نظرة عامة على المنتج
تم تصميم خدمات الخراطة باستخدام الحاسب الآلي (CNC) في شركة Leading Top Union خصيصًا للتصنيع الدقيق للمكونات الضخمة ذات الأهمية الكبيرة المستخدمة في البيئات الصناعية الصعبة. وتضم منشأتنا في سوتشو أسطولًا شاملاً من مخارط أفقية يصل طولها بين المركزين إلى 12,000 مم، ومخارط عمودية (VTL) يبلغ قطر دورانها الأقصى 3,000 مم. تتيح لنا هذه السعة التعامل مع قطع عمل يصل وزنها إلى 30,000 كجم مع الحفاظ على تفاوت في التراكز يبلغ 0.01 مم TIR. يتم تنفيذ جميع عمليات الخراطة في ظروف ورشة عمل خاضعة للرقابة مع تنظيم درجة الحرارة المحيطة لتقليل تأثيرات التمدد الحراري على الأجزاء ذات القطر الكبير.
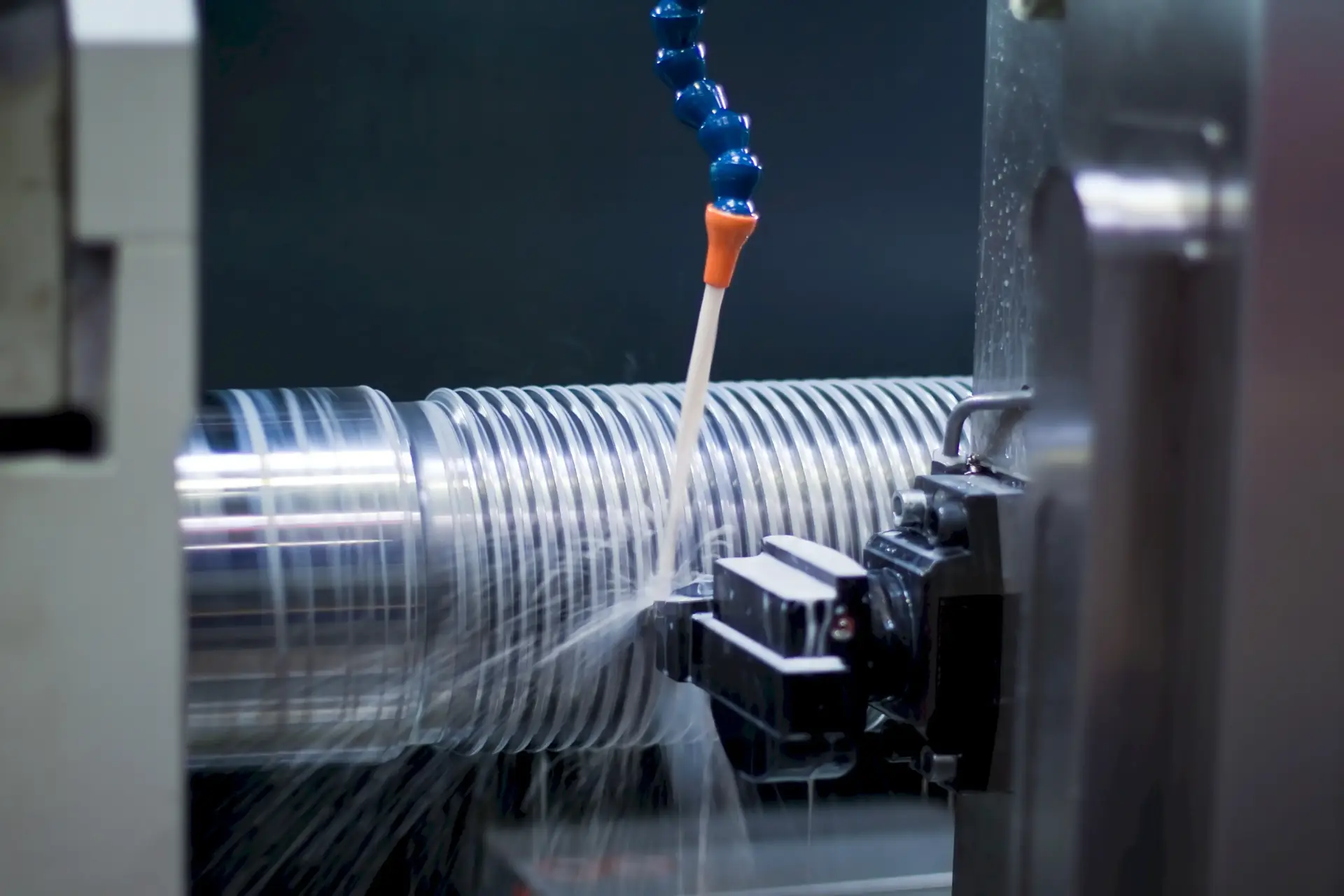
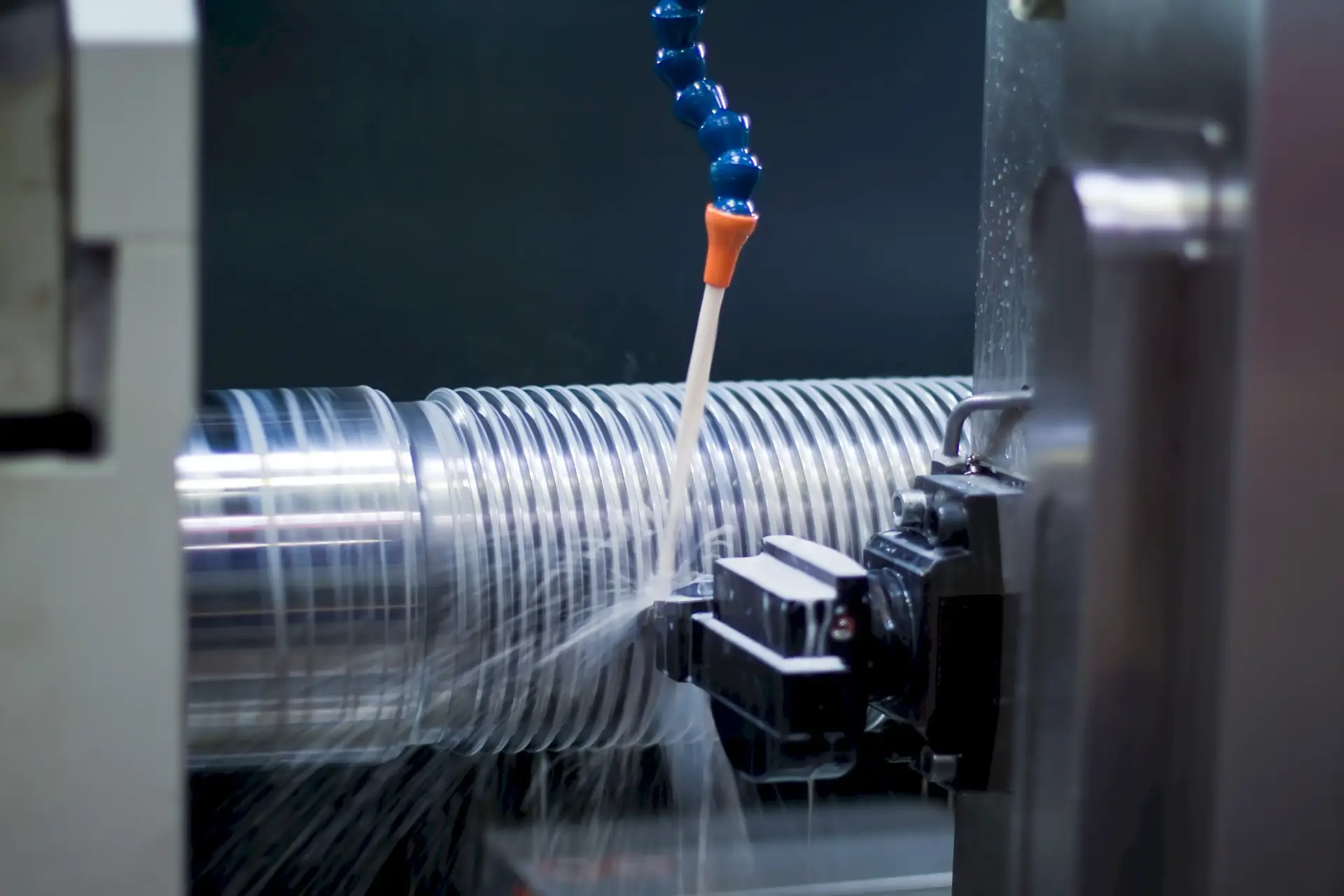
تتجاوز قدرات الخراطة باستخدام الحاسب الآلي (CNC) المعالجة الأسطوانية الأساسية لتشمل عمليات معقدة متعددة المحاور باستخدام أدوات حية (متحركة) لأعمال الطحن والحفر والتثقيب في إعداد واحد. ويؤدي ذلك إلى تقليل أخطاء مناولة القطع وتقصير مدة إنتاج المكونات التي تتطلب ميزات دوارة وغير دوارة على حد سواء. ويتم تحقيق تشطيبات سطحية تتراوح من Ra 0.4 ميكرومتر لأسطح الإحكام إلى Ra 3.2 ميكرومتر للواجهات الهيكلية، وفقًا لمتطلبات التطبيق. يغطي قطع الخيوط المقاييس المترية والإمبراطورية وAPI والملامح المخصصة، مع التحقق من دقة الخطوة باستخدام مقارنات بصرية ومقاييس الخيوط وفقًا لمعايير ASME B1.2 وISO 1502. بالنسبة للتطبيقات عالية الدقة، مثل قضبان الأسطوانات الهيدروليكية، يتم الحفاظ بشكل روتيني على تفاوتات تبلغ ±0.005 مم في القطر و0.008 مم في الاستدارة باستخدام أدوات ذات رؤوس من نيتريد البورون المكعب (CBN) والتحكم التكيفي في معدل التغذية. يتم الحفاظ على انحراف عمود الدوران في المنشأة أقل من 0.003 مم TIR من خلال المعايرة الشهرية باستخدام أنظمة محاذاة الليزر، مما يضمن التكرارية عبر دورات الإنتاج الطويلة.
تعد تنوع المواد حجر الزاوية في خدمات الخراطة التي نقدمها. نقوم بشكل روتيني بتصنيع الفولاذ الكربوني (ASTM A36، A105)، وسبائك الفولاذ (4140، 4340، 8620)، والفولاذ المقاوم للصدأ (304، 316، 17-4 PH)، وسبائك النيكل (Inconel 625، 718)، ودرجات الألومنيوم (6061، 7075). بالنسبة لمكونات الأنابيب ذات الجدران السميكة والأعمدة، نستخدم أشكالًا هندسية متخصصة لأدوات الكربيد والسيراميك للحفاظ على التحكم في البرادة واستقرار الأبعاد عند أعماق قطع تصل إلى 8 مم. يضمن نظام إدارة الجودة لدينا، المعتمد وفقًا لمعايير ISO 3834-2 و EN 1090-2 EXC3، إمكانية التتبع الكامل لأرقام التسخين للمواد ومعلمات التصنيع لكل قطعة مخروطة. بالنسبة للمكونات المعالجة حرارياً، يتم إجراء اختبار الصلابة على كل قطعة من كل عشر قطع باستخدام طريقتي روكويل C وبرينل، مع تسجيل النتائج في سجلات الدُفعات.
التطبيقات والقطاعات
في قطاع النفط والغاز، تنتج خدمات الخراطة باستخدام الحاسب الآلي (CNC) مكونات حيوية مثل أعمدة الصمامات، وأجسام الخانق، وأطواق الحفر التي يجب أن تتحمل ضغوطًا تتجاوز 15,000 رطل لكل بوصة مربعة ودرجات حرارة تتراوح من -50 درجة مئوية إلى 250 درجة مئوية. أما بالنسبة لمجموعات أشجار الحفر البحرية، فيتم خراطة أعمدة من الفولاذ المقاوم للصدأ 17-4 PH مع الحفاظ على التراكز عند 0.01 مم TIR لضمان إحكام الإغلاق تحت الأحمال الديناميكية. يتم قطع ملامح الخيوط للوصلات API 5B و API 7-2 بدقة في الميل لا تتجاوز 0.05 مم على طول 300 مم، ويتم التحقق من ذلك بواسطة مقاييس خيوط معتمدة. غالبًا ما تتطلب هذه الأجزاء الامتثال لمعيار NACE MR0175 لبيئات الخدمة الحمضية، وهو ما يتم توفيره من خلال معلمات تصنيع خاضعة للرقابة وشهادة المواد. بالنسبة لأجسام صمامات شجرة عيد الميلاد، يتم تصنيع الثقوب بتفاوت في القطر يبلغ ±0.025 مم مع تشطيبات سطحية تبلغ Ra 0.8 ميكرومتر، مما يضمن إحكامًا مانعًا لتسرب الفقاعات وفقًا لبروتوكولات اختبار API 6A PR2.
تتطلب تطبيقات طاقة الرياح البحرية خرق شفرات المحور الرئيسي وعلب محامل الزاوية ومكونات محرك الدوران بقطر كبير. تتعامل ماكينات الخرق العمودي (VTL) مع قطع يصل قطر دورانها إلى 3,000 مم مع تشطيبات سطحية تبلغ Ra 1.6 ميكرومتر على أسطح الإحكام لمنع تسرب مواد التشحيم تحت الأحمال الدورية العالية. بالنسبة لقطع الانتقال أحادية العمود، يتم تصنيع الثقوب الداخلية بتفاوتات تبلغ ±0.05 مم لضمان تركيب دقيق للوصلات المملوءة بالجص. يتم إنتاج هذه المكونات وفقًا لمعايير DNV-GL و EN 1090-2 EXC3، مع توفير تقارير أبعاد كاملة وشهادات مواد لكل دفعة. تقلل القدرة على خراطة قطع تزن 30 طنًا في إعداد واحد من مخاطر تشوه اللحام الشائعة في التصنيع متعدد العمليات. بالنسبة لعلب محامل الميل، يتم تشكيل مسارات التلامس الزاوي بحيث يصل انحرافها إلى 0.015 مم TIR، مما يتيح دورانًا سلسًا تحت أحمال توربينات تبلغ 8 ميجاوات على مدار عمر تصميمي يبلغ 25 عامًا.
تعتمد صناعات التعدين وتوليد الطاقة على عمليات الخراطة عالية التحمل لتصنيع الأعمدة الكبيرة والبكرات والبكرات المستخدمة في مطاحن التكسير وأنظمة التوربينات. بالنسبة لمحطات الطاقة التي تعمل بالفحم، يتم تصنيع دوارات التوربينات ذات الضغط المنخفض من الفولاذ المحتوي على 3.5٪ من النيكل بأقطار تصل إلى 2500 ملم وأطوال تتجاوز 8000 ملم، مع الحفاظ على انحراف محوري لا يتجاوز 0.02 ملم TIR. في مجال التعدين، يتم خراطة أعمدة الدوران لمطاحن الكرات من سبائك الصلب 4340 المعالجة حرارياً إلى 32-36 HRC، والتي تعمل تحت أحمال مستمرة تبلغ 500 طن. تتيح إمكانية استخدام الأدوات الحية إجراء عمليات الطحن المتزامن للفتحات المفتاحية وحفر ثقوب البراغي على هذه الأعمدة، مما يلغي العمليات الثانوية ويقلل من إجمالي وقت الدورة بنسبة تصل إلى 30٪ مقارنة بالطرق التقليدية. بالنسبة لأسطوانات المطاحن، يتم تشكيل القطر الخارجي بدرجة استقامة تبلغ 0.01 مم لكل متر لضمان أنماط تآكل موحدة، مما يطيل فترات الصيانة بنسبة 15% كما تم التحقق من ذلك من خلال التجارب الميدانية.
لماذا تختار Leading Top Union لخدمات الخراطة والتشغيل باستخدام الحاسب الآلي؟
تستجيب مجموعة الشهادات بشكل مباشر لمتطلبات الجودة التي تفرضها شركات EPC العالمية. فمن خلال شهادة ISO 3834-2 الخاصة بتكامل عمليات اللحام، وشهادة EN 1090-2 EXC3 الخاصة بالفولاذ الإنشائي، وشهادة AWS D1.1 الخاصة بالمكونات الملحومة، يتم توفير حل شامل من مصدر واحد للمكونات الخراطة التي تشكل جزءًا من مجموعات ملحومة أكبر. وهذا يلغي الحاجة إلى تأهيلات منفصلة للموردين ويقلل من تعقيد سلسلة التوريد. يتم إجراء عمليات الفحص أثناء التصنيع باستخدام أجهزة قياس منسقة (CMM) بدقة 1.5 ميكرومتر ومقياس تداخل ليزري للتحقق من الموضع الخطي على المخارط، مما يضمن أن كل قطعة تلبي التفاوتات المحددة قبل الشحن. على سبيل المثال، في طلبية حديثة لـ 200 أنبوب أسطوانة هيدروليكية، تم التحقق من أن 100% من القطع لديها تباين في سماكة الجدار أقل من 0.03 مم، وهو ما يتجاوز متطلبات العميل البالغة ±0.05 مم.
يتم تقديم الدعم الهندسي لمشاريع الخراطة المعقدة، بما في ذلك تحسين مسار الأداة للمواد التي يصعب تصنيعها مثل إنكونيل 718 وسبائك التيتانيوم. ويتيح برنامج CAM المزود بقدرات المحاكاة التنبؤ بتكوين البرادة وتآكل الأداة، مما يقلل معدلات الخردة إلى أقل من 0.5% في عمليات الإنتاج. بالنسبة للنماذج الأولية والطلبات ذات الحجم الصغير، يتوفر إنجاز سريع في غضون 5-7 أيام عمل للأجزاء التي يصل قطرها إلى 1000 مم. يتم تزويد جميع المكونات الخراطة بتقارير اختبار المواد (MTRs) وشهادات فحص الأبعاد وقياسات خشونة السطح القابلة للتتبع وفقًا لمعايير NIST، بما يفي بمتطلبات التوثيق وفقًا لمعايير ISO 9001:2015 و ASME B46.1. بالنسبة للأجزاء المخصصة للفضاء، تتوفر قدرات إضافية للاختبار غير التدميري (NDT) مثل الاختبار بالموجات فوق الصوتية للعيوب تحت السطحية حتى عمق 0.5 مم وفحص الجسيمات المغناطيسية للشقوق السطحية، مما يضمن الامتثال لمعايير AMS 2644 و ASTM E1444.