نظرة عامة على المنتج
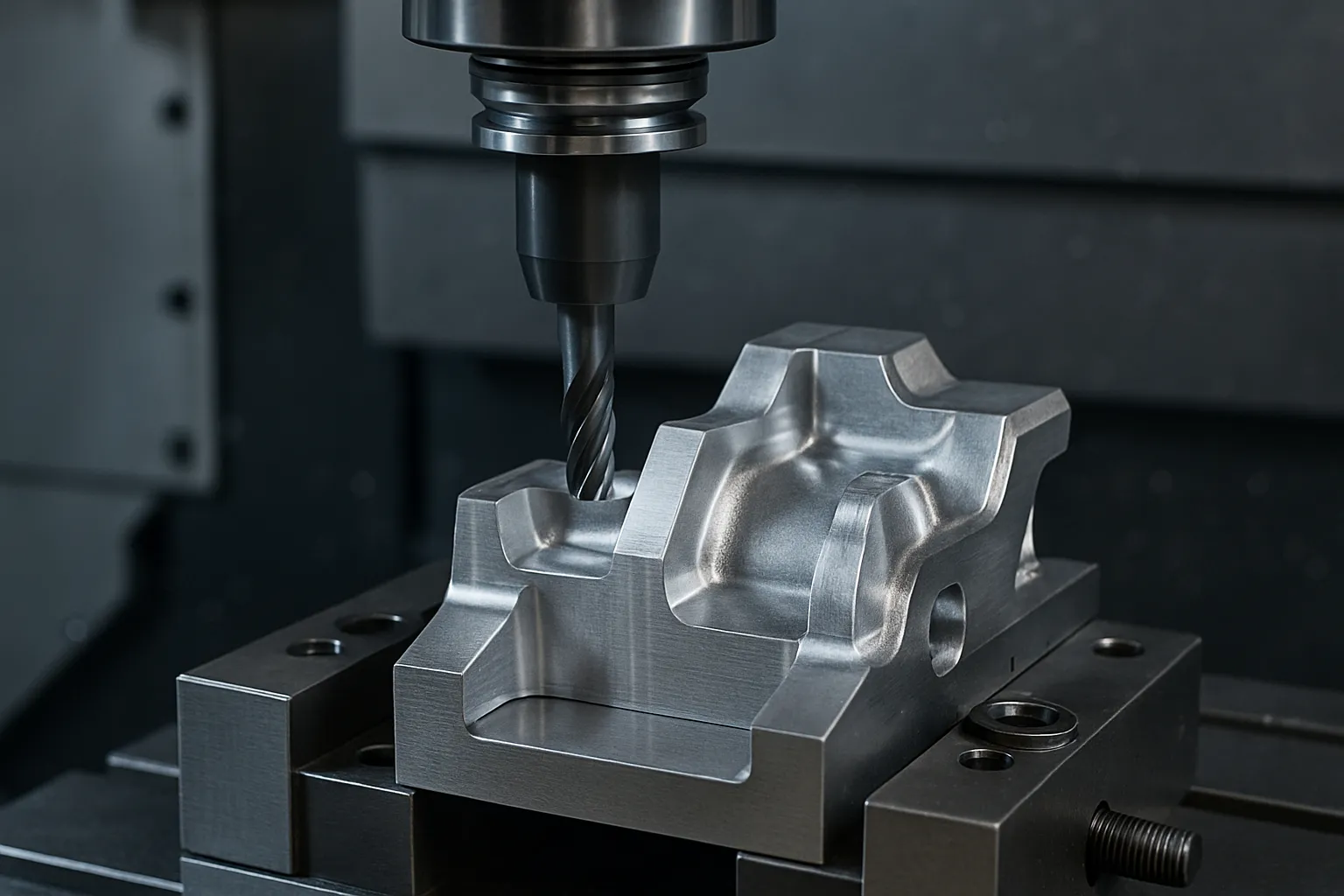
تم تصميم خدمات الحفر والتفريز باستخدام الحاسب الآلي (CNC) خصيصًا للمكونات الصناعية الثقيلة التي تتطلب ثباتًا أبعاديًا فائقًا وقدرة عالية على التكرار. تتميز ماكينات الحفر الأفقية بقطر عمود دوران يبلغ 200 مم، مما يوفر الصلابة اللازمة للقطع المتقطع في قطع العمل المصنوعة من الفولاذ المقوى والحديد الزهر. يتيح تكوين عمود الدوران هذا، جنبًا إلى جنب مع سعة قصوى لقطع العمل تبلغ 30,000 كجم على الطاولة الدوارة مقاس 2000 × 2500 مم، إمكانية تصنيع أجسام الصمامات الكبيرة وأغلفة التوربينات وعلب التروس في عملية إعداد واحدة. يستوعب نطاق الحركة X/Y/Z البالغ 8000 / 3000 / 2000 مم المكونات التي يصل حجمها إلى 4 م × 8 م لعمليات الطحن الأمامي، بينما تتيح الطاولة الدوارة المدمجة المعالجة من 4 جوانب دون الحاجة إلى إعادة التموضع، مما يقلل من أوقات الدورات بنسبة تصل إلى 40٪ مقارنة بالطرق التقليدية.
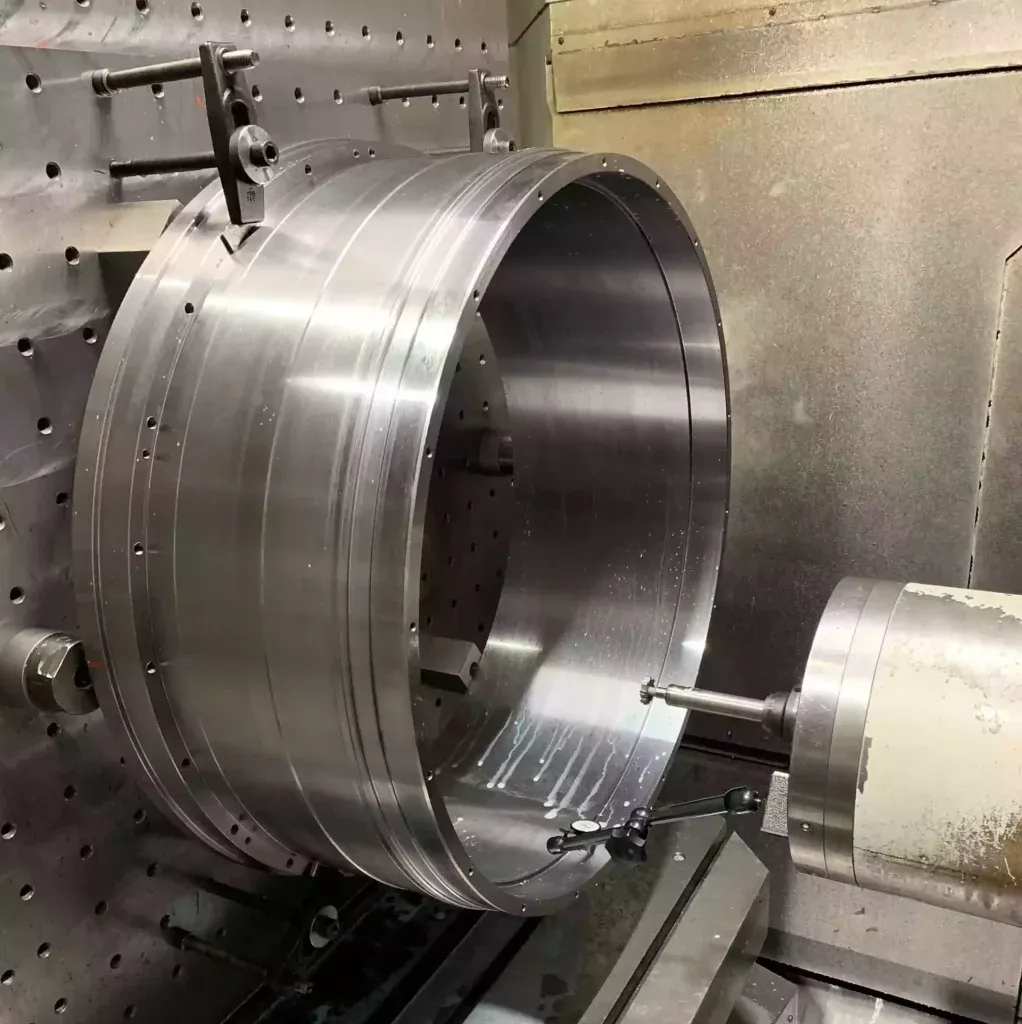
تمتد قدرات الحفر الدقيق لتشمل ثقوبًا يصل قطرها إلى 1,000 مم بتفاوت H7 (±0.015 مم)، وهو أمر بالغ الأهمية لتجويفات الأسطوانات الهيدروليكية وعلب المحامل في معدات النفط والغاز. تستخدم الآلات ملحقات رأس زاوي للتشغيل متعدد الزوايا، مما يتيح تشكيل ملامح زاوية مركبة على المكونات المعقدة مثل حلقات الانحراف والانعطاف في توربينات الرياح البحرية. تحافظ أنظمة التعويض الحراري على الدقة على مدار نوبات عمل مدتها 8 ساعات، مع مراقبة تمدد المغزل بدقة تصل إلى 0.002 مم. بالنسبة للتطبيقات التي تتطلب تشطيبات سطحية أقل من Ra 1.6 ميكرومتر، تحقق عمليات الطحن الأمامي التي نقوم بها على أسطح مقاس 4 × 8 أمتار استواءً يصل إلى 0.05 مم لكل متر، وهو ما تم التحقق منه بواسطة قياس التداخل بالليزر. يدعم هذا المستوى من الدقة معايير المحاذاة ASME B89.1.12M للمعدات الدوارة الكبيرة.
تم تجهيز ماكينات الحفر بوحدات تحكم Heidenhain iTNC 530، التي توفر استيفاءً خماسي المحاور لعمليات الحفر الحلزوني والتفريز الكنتوري للهندسات المعقدة. وتدعم أجهزة تغيير الأدوات المزودة بمخازن ذات 60 موضعًا التبديل التلقائي بين قضبان الحفر ومفارق التسطيح وأدوات الثقب، مما يقلل وقت التوقف عن القطع إلى أدنى حد. لحفر الثقوب العميقة التي يصل عمقها إلى 2000 مم، نستخدم قضبان حفر مخصصة مزودة بتقنية تخميد الاهتزازات، مما يحقق استقامة في حدود 0.02 مم لكل متر. هذه القدرة ضرورية لتصنيع الأسطوانات الهيدروليكية المستخدمة في معدات التعدين التي تعمل بضغوط تصل إلى 350 بار. تخضع جميع الآلات لمعايرة أسبوعية باستخدام اختبار Renishaw ballbar، مما يضمن دقة حجمية في حدود 0.01 مم عبر نطاق العمل بأكمله.
من أبرز ميزات هذه الآلة قدرتها على الحفاظ على تفاوتات ضيقة أثناء عمليات التخشين المكثفة. يوفر عمود الدوران مقاس 200 مم عزم دوران يبلغ 4,500 نيوتن متر عند 1,200 دورة في الدقيقة، مما يتيح معدلات إزالة للمادة تصل إلى 500 سم³/دقيقة في الحديد المطاوع GGG-70. يعد هذا الأداء أمرًا بالغ الأهمية للإنتاج بكميات كبيرة لعلب الضاغط حيث يكون تقليل وقت الدورة بنسبة 20% أمرًا معتادًا. بالإضافة إلى ذلك، تضمن دقة الفهرسة للطاولة الدوارة التي تبلغ ±2 ثانية قوسية تحديد المواقع بشكل متكرر للتشغيل متعدد الأوجه، مما يزيل الأخطاء التراكمية التي قد تنشأ عن تغييرات الإعداد اليدوية. بالنسبة للتطبيقات التي تتضمن مكونات ذات جدران رقيقة مثل علب التروس المصنوعة من الألومنيوم، يقوم التحكم التكيفي في التغذية بالآلة بضبط المعلمات في الوقت الفعلي بناءً على حمل المغزل، مما يمنع الاهتزاز ويحافظ على تشطيب السطح ضمن Ra 0.4 ميكرومتر.
التطبيقات والقطاعات
في قطاع النفط والغاز، تنتج خدمات الحفر والتفريز باستخدام الحاسب الآلي (CNC) مكونات متوافقة مع معايير API 6A و17D، مثل هياكل مانعات الانفجار وصمامات "شجرة عيد الميلاد" وكتل المشعبات البحرية. تتطلب هذه الأجزاء حفر ثقوب بقطر يتراوح بين 300 مم و800 مم بتفاوت H7 وتشطيبات سطحية تبلغ Ra 0.8 ميكرومتر لضمان توافقها مع الأختام. تسمح السعة البالغة 30,000 كجم بتصنيع أجسام صمامات من قطعة واحدة يصل وزنها إلى 25 طنًا، مما يزيل خطوط اللحام التي قد تصبح نقاط فشل تحت ضغوط تشغيل تصل إلى 15,000 رطل لكل بوصة مربعة. تم تسليم مكونات لمشروعي Shell Prelude FLNG و Chevron Gorgon، والتي تفي بمتطلبات NACE MR0175 لبيئات الخدمة الحمضية.
في مجال طاقة الرياح البحرية، تتطلب قطع التوصيل وحواف الأبراج إجراء عملية طحن للسطح على أسطح مقاس 4 × 8 أمتار مع دقة استواء لا تتجاوز 0.1 ملم لضمان محاذاة البراغي بشكل صحيح تحت الأحمال الديناميكية. تتيح الطاولة الدوارة المعالجة من الجوانب الأربعة لعلب محامل الانحراف الخاصة بالتوربينات ذات السعة 8 ميجاوات، حيث يجب أن تحافظ الثقوب التي يبلغ قطرها 1000 ملم على تفاوت H7 طوال عمر خدمة يبلغ 30 عامًا. تنتج ملحقات الرأس الزاوي حواف مائلة بزاوية 45 درجة على فلنجات الأعمدة الأحادية وفقًا لمعايير DNV-GL-ST-0126، مع تجهيز اللحامات بدقة تصل إلى ±0.5 مم. تشمل المشاريع الحديثة مكونات لمشروع Ørsted Hornsea Three و Vattenfall Hollandse Kust Zuid، حيث تم تحقيق نسبة تسليم في الوقت المحدد بلغت 99.8% لأكثر من 500 مجموعة شفة. يتم التحقق من الاستقرار الحراري لهذه المكونات من خلال تحليل العناصر المحدودة، مع انحراف أقصى تحت الحمل الكامل يقتصر على 0.02 مم لواجهات التوربينات.
في قطاعي التعدين وتوليد الطاقة، تُصنع رؤوس المطاحن، وهياكل الكسارات، وأغلفة التوربينات من مسبوكات يتجاوز وزنها 20 طنًا. ويوفر عمود دوران بقطر 200 مم عزم الدوران اللازم لعمليات التخشين الأولية على البطانات الفولاذية المقواة بالنيكل (500 HB)، مع الحفاظ على دقة تحديد المواقع ضمن ±0.01 مم لأنماط فتحات البراغي. وبالنسبة لأغلفة التوربينات البخارية، يتحقق التراكز في نطاق 0.03 مم بين الثقوب التي يبلغ قطرها 600 مم والمتباعدة بمسافة 2000 مم، مما يفي بمواصفات التوازن ISO 1940-1 G2.5. تم إنتاج مكونات لتوربينات الغاز GE 7FA وكسارات مخروطية Metso HP800، مع تقليل وقت المعالجة بنسبة 25% من خلال مسارات أدوات محسّنة واستراتيجيات طحن عالية التغذية باستخدام إدخالات كربيدية مطلية بطبقة TiAlN. وتظهر البيانات الحديثة أن هذه الاستراتيجيات تطيل عمر الأداة بنسبة 40% مقارنة بالطرق التقليدية، مما يقلل تكاليف كل قطعة بنسبة 15% في عمليات الإنتاج بكميات كبيرة.
تستفيد تطبيقات الصناعات البتروكيماوية وبناء السفن من القدرة على تصنيع ألواح أنابيب المبادلات الحرارية الكبيرة وقرون الدفة. تتطلب ألواح الأنابيب التي يصل قطرها إلى 3,000 مم حفر أكثر من 2,000 ثقب بدقة تباعد تبلغ ±0.05 مم، وهو ما يتم تحقيقه من خلال مؤشر الطاولة الدوارة ووظيفة تكرار النمط في نظام التحكم Heidenhain. بالنسبة لبناء السفن، يتم تصنيع ثقوب هيكل المؤخرة التي يصل قطرها إلى 800 مم بتفاوت H7، وهو أمر بالغ الأهمية لمحاذاة عمود المروحة في السفن التي يصل وزنها الإجمالي إلى 300,000 طن. يتم إنتاج هذه المكونات وفقًا لقواعد Lloyd's Register وDNV-GL، مع توفير إمكانية تتبع كاملة للمواد وتقارير الأبعاد لكل جزء. تضمن شهادة ISO 3834-2 أن يتم تصنيع اللحامات وفقًا للمواصفات، مع توفر سجلات المعالجة الحرارية لمكونات أوعية الضغط. في مشروع حديث لحوض بناء سفن كوري، تم الانتهاء من 12 قرن دفة بنسبة إنتاجية 100% من المرة الأولى، بفضل محاكاة ما قبل التصنيع التي خفضت أخطاء الإعداد بنسبة 30%.
لماذا تختار Leading Top Union لخدمات الحفر والتفريز باستخدام الحاسب الآلي
يعمل المصنع في سوتشو بموجب شهادات ISO 3834-2 و EN 1090-2 EXC3 و AWS D1.1، مما يضمن توافق جميع عمليات التصنيع مع معايير الجودة الدولية للمكونات الهيكلية والمكونات المحتوية على الضغط. ويتيح الجمع بين ماكينات الحفر الأفقية ذات المغزل الذي يبلغ قطره 200 مم وسعة 30,000 كجم إنتاج المكونات الملحومة والمسبوكات الكبيرة من مصدر واحد، مما يلغي الحاجة إلى الاستعانة بعدد من المقاولين من الباطن. يتم توفير تقارير فحص أبعاد كاملة باستخدام أجهزة قياس التنسيق (CMM) وأجهزة التتبع بالليزر، مع إمكانية تتبع البيانات وفقًا لمعايير NIST. بالنسبة لشركات EPC التي تدير مشاريع معقدة، يقلل هذا من مخاطر سلسلة التوريد ويضمن الامتثال لمواصفات العملاء لتطبيقات النفط والغاز وطاقة الرياح البحرية والتعدين.
تشمل الخدمات المتكاملة توريد المواد والمعالجة الحرارية والاختبارات غير المتلفة (UT، MT، PT وفقًا للمادة الخامسة من معايير ASME)، ويتم تنسيق كل ذلك من خلال مدير مشروع واحد. ويقدم المهندسون ملاحظات حول التصميم القابل للتصنيع (DFM) خلال مرحلة تقديم العروض، حيث يحددون التراكمات المحتملة للتفاوتات أو التحديات المتعلقة بالتثبيت قبل بدء الإنتاج. على سبيل المثال، تم مؤخرًا إعادة تصميم هيكل صمام يزن 12 طنًا لتقليل وقت التصنيع بنسبة 30% من خلال دمج إعدادين في إعداد واحد باستخدام الطاولة الدوارة. أدى هذا النهج إلى توفير تكاليف بقيمة 18,000 دولار لكل وحدة لعميل كبير في مجال البتروكيماويات. يتم الحفاظ على معدل تسليم في الوقت المحدد بنسبة 98% لأكثر من 500 مشروع سنويًا، مع فترات انتظار نموذجية تتراوح من 4 إلى 8 أسابيع لأعمال الحفر والتفريز المخصصة. يُظهر التحليل الإحصائي لآخر 200 مشروع أن 95% منها تم إنجازها في غضون 5% من وقت الدورة المحدد في عرض الأسعار، مما يدل على موثوقية العملية.
يشمل نظام إدارة الجودة فحص العينة الأولى وفقًا لمعيار AS9102 للمكونات المخصصة للطيران، مع إجراء دراسات القدرة (Cpk > 1.33) للأبعاد الحرجة. بالنسبة لعمليات الإنتاج بكميات كبيرة، يتم تطبيق التحكم الإحصائي في العمليات مع مراقبة في الوقت الفعلي لحمل المغزل والتمدد الحراري. كما أن آلات الحفر مزودة بأجهزة فحص من Renishaw لإجراء القياس أثناء العملية، مما يتيح التعويض التلقائي عن تآكل الأدوات في عمليات الإنتاج الطويلة. تم تسليم أكثر من 10,000 مكون لتوربينات الرياح Siemens Gamesa بنجاح، مع الحفاظ على معدل قبول بنسبة 100٪ في الفحص النهائي. اتصل بفريق الهندسة لإجراء مراجعة فنية لرسوماتك والحصول على عرض مفصل مع تقديرات زمن الدورة والأسعار. بالنسبة للمشاريع العاجلة، تتوفر فترات تسليم سريعة تتراوح من 2 إلى 3 أسابيع للطلبات المؤهلة، رهناً بتقييم السعة.