Descripción general del producto
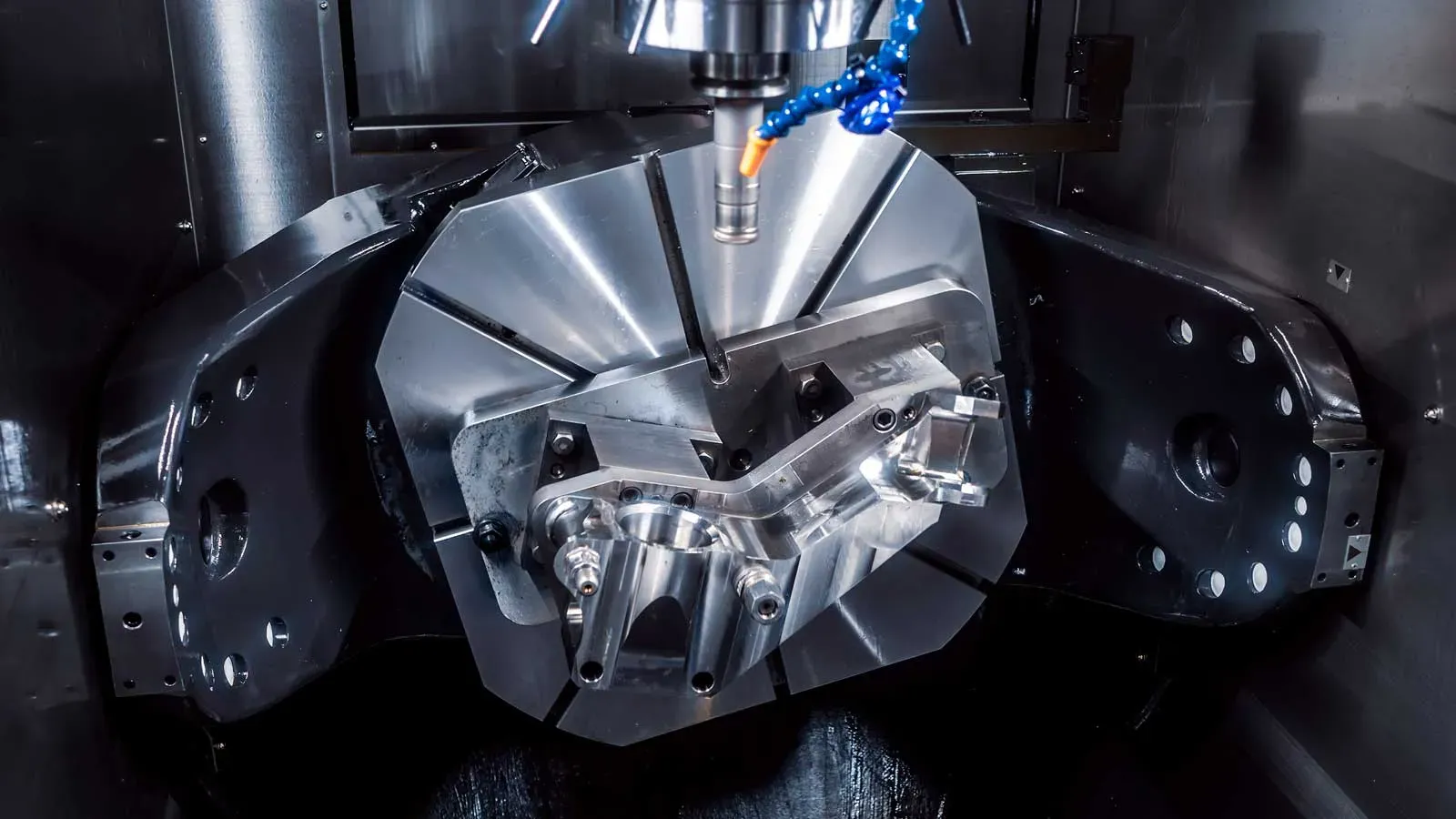
Los servicios de mecanizado CNC de 5 ejes de Leading Top Union están diseñados para geometrías complejas que requieren una interpolación multieje simultánea. A diferencia de los sistemas de posicionamiento 3+2, la verdadera capacidad de 5 ejes permite que la herramienta de corte mantenga una orientación óptima con respecto a la superficie de la pieza de trabajo durante todo el ciclo de mecanizado. Esto resulta fundamental para componentes con muescas, cavidades profundas y contornos de forma libre, en los que los métodos convencionales de 3 ejes requerirían múltiples configuraciones y accesorios especializados. La configuración cinemática de las máquinas DMG MORI y Mazak proporciona una rotación completa de los ejes B y C, lo que permite el acceso de la herramienta desde prácticamente cualquier ángulo sin necesidad de reposicionar la pieza.
Construcción de la máquina y estabilidad térmica
La base técnica del mecanizado de 5 ejes se sustenta en una estructura rígida de la máquina y en avanzados sistemas de servocontrol. El amplio espacio de mecanizado permite trabajar con piezas de hasta 4000 × 2000 × 1500 mm y una carga útil máxima de 12 000 kg, lo que convierte a esta instalación en una de las pocas con certificación ISO 3834-2 capaces de procesar componentes a gran escala para parques eólicos marinos y maquinaria pesada de minería. El husillo alcanza hasta 18 000 rpm con una interfaz de herramienta HSK-A63, lo que proporciona el par y la velocidad necesarios tanto para operaciones de desbaste en Inconel 718 como para pasadas de acabado en aleaciones de aluminio. La estabilidad térmica se mantiene gracias a sistemas de refrigeración integrados que regulan la temperatura con una precisión de ±1 °C durante ciclos de mecanizado prolongados.
Precisión posicional y capacidades de acabado superficial
Se consigue una precisión posicional de ±0,01 mm y una repetibilidad de ±0,003 mm gracias a la retroalimentación en bucle cerrado procedente de escalas lineales y encoders rotativos. Estas tolerancias se verifican mediante pruebas con el sistema Ballbar de Renishaw e interferometría láser, de conformidad con la norma ISO 230-2. Para aplicaciones críticas en el sector aeroespacial y de turbinas, las rutinas de palpado durante el proceso compensan automáticamente el desgaste de la herramienta y la dilatación térmica, manteniendo la consistencia dimensional en series de producción de entre 50 y 500 unidades. Se pueden alcanzar acabados superficiales que van de Ra 0,4 a 1,6 μm, dependiendo del material y de la estrategia de trayectoria de la herramienta, siendo posible obtener acabados de espejo en materiales no ferrosos utilizando herramientas de diamante especializadas.
Versatilidad de los materiales e ingeniería de procesos
La versatilidad de los materiales es una ventaja clave de los servicios de mecanizado CNC de 5 ejes. Se procesan habitualmente aceros inoxidables (304, 316L, 17-4PH), aleaciones de titanio (Ti-6Al-4V, Ti-6Al-2Sn-4Zr-2Mo), superaleaciones a base de níquel (Inconel 718, Hastelloy X), aleaciones de aluminio (6061-T6, 7075-T651) y los plásticos técnicos (PEEK, PTFE, Torlon) se procesan habitualmente. Cada material requiere parámetros de corte, geometrías de herramienta y estrategias de refrigeración específicos; los ingenieros de procesos desarrollan planes de mecanizado personalizados basándose en las normas de textura superficial ASME B46.1 y las especificaciones de materiales ASTM. Para aplicaciones a alta temperatura en turbinas de gas, se mantiene un control estricto sobre la tensión residual y el espesor de la capa de recocido, a menudo por debajo de 0,05 mm, para evitar el fallo prematuro de los componentes.
Ventajas de la configuración única y rentabilidad de la producción
La ventaja de un solo cambio de configuración en el mecanizado de 5 ejes repercute directamente en la calidad de las piezas y en la rentabilidad de la producción. Al eliminar los múltiples cambios de fijación y los pasos de reajuste de referencia, se reducen los errores de posicionamiento acumulativos que suelen producirse en las operaciones secuenciales de 3 ejes. Un componente típico de impulsor que requiere 12 configuraciones distintas en equipos convencionales puede completarse en un único ciclo de sujeción, lo que reduce el tiempo de entrega entre un 40 % y un 60 % y mejora la consistencia geométrica. Este enfoque también minimiza la intervención del operador, reduciendo el riesgo de error humano en la transferencia de datos. Para las industrias regidas por los sistemas de calidad AS9100D o ISO 13485, esta metodología de configuración única y trazable proporciona pruebas auditables del control del proceso.
Aplicaciones e industrias
Componentes estructurales aeroespaciales
En el sector aeroespacial, los servicios de mecanizado CNC de 5 ejes producen componentes estructurales para fuselajes y sistemas de motores, donde la reducción de peso y la resistencia a la fatiga son fundamentales. Se fabrican mamparos de titanio, costillas de ala de aluminio y discos de turbina de Inconel con patrones complejos de orificios de refrigeración que exigen un taladrado simultáneo en 5 ejes con ángulos superiores a 30 grados. Estos componentes deben cumplir con las normas de calidad AS9100D y, a menudo, requieren informes de inspección del primer artículo según la norma AS9102. La capacidad de mecanizar secciones de pared delgada de hasta 0,5 mm de espesor con una tolerancia de ±0,02 mm es fundamental para aplicaciones en las que el peso es un factor crítico, como los programas de aviones comerciales Boeing 787 y Airbus A350.
Herramientas de fondo de pozo para petróleo y gas
Las aplicaciones del sector del petróleo y el gas se benefician considerablemente de las capacidades de mecanizado de 5 ejes, especialmente en el caso de las herramientas de fondo de pozo y los componentes de válvulas que operan en entornos de alta presión y alta temperatura (HPHT). Los componentes de árboles de Navidad, las piezas de los preventores de reventones (BOP) y los cuerpos de los conectores submarinos se mecanizan a partir de acero aleado 4130 y acero inoxidable 17-4PH, manteniendo una concentricidad de 0,01 mm en longitudes superiores a 1000 mm. La certificación EN 1090-2 EXC3 garantiza la trazabilidad y la verificación de las propiedades mecánicas de los componentes sometidos a presión. Para aplicaciones submarinas que requieren el cumplimiento de la norma NACE MR0175/ISO 15156, se mantiene un estricto control de la dureza y la resistencia al agrietamiento por tensión de sulfuro mediante procesos validados de tratamiento térmico y mecanizado.
Fabricación de componentes para turbinas
La fabricación de componentes para turbinas constituye un área de aplicación fundamental para los servicios de mecanizado de 5 ejes. Se producen rotores de álabes integrados (IBR), álabes guía de tobera y carcasas de difusor para turbinas de gas y de vapor utilizadas en la generación de energía y la propulsión naval. Estos componentes requieren un mecanizado de contorno simultáneo en 5 ejes para generar perfiles aerodinámicos con ángulos de torsión superiores a 60 grados y radios del borde de ataque de tan solo 0,2 mm. La capacidad de acabado superficial de Ra 0,4 μm en aleaciones a base de níquel reduce las pérdidas aerodinámicas y mejora la eficiencia de la turbina hasta en un 2 %. La verificación dimensional se realiza utilizando máquinas de medición por coordenadas (CMM) con sondas de escaneo, tomando como referencia las normas ASME Y14.5-2009 GD&T para tolerancias de perfil, que suelen especificarse en 0,05 mm.
Componentes de la energía eólica marina
El sector de la energía eólica marina requiere componentes de precisión a gran escala que solo los centros de mecanizado de 5 ejes están capacitados para fabricar. Se mecanizan carcasas de cojinetes de giro, componentes del sistema de variación de paso y conectores del eje principal a partir de piezas fundidas de hierro dúctil y acero de baja aleación que pueden llegar a pesar hasta 12 toneladas. Estas piezas exigen tolerancias muy ajustadas en las disposiciones de los orificios de los pernos y en las superficies de acoplamiento para garantizar una distribución adecuada de la carga en las condiciones dinámicas del mar. La certificación ISO 3834-2 para soldadura y la EN 1090-2 EXC3 para la fabricación de acero estructural permiten la integración de componentes mecanizados con conjuntos soldados, proporcionando soluciones completas de módulos submarinos. En el caso de las plataformas eólicas flotantes, se mantiene el cumplimiento de la norma DNV-GL para los componentes críticos en cuanto a fatiga sometidos a ciclos de vida de diseño de 20 años.
Fabricación de productos sanitarios
La fabricación de productos sanitarios utiliza la capacidad de mecanizado de 5 ejes para implantes ortopédicos e instrumentos quirúrgicos que requieren materiales biocompatibles y acabados de espejo. Se mecanizan vástagos de cadera, componentes de rodilla e implantes vertebrales fabricados en Ti-6Al-4V ELI y aleaciones de cobalto-cromo, de conformidad con las normas ASTM F136 y ASTM F1537. El movimiento simultáneo de 5 ejes permite crear superficies complejas en contacto con el hueso con estructuras porosas que favorecen la osteointegración. Se puede alcanzar una rugosidad superficial inferior a Ra 0,2 μm en las superficies de articulación, lo que reduce la generación de residuos por desgaste. El entorno de mecanizado compatible con salas blancas y el sistema de gestión de calidad ISO 13485 garantizan el cumplimiento de los requisitos de la norma FDA 21 CFR Parte 820 para fabricantes de dispositivos médicos.
¿Por qué elegir Leading Top Union para los servicios de mecanizado CNC de 5 ejes?
Certificaciones internacionales y calidad auditada
Los servicios de mecanizado CNC de 5 ejes de Leading Top Union cuentan con el respaldo de múltiples certificaciones internacionales que satisfacen directamente los requisitos de calidad de las empresas EPC a nivel mundial. La certificación ISO 3832-2 para la fabricación mediante soldadura, la EN 1090-2 EXC3 para acero estructural y la AWS D1.1 para procedimientos de soldadura proporcionan una garantía de calidad verificable para ensamblajes complejos. Estas certificaciones no son meramente administrativas, sino que se verifican mediante auditorías trimestrales realizadas por TÜV SÜD y Bureau Veritas, lo que garantiza que los procesos cumplan de forma sistemática con las normas europeas y estadounidenses. Para los ingenieros de compras que evalúan a los proveedores, esta cartera de certificaciones reduce la necesidad de realizar exhaustivas auditorías de segunda parte, lo que agiliza el proceso de cualificación.
Equipo técnico con amplia experiencia y simulación con gemelos digitales
El equipo técnico cuenta con más de 15 años de experiencia combinada en programación de 5 ejes y optimización de procesos, con conocimientos específicos en los programas de CAM Siemens NX y Mastercam. Se desarrollan posprocesadores personalizados para cada configuración de máquina con el fin de garantizar trayectorias de herramienta sin colisiones y condiciones de corte óptimas. Para operaciones complejas de múltiples ejes, se simula todo el ciclo de mecanizado utilizando el software Vericut, verificando el espacio libre de la herramienta y las tasas de arranque de material antes de cortar cualquier pieza de metal. Este enfoque de gemelo digital reduce el tiempo de configuración en un 30 % de media y elimina prácticamente los desechos debidos a errores de programación. Los ingenieros asisten regularmente a programas de formación en los centros tecnológicos de DMG MORI y Mazak para mantenerse al día con las estrategias de mecanizado en constante evolución.
Control de calidad interno y verificación de materiales
El control de calidad en Leading Top Union va más allá de la inspección dimensional e incluye la verificación de materiales y la validación de procesos. Un laboratorio metalúrgico interno, equipado con espectrómetros, durómetros y máquinas de ensayo de tracción, verifica la composición de los materiales y sus propiedades mecánicas de acuerdo con las normas ASTM E8 y ASTM E18. En el caso de los componentes críticos, se realizan ensayos no destructivos, incluyendo la inspección por ultrasonidos según la norma ASTM E2375 y la inspección por penetración de tintes según la norma ASTM E1417. Todos los resultados de las inspecciones se documentan en informes detallados que cumplen los requisitos de trazabilidad de los sistemas de calidad AS9100D e ISO 9001:2015. Esta completa infraestructura de calidad proporciona a los clientes confianza en la integridad de los componentes para aplicaciones de misión crítica.
Apoyo a la cadena de suministro global y la logística
Las capacidades de la cadena de suministro y logística están diseñadas para respaldar la ejecución de proyectos a nivel mundial. Se mantiene un stock estratégico de materiales de uso habitual, como el acero inoxidable 316L, el acero aleado 4140 y el aluminio 6061-T6, lo que reduce los plazos de aprovisionamiento en 2-3 semanas. En el caso de los pedidos de exportación, nos encargamos de toda la documentación, incluidos los certificados de origen, los informes de ensayo de materiales y los trámites de despacho de aduana. La ubicación en Suzhou, China, ofrece acceso directo al puerto de Shanghái y a los centros de transporte aéreo internacional, lo que permite la entrega puerta a puerta en Europa, Norteamérica y Oriente Medio en un plazo de 10 a 14 días para el transporte aéreo o de 30 a 45 días para el transporte marítimo. Se ofrecen opciones de Incoterms, incluyendo FOB Shanghái, CIF en los principales puertos y DDP para cuentas cualificadas.
Rentabilidad y transparencia en los precios
La rentabilidad en el mecanizado de 5 ejes se consigue mediante estrategias optimizadas de trayectorias de herramienta y la reducción de operaciones secundarias. El enfoque de configuración única elimina la necesidad de costosos dispositivos de sujeción y múltiples traslados entre máquinas, lo que reduce el coste por pieza entre un 15 % y un 25 % en comparación con los métodos convencionales de 3 ejes para geometrías complejas. Se ofrece una estructura de precios transparente con desgloses detallados de los costes de material, el tiempo de mecanizado y las tarifas de inspección, lo que permite a los equipos de compras presupuestar con precisión sus proyectos. Para tiradas de producción superiores a 100 unidades, se ofrecen descuentos por volumen y programas de inventario en consignación que reducen las necesidades de capital circulante. El equipo de gestión de proyectos proporciona informes de progreso semanales y el estado de la producción en tiempo real a través de un portal de clientes en línea, lo que garantiza una visibilidad completa a lo largo de todo el ciclo de fabricación.