نظرة عامة على المنتج
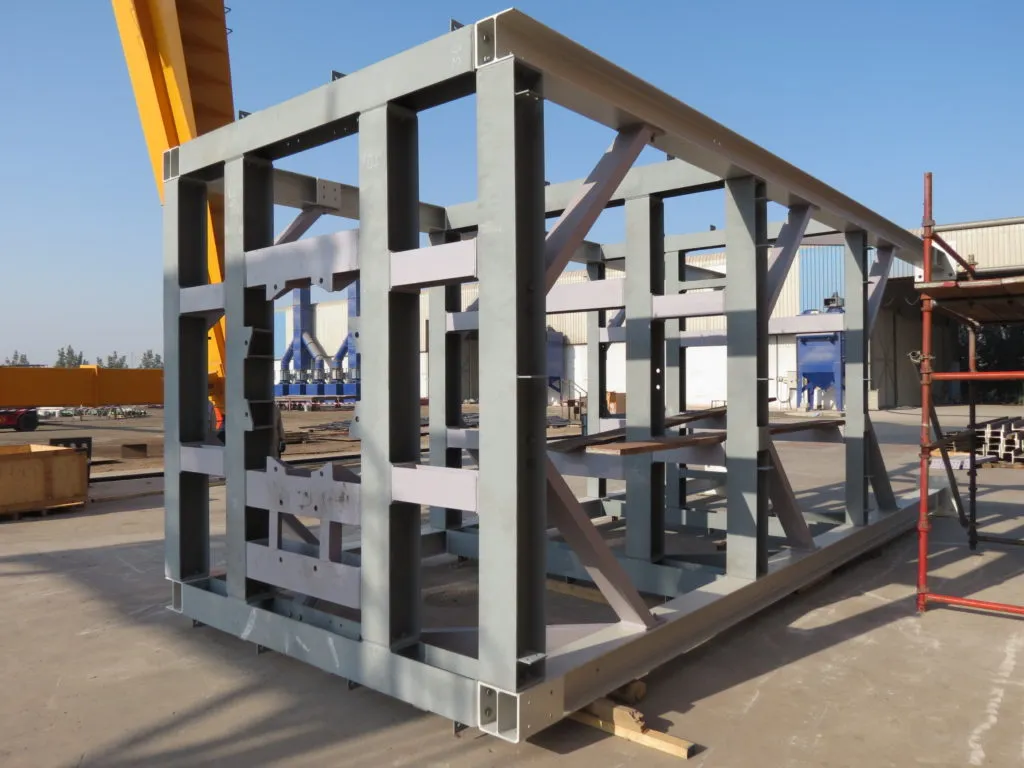
تم تصميم هياكل معدات التعدين التي تصنعها شركة Leading Top Union لتحمل الأحمال الدورية الشديدة وقوى الصدم والبيئات الكاشطة التي تواجهها عمليات التعدين السطحية والجوفية. وتُستخدم درجات من الفولاذ عالي القوة، بما في ذلك S355J2+N وS460ML وS690QL وHardox 400/500، ويتم اختيارها بناءً على متطلبات مقاومة الانحناء التي تتراوح من 355 ميجا باسكال إلى 690 ميجا باسكال. تُلحم الألواح التي يتراوح سمكها من 10 مم إلى 200 مم باستخدام عمليات اللحام بالقوس المليء بالفلوكس (FCAW) واللحام بالقوس المغمور (SAW) واللحام بالقوس المعدني بالغاز (GMAW)، وجميعها مؤهلة بموجب كود اللحام الهيكلي AWS D1.1:2020. يخضع كل لحام حرج لاختبار بالموجات فوق الصوتية (UT) بنسبة 100% وفقًا لمعيار ASTM E164، مع استكماله باختبار الجسيمات المغناطيسية (MT) واختبار تغلغل الصبغة (PT) على الانقطاعات السطحية. بالنسبة للتركيبات التي تتطلب ثباتًا أبعاديًا تحت الأحمال الديناميكية، تُطبق المعالجة الحرارية لتخفيف الإجهاد وفقًا لقسم VIII من كود ASME BPV، مع الحفاظ على درجات الحرارة عند 595 درجة مئوية ± 15 درجة مئوية لمدة ساعة واحدة لكل 25 مم من السماكة، يليها تبريد متحكم فيه لتقليل الإجهاد المتبقي إلى أدنى حد.
التصنيع الدقيق ومراقبة الأبعاد
تتضمن عملية التصنيع معالجة آلية دقيقة لأسطح التثبيت ومبيتات المحامل لتحقيق تفاوتات تبلغ ±0.05 مم في الثقوب الحرجة و±0.1 مم في التسطيح على مسافات تمتد لمسافة متر واحد. ويتم تحقيق ذلك باستخدام آلات حفر CNC خماسية المحاور وآلات طحن من النوع الجسري بدقة تحديد موضع تبلغ ±0.02 مم لكل متر. بالنسبة لإطارات معدات التعدين التي تدعم الجرافات والحفارات وشاحنات النقل، يتم تصنيع أسطح التوصيل لتلبية مواصفات الشركات المصنعة للمعدات الأصلية فيما يتعلق بأنماط فتحات البراغي ومواقع المسامير الدبوسية ومتطلبات تشطيب السطح التي تبلغ Ra 3.2 ميكرومتر أو أفضل. تصل سعة الوزن للقطعة الواحدة إلى 60 طنًا، مما يتيح تصنيع إطارات هيكل سفلي كاملة وأقسام ذراع الرافعة وتجميعات الشاسيه دون وصلات وسيطة. يتم التحقق من كل إطار مقابل تقارير الأبعاد باستخدام أجهزة تتبع بالليزر بدقة حجمية تبلغ ±0.03 مم، مما يضمن قابلية التبادل مع المعدات الموجودة في الموقع.
تتبع المواد وضمان جودة اللحام
يتم الحفاظ على تتبع المواد بدءًا من شهادة المصنع وحتى التجميع النهائي، حيث يتم تحديد كل لوح فولاذي برقم الدفعة ودرجة الصلابة وفقًا لشهادة EN 10204 من النوع 3.1. بالنسبة لدرجات Hardox 400 و 500، يتم اتباع معايير اللحام الموصى بها من SSAB، بما في ذلك درجات حرارة التسخين المسبق من 100 درجة مئوية إلى 200 درجة مئوية حسب السماكة، وحدود درجة الحرارة بين الممرات عند 250 درجة مئوية لتجنب التشقق الناتج عن الهيدروجين. يتم اختيار مستهلكات اللحام لتتناسب مع قوة المعدن الأساسي: ER70S-6 لـ S355، وER100S-G لـ S460، وER120S-G لـ S690، وجميعها ذات محتوى هيدروجين قابل للانتشار أقل من 5 مل/100 غرام وفقًا لمعيار AWS A4.3. يعد المعالجة الحرارية بعد اللحام إلزامية للإطارات S690QL التي يتجاوز سمكها 50 مم لتحقيق قيم صلابة أقل من 350 HV10 وضمان مقاومة الكسر عند درجات حرارة تصل إلى -40 درجة مئوية، وهو أمر بالغ الأهمية لعمليات التعدين في مناطق القطب الشمالي. نظام إدارة الجودة معتمد وفقًا لمعيار ISO 3834-2 لجودة اللحام الكاملة، ومعيار EN 1090-2 EXC3 لفئة التنفيذ، ومعيار AWS D1.1 للفولاذ الهيكلي.
التطبيقات والقطاعات
تشكل هياكل معدات التعدين المصنعة في شركة «ليدينغ توب يونيون» العمود الفقري الهيكلي للآلات الثقيلة العاملة في المناجم المفتوحة والمناجم تحت الأرض في جميع أنحاء العالم. وفي مجال التعدين السطحي، تُستخدم هذه الهياكل في الجرافات الكهربائية ذات الحبال التي تصل سعة دلوها إلى 120 مترًا مكعبًا، حيث يتعين على هيكل سطح العمل الرئيسي أن يتحمل أحمالًا ديناميكية تتجاوز 2000 طن متري خلال دورات الحفر. عادةً ما يتم تصنيع هذه الهياكل من الفولاذ S690QL بسمك ألواح يتراوح بين 100 مم و200 مم في مناطق قاعدة ذراع الرافعة، ويتم لحامها بمفاصل اختراق كامل وفحصها بواسطة اختبار الموجات فوق الصوتية ذات المصفوفة المرحلية (PAUT) وفقًا لمعيار ASTM E2491. بالنسبة لعمليات الحفارات الساحبة، يتم إنتاج هياكل آليات السير وهياكل الحوض التي توزع أحمالًا ثابتة تبلغ 5,000 طن عبر الأسطح الحاملة للأرض، مما يتطلب تفاوتات في التسطيح تبلغ ±1 مم على قطر يبلغ 10 أمتار لمنع الالتصاق أثناء الدوران. يتم تطبيق المعالجة الحرارية لتخفيف الضغط على جميع هياكل حوض الحفارات الساحبة للقضاء على التشوه الناتج عن اللحام وضمان عمر خدمة يتجاوز 20 عامًا في ظل التشغيل المستمر.
مواصفات هياكل التعدين تحت الأرض
تتطلب تطبيقات التعدين تحت الأرض هياكل مدمجة وعالية القوة لمركبات التحميل والنقل والتفريغ (LHD)، وآلات تثبيت مسامير السقف، وآلات التعدين المستمر. يتم تصنيع هياكل وحدات LHD ذات سعة الحمولة التي تتراوح بين 10 و25 طنًا من مادة Hardox 400 بسمك يتراوح بين 20 مم و60 مم، مما يوفر مقاومة للتآكل الناتج عن صدمات الصخور مع الحفاظ على قابلية اللحام للهياكل الهندسية المعقدة. يتم تصنيع مفاصل التوصيل ونقاط المحور بتفاوتات تبلغ ±0.05 مم وتزويدها بجلب برونزية أو محامل كروية مصنفة لـ 500,000 دورة عند الحمولة الكاملة. بالنسبة لإطارات آلات تثبيت مسامير السقف، يتم تصنيع حوامل الخزانات الهيدروليكية المدمجة وقضبان توجيه الحفر بمحاذاة تبلغ ±0.1 مم، مما يضمن دقة نمط البراغي في حدود 2 مم على طول 6 أمتار. تخضع هذه الهياكل لفحص MT بنسبة 100% على جميع اللحامات الزاوية وفقًا لمعيار ASTM E709، كما يتم اختبار ضغط الدوائر الهيدروليكية عند 1.5 ضعف ضغط التشغيل حتى 350 بار. تشمل خبرتنا هياكل لمعدات Sandvik وAtlas Copco وCaterpillar تحت الأرض، مع تصميمات تم التحقق من صحتها بواسطة تحليل العناصر المحدودة (FEA) وفقًا لحدود الإجهاد المرن ASME VIII Div. 2.
تطبيقات تشغيل المعادن ومناولة المواد
بالإضافة إلى التعدين التقليدي، تُستخدم الهياكل في دعم المعدات المتخصصة في معالجة المعادن ومناولة المواد. وبالنسبة لمحطات التكسير شبه المتنقلة التي تتراوح طاقتها الإنتاجية بين 5,000 و12,000 طن متري في الساعة، يتم تصنيع هياكل الدعم من الفولاذ S460ML بسمك يصل إلى 150 ملم، وهي مصممة لامتصاص أحمال الصدمات الناتجة عن الكسارات الدوارة والمغذيات الاهتزازية. تشتمل هذه الإطارات على وسادات تثبيت مصنعة آليًا لقواعد الكسارات مع استواء يبلغ ±0.2 مم على مسافات تمتد إلى 3 أمتار، مما يضمن المحاذاة الصحيحة للأعمدة المحورية والمحامل. بالنسبة لأنظمة النقل البرية التي تمتد لمسافات تصل إلى 20 كيلومترًا، يتم إنتاج إطارات البكرات الأمامية والخلفية مع ثقوب أعمدة مصنعة وفقًا لتفاوتات H7 ومبيتات محامل تتوافق مع ISO 286. تم تصميم كل إطار للتجميع الميداني بالبراغي باستخدام براغي عالية القوة ذات قبضة احتكاكية وفقًا لـ EN 1090-2، يتم تحميلها مسبقًا بنسبة 70٪ من الحمل الاختباري باستخدام مفاتيح عزم دوران معايرة. تُستخدم الإطارات أيضًا في محطات ضخ تصريف المياه من المناجم، حيث تدعم الهياكل الفولاذية S355J2 مضخات التوربينات العمودية ذات المحركات التي تصل قدرتها إلى 3000 كيلوواط، والتي تتطلب حدود اهتزاز أقل من 4.5 مم/ثانية RMS وفقًا لمعيار ISO 10816-3.
لماذا تختار Leading Top Union لهياكل معدات التعدين
تضمن شهادة ISO 3834-2 تصنيع كل هيكل من هياكل معدات التعدين ضمن نظام شامل لجودة اللحام يشمل تأهيل الإجراءات، واعتماد عمال اللحام، وبروتوكولات الفحص. وقد تم تأهيل إجراءات اللحام وفقًا لمعيار AWS D1.1 للفولاذ الهيكلي، والقسم التاسع من معيار ASME للمكونات التي تحتوي على ضغط، مع توفر تقارير تأهيل إجراءات اللحام (PQRs) الداعمة لجميع درجات الفولاذ بدءًا من S355 وحتى Hardox 500. بالنسبة للأطر الحرجة المستخدمة في الحفارات Komatsu PC8000 و Liebherr R 9800، يتم الحفاظ على تصميمات الوصلات المؤهلة مسبقًا بزوايا أخاديد تتراوح من 30° إلى 45°، وفتحات جذر من 3 مم إلى 6 مم، وقضبان دعم حسب الحاجة لتحقيق اختراق كامل. كل عامل لحام معتمد وفقًا للجدول 4.2 من AWS D1.1 لسمك وموضع غير محدودين، مع إعادة اعتماد سنوية تشمل اختبارات الانحناء والفحص بالأشعة. يحمل فنيو الاختبارات غير التدميرية (الفحص غير الإتلافي) شهادات ASNT من المستوى الثاني والثالث في الاختبارات بالموجات فوق الصوتية (UT) والمغناطيسية (MT) والضغط (PT)، مع إجراء اختبار بالموجات فوق الصوتية بنسبة 100% على جميع اللحامات ذات الاختراق الكامل للمفصل (CJP) باستخدام محولات طاقة بتردد 2.25 ميجاهرتز تمت معايرتها على كتل مرجعية ASTM E164.
القدرة التصنيعية وإمكانيات التصنيع الآلي
يعمل مصنع سوتشو على ثلاث نوبات، ويتمتع بقدرة إنتاجية تزيد عن 200 طن متري من الهياكل المعدة أسبوعيًا، مدعومًا بـ 15 رافعة علوية تتراوح سعتها بين 10 و100 طن. بالنسبة للهياكل التي يتجاوز وزنها 60 طنًا، يتم تنسيق عمليات الرفع باستخدام عدة رافعات من خلال أجهزة رفع متزامنة مزودة بخلايا تحميل بدقة تصل إلى ±2% من السعة المقدرة. تشمل قدرات التصنيع ماكينة حفر CNC مقاس 6 أمتار × 3 أمتار بقطر عمود دوران يبلغ 160 مم، مما يحقق دقة تحديد الموضع تبلغ ±0.01 مم وقابلية التكرار تبلغ ±0.005 مم. يتم طحن سطح أسطح التثبيت على ماكينة طحن مغناطيسية مقاس 2 متر × 1 متر، مع الحفاظ على استواء يبلغ 0.02 مم لكل متر. تُحمى جميع الأسطح المُشكّلة بزيت مانع للصدأ يتوافق مع MIL-PRF-16173 الدرجة 2، وتُزود الثقوب الحرجة بأغطية بلاستيكية للشحن. تُرفق تقارير فحص أبعاد كاملة مع بيانات CMM لما يصل إلى 200 نقطة قياس لكل إطار، قابلة للتتبع وفقًا لمعايير NIST.
التعاون مع القطاع الصناعي وسجل الإنجازات
تم إقامة تعاون مباشر مع شركات كاتربيلر وكوماتسو وليبهير بشأن مواصفات هياكل معدات التعدين العاملة في تشيلي وأستراليا وإندونيسيا. تم تصنيع أكثر من 500 هيكل لهياكل الجرافات الكهربائية التي تعمل بالحبال، يزن كل منها من 45 إلى 55 طنًا، مع كفاءة وصلات اللحام تتجاوز 95٪ وفقًا لمعيار AWS D1.1. بالنسبة لهذه المشاريع، تم استخدام اللحام الآلي للوصلات الطولية باستخدام تقنية FCAW مع سلك بقطر 1.6 مم، مما أدى إلى تحقيق معدلات ترسيب تبلغ 8 كجم في الساعة وسرعات تحرك تبلغ 400 مم في الدقيقة. يتم إجراء المعالجة الحرارية لتخفيف الإجهاد في فرن يعمل بالغاز مقاس 8 أمتار × 4 أمتار × 3 أمتار، مع توحيد درجة الحرارة بمقدار ±10 درجات مئوية عبر الغرفة ومعدلات تصاعد قابلة للبرمجة تبلغ 50 درجة مئوية في الساعة. تُظهر سجلات الجودة معدل إنتاجية في المرة الأولى بنسبة 98.5% على هياكل التعدين، مع إعادة العمل المقتصرة على عيوب تجميلية طفيفة. يتم تقديم ضمان لمدة 24 شهراً ضد فشل اللحام والانحراف في الأبعاد، مدعوم بتأمين ضد المسؤولية يغطي ما يصل إلى 10 ملايين دولار أمريكي لكل حادثة. اتصل بفريق الهندسة على sales@leadingtopunion.com لمراجعة تصميم الهيكل والحصول على عرض أسعار في غضون 48 ساعة.