capacidades de las instalaciones e infraestructura de herramientas
La planta de Suzhou funciona las 24 horas del día, los 7 días de la semana, con 30 centros de mecanizado CNC, entre los que se incluyen máquinas de cinco ejes capaces de trabajar geometrías complejas en piezas de fundición de hasta 20 000 kg. Se mantiene un stock de herramientas específicas para hierro fundido, que incluye plaquitas de CBN para el acabado de hierro dúctil y carburo recubierto para el desbaste de hierro gris, lo que permite alcanzar una vida útil de la herramienta de entre 45 y 60 minutos por filo con los parámetros de corte recomendados. Cada máquina está equipada con transportadores de virutas y sistemas de extracción de neblina para gestionar el polvo abrasivo de grafito del hierro gris, lo que garantiza una calidad de superficie constante y la seguridad del operario durante las largas tiradas de producción.
Inspección y documentación exhaustivas
Con cada pedido se proporciona la documentación completa de inspección, incluidos los informes de la máquina de medición por coordenadas (CMM) con análisis de GD&T según la norma ASME Y14.5-2018, perfiles de rugosidad superficial y certificados de materiales que verifican la composición química y las propiedades mecánicas según la norma EN 1561 para el hierro gris y la norma EN 1563 para el hierro dúctil. El sistema de gestión de la calidad incluye la inspección del primer artículo (FAI) para los nuevos diseños de piezas fundidas, con informes dimensionales que muestran desviaciones de ±0,03 mm en las características críticas. En el caso de piezas fundidas de gran tamaño, se realizan controles dimensionales durante el proceso en las fases de desbaste, semiacabado y acabado para detectar a tiempo los efectos de la distorsión térmica o el desgaste de las herramientas.
Asistencia técnica y logística global
El equipo de ingeniería presta apoyo a empresas globales de EPC mediante revisiones de diseño para la fabricación (DFM), recomendando estructuras de referencia y acumulaciones de tolerancias óptimas para minimizar los costes de mecanizado sin dejar de cumplir los requisitos funcionales. Se aprovecha la experiencia en el mecanizado de piezas fundidas con espesores de pared de entre 10 mm y 200 mm, ajustando las velocidades de avance y las presiones del refrigerante para evitar vibraciones en las secciones delgadas y garantizar la disipación del calor en las secciones gruesas. Para los componentes de hierro dúctil que requieren estanqueidad a la presión, se ofrecen ensayos hidrostáticos de hasta 10 MPa y ensayos de fugas con helio según la norma ISO 20485 para verificar la integridad de las juntas tras el mecanizado.
Los componentes de fundición mecanizados se envían a clientes de Europa, Norteamérica y Oriente Medio, con un embalaje diseñado para evitar la corrosión durante el transporte, que incluye papel VCI y bolsas desecantes para el transporte marítimo. El equipo de logística coordina con los transportistas para cumplir con los plazos de los proyectos, ofreciendo entregas urgentes para sustituciones de emergencia en un plazo de 10 a 14 días laborables. Con certificaciones como la ISO 3834-2 y la EN 1090-2, se cumplen los requisitos de calidad de los principales contratistas EPC en los sectores del petróleo y el gas, la energía eólica marina y la generación de energía, lo que proporciona un proveedor único para el mecanizado CNC de hierro fundido, desde el prototipo hasta los volúmenes de producción.