Descripción general del producto
Los servicios de torneado CNC de Leading Top Union están diseñados para el mecanizado de precisión de componentes de gran tamaño y alta complejidad utilizados en entornos industriales exigentes. Nuestras instalaciones de Suzhou cuentan con una amplia flota de tornos horizontales con una distancia entre centros de hasta 12 000 mm y tornos verticales (VTL) con un diámetro de giro máximo de 3000 mm. Esta capacidad nos permite manejar piezas de hasta 30 000 kg de peso, manteniendo una tolerancia de concentricidad de 0,01 mm TIR. Todas las operaciones de torneado se realizan en condiciones controladas en el taller, con regulación de la temperatura ambiente para minimizar los efectos de la expansión térmica en piezas de gran diámetro.
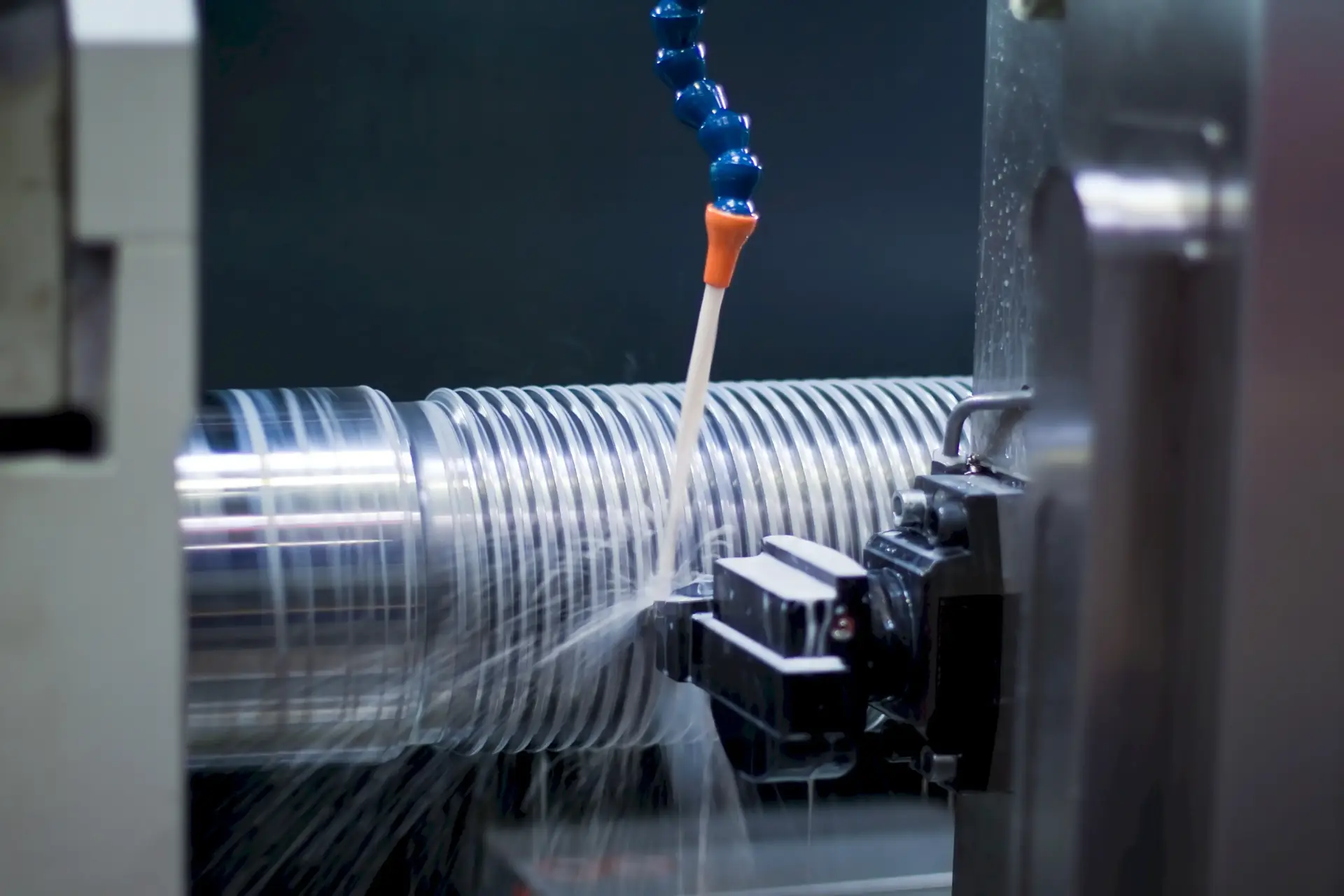
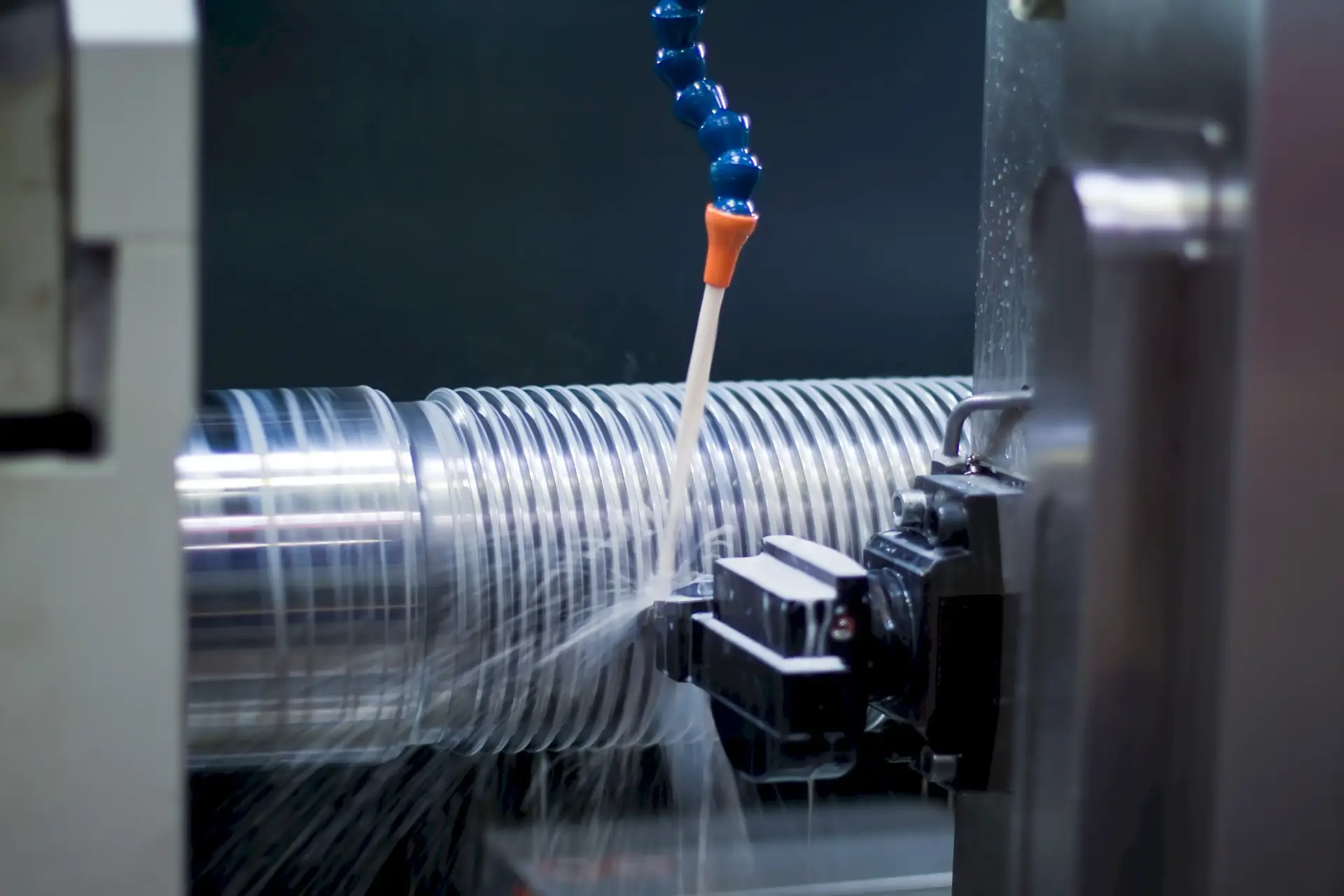
Las capacidades de torneado CNC van más allá del mecanizado cilíndrico básico e incluyen operaciones complejas multieje que utilizan herramientas motorizadas para fresar, taladrar y roscar en una sola configuración. Esto reduce los errores en la manipulación de piezas y acorta los plazos de entrega de los componentes que requieren características tanto rotacionales como no rotacionales. Se consiguen acabados superficiales que van desde Ra 0,4 μm para superficies de sellado hasta Ra 3,2 μm para interfaces estructurales, en función de los requisitos de la aplicación. El roscado abarca perfiles métricos, imperiales, API y personalizados, con una precisión de paso verificada mediante comparadores ópticos y calibres de rosca según las normas ASME B1.2 e ISO 1502. Para aplicaciones de alta precisión, como los vástagos de cilindros hidráulicos, se mantienen habitualmente tolerancias de ±0,005 mm en el diámetro y de 0,008 mm en la redondez mediante herramientas con punta de CBN y control adaptativo de la velocidad de avance. La excentricidad del husillo de la instalación se mantiene por debajo de 0,003 mm TIR mediante una calibración mensual con sistemas de alineación láser, lo que garantiza la repetibilidad en tiradas de producción largas.
La versatilidad en los materiales es uno de los pilares fundamentales de nuestros servicios de torneado. Mecanizamos habitualmente aceros al carbono (ASTM A36, A105), aceros aleados (4140, 4340, 8620), aceros inoxidables (304, 316, 17-4 PH), aleaciones de níquel (Inconel 625, 718) y grados de aluminio (6061, 7075). Para tubos de pared gruesa y componentes de ejes, empleamos geometrías de herramientas especializadas de carburo y cerámica para mantener el control de virutas y la estabilidad dimensional a profundidades de corte de hasta 8 mm. Nuestro sistema de gestión de la calidad, certificado según las normas ISO 3834-2 y EN 1090-2 EXC3, garantiza la trazabilidad completa de los números de lote de los materiales y los parámetros de mecanizado para cada pieza torneada. En el caso de los componentes tratados térmicamente, se realizan ensayos de dureza en una de cada diez piezas utilizando los métodos Rockwell C y Brinell, y los resultados se registran en los registros de lote.
Aplicaciones e industrias
En el sector del petróleo y el gas, los servicios de torneado CNC producen componentes críticos, como vástagos de válvulas, cuerpos de estranguladores y collares de perforación, que deben soportar presiones superiores a 15 000 psi y temperaturas de entre -50 °C y 250 °C. Para los conjuntos de árboles submarinos, los ejes de acero inoxidable 17-4 PH se tornean manteniendo una concentricidad de 0,01 mm TIR para garantizar un sellado fiable bajo cargas dinámicas. Los perfiles de rosca para conexiones API 5B y API 7-2 se cortan con una precisión de paso de 0,05 mm en una longitud de 300 mm, verificada mediante calibres de rosca certificados. Estas piezas suelen requerir el cumplimiento de la norma NACE MR0175 para entornos de servicio ácido, lo que se consigue mediante parámetros de mecanizado controlados y la certificación de los materiales. En el caso de los cuerpos de válvula de árbol de Navidad, los orificios se mecanizan con una tolerancia de diámetro de ±0,025 mm y un acabado superficial de Ra 0,8 μm, lo que garantiza un sellado hermético según los protocolos de ensayo API 6A PR2.
Las aplicaciones de energía eólica marina requieren el torneado de gran diámetro de bridas de ejes principales, carcasas de cojinetes de paso y componentes de accionamiento de giro. Los tornos verticales (VTL) admiten piezas con un diámetro de giro de hasta 3.000 mm y ofrecen acabados superficiales de Ra 1,6 μm en las caras de sellado para evitar fugas de lubricante bajo cargas cíclicas elevadas. En el caso de las piezas de transición para monopilotes, los orificios internos se mecanizan con tolerancias de ±0,05 mm para garantizar un ajuste preciso de las conexiones cementadas. Estos componentes se fabrican según las normas DNV-GL y EN 1090-2 EXC3, y se proporcionan informes dimensionales completos y certificados de materiales para cada lote. La capacidad de tornear piezas de 30 toneladas en una sola configuración reduce los riesgos de deformación por soldadura habituales en la fabricación multiproceso. En el caso de las carcasas de los cojinetes de paso, las pistas de contacto angular se tornean con una excentricidad de 0,015 mm TIR, lo que permite una rotación suave bajo cargas de turbinas de 8 MW durante una vida útil de 25 años.
Los sectores de la minería y la generación de energía dependen del torneado de alta resistencia para la fabricación de grandes ejes, rodillos y poleas utilizados en molinos trituradores y sistemas de turbinas. En el caso de las centrales eléctricas de carbón, los rotores de las turbinas de baja presión, fabricados en acero con un 3,5 % de níquel, se mecanizan con diámetros de hasta 2.500 mm y longitudes superiores a 8.000 mm, manteniendo una excentricidad inferior a 0,02 mm TIR. En la minería, los ejes de muñón para molinos de bolas se tornean a partir de acero aleado 4340 tratado térmicamente a 32-36 HRC, que opera bajo cargas continuas de 500 toneladas. La capacidad de herramientas motorizadas permite el fresado simultáneo de chaveteros y el taladrado de orificios para pernos en estos ejes, lo que elimina operaciones secundarias y reduce el tiempo total de ciclo hasta en un 30 % en comparación con los métodos convencionales. En el caso de los rodillos de los molinos trituradores, el diámetro exterior se tornea con una rectitud de 0,01 mm por metro para garantizar unos patrones de desgaste uniformes, lo que prolonga los intervalos de mantenimiento en un 15 %, tal y como se ha validado mediante ensayos de campo.
¿Por qué elegir Leading Top Union para servicios de torneado CNC?
La cartera de certificaciones responde directamente a los requisitos de calidad de las empresas EPC internacionales. Con la norma ISO 3834-2 para la integración de soldaduras, la norma EN 1090-2 EXC3 para acero estructural y la norma AWS D1.1 para conjuntos soldados, se ofrece una solución integral para los componentes torneados que forman parte de conjuntos soldados de mayor tamaño. Esto elimina la necesidad de cualificaciones de proveedores independientes y reduce la complejidad de la cadena de suministro. Las inspecciones durante el proceso se realizan utilizando máquinas de medición por coordenadas (CMM) con una precisión de 1,5 μm e interferómetros láser para la verificación del posicionamiento lineal en los tornos, lo que garantiza que cada pieza cumpla con las tolerancias especificadas antes de su envío. Por ejemplo, en un pedido reciente de 200 tubos de cilindros hidráulicos, se verificó que el 100 % de las piezas presentaban una variación del espesor de pared inferior a 0,03 mm, superando el requisito del cliente de ±0,05 mm.
Se ofrece asistencia técnica para proyectos de torneado complejos, incluida la optimización de las trayectorias de la herramienta para materiales difíciles de mecanizar, como el Inconel 718 y las aleaciones de titanio. El software CAM con funciones de simulación predice la formación de virutas y el desgaste de la herramienta, lo que reduce las tasas de desechos por debajo del 0,5 % en las series de producción. Para pedidos de prototipos y de bajo volumen, se ofrece un plazo de entrega rápido de entre 5 y 7 días laborables para piezas de hasta 1.000 mm de diámetro. Todos los componentes torneados se suministran con informes de ensayo de materiales (MTR), certificados de inspección dimensional y mediciones de rugosidad superficial trazables según las normas del NIST, cumpliendo los requisitos de documentación de las normas ISO 9001:2015 y ASME B46.1. Para las piezas de grado aeroespacial, se ofrecen capacidades adicionales de ensayos no destructivos (END), como ensayos ultrasónicos para detectar defectos subsuperficiales de hasta 0,5 mm de profundidad e inspección por partículas magnéticas para detectar grietas superficiales, lo que garantiza el cumplimiento de las normas AMS 2644 y ASTM E1444.