نظرة عامة على المنتج
توفر عمليات التصنيع باستخدام الحاسب الآلي للحديد الزهر في شركة Leading Top Union تفاوتات دقيقة تبلغ ±0.03 مم للحديد الرمادي (GG20، GG25، GG30 وفقًا لمعيار EN-GJL-250)، والحديد المطاوع (GGG40، GGG50، GGG60، GGG70 وفقًا لمعيار EN-GJS)، والحديد الجرافيتي المضغوط (CGI درجات GJV-300، GJV-400، GJV-500). تتعامل منشأة سوتشو مع قطع الصب الخام التي يصل وزنها إلى 20,000 كجم، وتقوم بأعمال التصنيع الخشنة والنهائية للمكونات الخاصة بصمامات النفط والغاز، وعلب توربينات الرياح البحرية، ومعدات التعدين. يتم التنسيق مباشرة مع المسابك لإدارة عيوب الصب مثل المسامية والشوائب والبقع الصلبة قبل بدء التصنيع، مما يضمن استقرار الأبعاد وتحقيق أهداف تشطيب السطح من Ra 1.6 إلى 6.3 ميكرومتر بشكل متسق.
معلمات التصنيع الخاصة بالمواد
تبدأ عملية التصنيع باستخدام الحاسب الآلي (CNC) للحديد الزهر بفحص دقيق للهندسة الهندسية للقطعة المصبوبة باستخدام أجهزة قياس التنسيق (CMM) مع إعداد تقارير عن التفاوتات الهندسية والتحديدات (GD&T) وفقًا لمعيار ASME Y14.5-2018. بالنسبة لدرجات الحديد الرمادي مثل GG25 (EN-GJL-250)، يتم أخذ قدرة التخميد المتأصلة في المادة ومؤشر قابلية التشغيل الآلي الذي يتراوح بين 0.8 و 1.2 مقارنة بالفولاذ في الاعتبار، مع اختيار أدوات كربيد بزوايا ميل محددة لتقليل تراكم الحواف إلى الحد الأدنى. تتطلب درجات الحديد المطاوع مثل GGG50 (EN-GJS-500-7) الانتباه إلى العقدية التي تزيد عن 80٪ لتجنب اهتزاز الأداة أثناء العمليات عالية السرعة، بينما تتطلب درجات CGI مثل GJV-400 معلمات قطع متخصصة بسبب قوة الشد الأعلى بنسبة 30٪ مقارنة بالحديد الرمادي التقليدي.
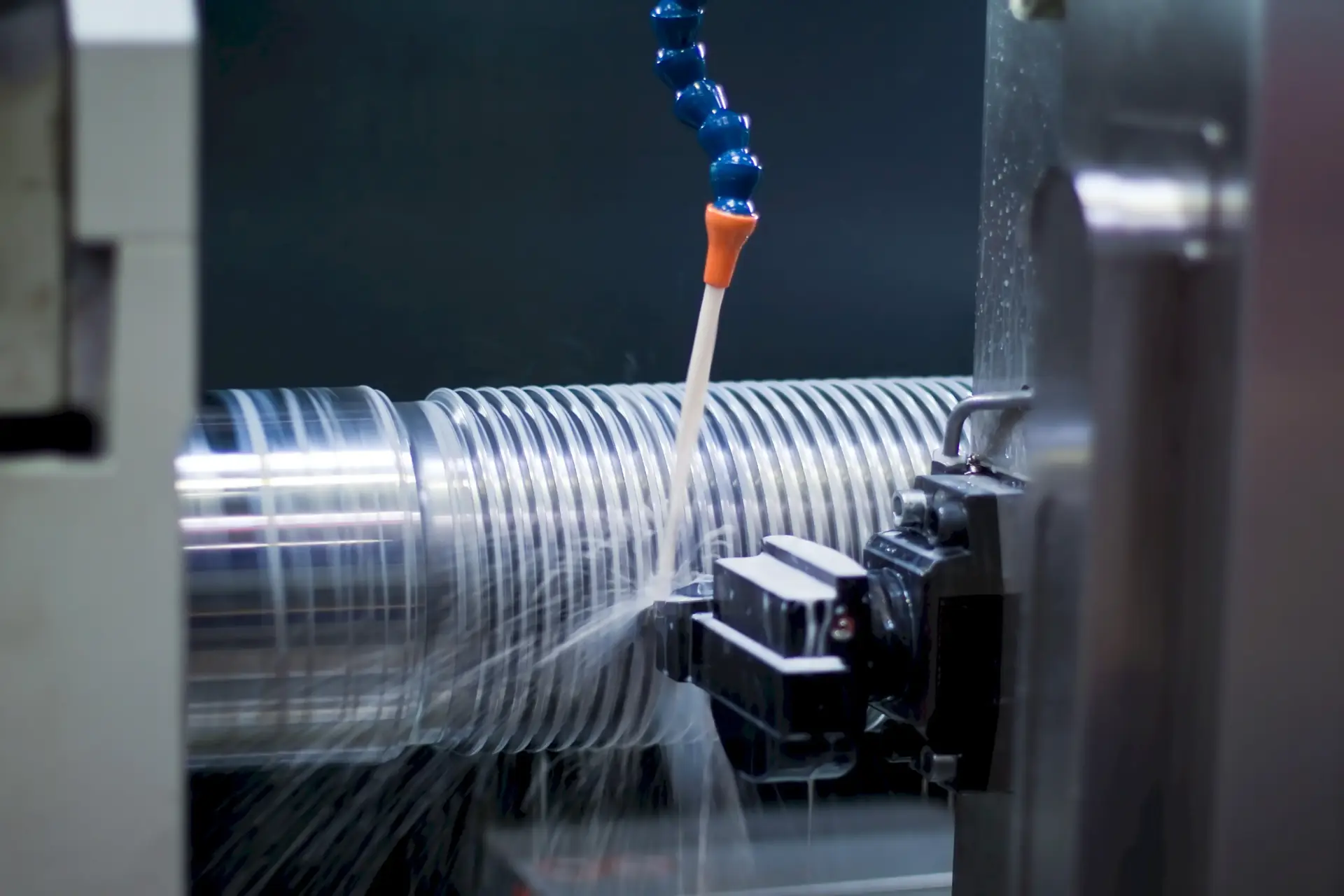
التصنيع عالي السرعة مع التحكم الحراري
يتم استخدام مراكز تصنيع متعددة المحاور تصل سرعة دوران مغزلها إلى 12,000 دورة في الدقيقة، مع معدلات تغذية مُعدلة لتتناسب مع الطبيعة الكاشطة للحديد الزهر، مما يحقق دقة تشطيب سطحي تصل إلى Ra 1.6 ميكرومتر على أسطح الإحكام الحرجة. بالنسبة للمسبوكات الكبيرة التي يتجاوز وزنها 5,000 كجم، يتم استخدام آلات CNC من نوع الجسر ذات مساحة عمل تبلغ 4 أمتار × 2 متر، مما يحافظ على الاستقرار الحراري من خلال أنظمة التبريد التي تتحكم في إخراج البرادة وتمنع تشوه قطعة العمل. يتم تضمين دورات المعالجة الحرارية لتخفيف الإجهاد عند 540 درجة مئوية إلى 600 درجة مئوية للمكونات المعقدة المصنوعة من الحديد المطاوع، مما يقلل من الإجهادات المتبقية من الصب ويضمن دقة الأبعاد على المدى الطويل في ظل درجات حرارة تشغيل تصل إلى 350 درجة مئوية في التطبيقات البتروكيماوية.
التحقق من الجودة أثناء عملية التصنيع
تدمج عملية مراقبة الجودة الفحص أثناء التصنيع باستخدام مجسات الفحص من رينيشو للتحقق من الخصائص الحاسمة مثل أقطار الثقوب، وأسطح الحواف، وأنماط فتحات البراغي ضمن تفاوتات تبلغ ±0.03 مم. يتم توثيق جميع معلمات التصنيع، بما في ذلك سرعات القطع التي تتراوح من 80 إلى 150 م/دقيقة للحديد الرمادي ومن 60 إلى 120 م/دقيقة للحديد المطاوع، مع عمق قطع محدود بـ 3 مم لكل تمريرة لمنع تلف الطبقة السطحية. يشمل الفحص النهائي تقارير CMM مع تحليل GD&T كامل، وقياسات خشونة السطح باستخدام أجهزة قياس الملامح، واختبار الصلابة وفقًا لمعيار ASTM E10 لتأكيد قيم برينل ضمن النطاقات المحددة لكل درجة، مثل 180-240 HB لـ GG25 و200-260 HB لـ GGG50.
التطبيقات والقطاعات
في قطاع النفط والغاز، تُستخدم المعالجة الحاسوبية للحديد الزهر في تصنيع أجسام الصمامات وأغلفة المضخات ومكونات الضاغط من أنواع الحديد المطاوع مثل GGG60 وGGG70، والتي توفر قوة انحناء تبلغ 370 ميجا باسكال و420 ميجا باسكال على التوالي. تعمل هذه الأجزاء في تطبيقات API 6D و API 600، مما يتطلب أسطح مانعة للتسرب مصنعة بدقة Ra 1.6 ميكرومتر وتفاوتات استواء تبلغ 0.05 ملم لكل متر لمنع الانبعاثات المتسربة. يتم تصنيع أجسام الصمامات البوابية التي يصل وزنها إلى 8000 كجم للمشعبات البحرية، بقطر تجويف يتراوح من 50 مم إلى 600 مم، ويتم التحقق من جميعها عن طريق فحص CMM وفقًا لتصنيفات الضغط والحرارة ASME B16.34.
تصنيع مكونات طاقة الرياح البحرية
في مجال طاقة الرياح البحرية، يتم تصنيع المكونات المصنوعة من الحديد الرمادي (GG30) والحديد الرمادي المقوى (CGI - GJV-500) لتصنيع علب تروس التوربينات ودعامات المحامل الرئيسية، حيث تُعد مقاومة الإجهاد تحت الأحمال الدورية أمرًا بالغ الأهمية. وتتطلب هذه القطع المصبوبة، التي غالبًا ما يتجاوز وزنها 10,000 كجم، تصنيعًا دقيقًا لواجهات التثبيت بدقة تصل إلى ±0.05 مم لتتوافق مع أنظمة التروس الكوكبية المصممة لتوربينات بقدرة تتراوح بين 5 ميجاوات و15 ميجاوات. يتم تصنيع قنوات الزيت وقنوات التبريد بلمسات نهائية للسطح تبلغ Ra 3.2 ميكرومتر، يليها اختبار غير متلف وفقًا لمعيار DNV-GL-ST-0361 للكشف عن أي شقوق دقيقة ناتجة عن عمليات التخشين.
متانة التعدين ومعالجة المعادن
يعتمد قطاع التعدين ومعالجة المعادن على مكونات مصنوعة من الحديد الزهر المُشكَّل آليًّا في صناعة أغطية مضخات الملاط، وهياكل الكسارات، وبطانات المطاحن المصنوعة من أنواع الحديد الرمادي المقاوم للتآكل مثل GG25، والتي تتراوح صلابتها بين 190 و220 HB. تتحمل هذه الأجزاء الملاط الكاشطة ذات أحجام الجسيمات التي تصل إلى 50 مم وضغوط التشغيل التي تبلغ 1.5 ميجا باسكال، مما يتطلب ثقوب دافعة مصنعة آليًا وملامح حلزونية ضمن تفاوتات ±0.1 مم. يتم تصنيع مكونات المطاحن الكروية التي يصل قطرها إلى 3 أمتار، مما يضمن تركز محامل الدوران حتى 0.08 مم لكل متر لتقليل الاهتزاز وإطالة عمر المحامل في ظل التشغيل المستمر على مدار الساعة طوال أيام الأسبوع.
توليد الطاقة والدقة في مجال البتروكيماويات
تشمل تطبيقات توليد الطاقة تصنيع أجزاء غلاف التوربينات المصنوعة من الحديد المطيل (GGG40) وناشرات العادم للتوربينات الغازية التي تتراوح قدرتها بين 50 ميجاوات و200 ميجاوات. تتطلب هذه المكونات خصائص تمدد حراري محكومة، مع تحقيق استواء يبلغ 0.03 ملم لكل 300 ملم لأسطح الوصلات المصنعة، وذلك لمنع تسرب الغاز الساخن عند درجات حرارة تشغيل تبلغ 400 درجة مئوية. كما يتم إنتاج كتل الأسطوانات ورؤوس الأسطوانات المصنوعة من الحديد الرمادي لمولدات الديزل الكبيرة، مع تفاوتات في تجويف الأسطوانة تبلغ H7 (من 0 إلى +0.025 مم لقطر 100 مم) وتشطيبات سطحية تبلغ Ra 0.8 ميكرومتر لضمان احتفاظ طبقة الزيت وسلامة مانع التسرب الحلقي.
في مجال المعالجة البتروكيماوية، توفر المعالجة بالقطع باستخدام الحاسب الآلي (CNC) أعمدة محركات المفاعلات ومحاور الخلاطات المصنوعة من الحديد المطاوع (GGG50) والتي تقاوم التآكل في البيئات الكيميائية التي يتراوح فيها الرقم الهيدروجيني بين 4 و10. وتتطلب هذه المكونات، التي يصل وزنها إلى 5,000 كجم، تصنيع فتحات التثبيت وفقًا لتفاوتات المعيار DIN 6885، وتفريز الخيوط وفقًا لمعايير ISO 965-1 من أجل التجميع باستخدام مثبتات من الفولاذ المقاوم للصدأ. يتم تصنيع الوصلات ذات الحواف وفقًا لمعيار ASME B16.47 لأنظمة الأنابيب التي تعمل عند ضغط 2.5 ميجا باسكال، مع تشطيب الأسطح البارزة إلى Ra 1.6 ميكرومتر لضمان إحكام مانع للتسرب في ظل الدورات الحرارية من -20 درجة مئوية إلى 250 درجة مئوية.
لماذا تختار Leading Top Union لتصنيع الحديد الزهر باستخدام الحاسب الآلي
تجمع شركة Leading Top Union بين شهادة اللحام ISO 3834-2 ومعايير EN 1090-2 EXC3 و AWS D1.1، إلا أن قدراتها في مجال التصنيع باستخدام الحاسب الآلي (CNC) للحديد الزهر تتجاوز مجرد اللحام لتشمل المعالجة الميكانيكية الكاملة للمسبوكات الأولية. وتتم إدارة سلسلة التوريد بأكملها بدءًا من تصميم النماذج والتنسيق مع المصانع وصولاً إلى المعالجة النهائية، مما يقلل من مدة التنفيذ بنسبة تتراوح بين 15% و20% مقارنة بالاستعانة بموردين منفصلين. يقوم المهندسون بمراجعة رسومات القوالب بحثًا عن مشكلات في قابلية المعالجة مثل النقاط الصلبة الناتجة عن مناطق التبريد أو المسامية بالقرب من أسطح الإغلاق الحرجة، ويوصون بتعديلات في التصميم لتجنب الخردة قبل بدء الإنتاج.
قدرات المنشأة والبنية التحتية للأدوات
يعمل المصنع في سوتشو على مدار الساعة طوال أيام الأسبوع، ويضم 30 مركزًا للتصنيع باستخدام الحاسب الآلي (CNC)، بما في ذلك آلات خماسية المحاور قادرة على معالجة الأشكال الهندسية المعقدة في قطع الصب التي يصل وزنها إلى 20,000 كجم. ويتم الاحتفاظ بمخزون من الأدوات المخصصة للحديد الزهر، بما في ذلك إدخالات CBN لتشطيب الحديد المطيل، وكربيد مطلي للتخشين الأولي للحديد الرمادي، مما يضمن عمرًا افتراضيًا للأداة يتراوح بين 45 و60 دقيقة لكل حافة عند استخدام معلمات القطع الموصى بها. كل آلة مجهزة بناقلات للرقائق وأنظمة شفط الرذاذ للتعامل مع غبار الجرافيت الكاشط الناتج عن الحديد الرمادي، مما يضمن جودة سطح متسقة وسلامة المشغل خلال دورات الإنتاج الطويلة.
الفحص الشامل والتوثيق
يتم توفير وثائق الفحص الكاملة مع كل طلبية، بما في ذلك تقارير آلة قياس التنسيق (CMM) مع تحليل GD&T وفقًا لمعيار ASME Y14.5-2018، وملفات تعريف خشونة السطح، وشهادات المواد التي تتحقق من التركيب الكيميائي والخصائص الميكانيكية وفقًا لمعيار EN 1561 للحديد الرمادي ومعيار EN 1563 للحديد المطيل. يشمل نظام إدارة الجودة فحص المنتج الأول (FAI) لتصميمات الصب الجديدة، مع تقارير الأبعاد التي توضح الانحرافات في حدود ±0.03 مم على الميزات الحرجة. بالنسبة للمسبوكات الكبيرة، يتم إجراء فحوصات الأبعاد أثناء العملية في مراحل التخشين، والتشطيب شبه النهائي، والتشطيب النهائي للكشف المبكر عن التشوه الحراري أو آثار تآكل الأدوات.
الدعم الهندسي واللوجستي العالمي
يدعم فريق الهندسة شركات EPC العالمية من خلال مراجعات "التصميم من أجل التصنيع" (DFM)، حيث يوصي بالهياكل المرجعية المثلى ومستويات التفاوت المسموح بها لتقليل تكاليف التصنيع إلى أدنى حد مع تلبية المتطلبات الوظيفية. ويتم الاستفادة من الخبرة في تصنيع المسبوكات التي يتراوح سمك جدرانها بين 10 مم و200 مم، مع ضبط معدلات التغذية وضغط سائل التبريد لمنع الاهتزاز في الأجزاء الرقيقة وضمان تبديد الحرارة في الأجزاء السميكة. بالنسبة لمكونات الحديد المطاوع التي تتطلب مقاومة الضغط، يتم تقديم اختبار هيدروستاتيكي يصل إلى 10 ميجا باسكال واختبار تسرب الهيليوم وفقًا لمعيار ISO 20485 للتحقق من سلامة الختم بعد التصنيع.
يتم شحن مكونات الحديد الزهر المُشغَّلة آليًّا إلى العملاء في أوروبا وأمريكا الشمالية والشرق الأوسط، مع تغليف مصمم لمنع التآكل أثناء النقل، بما في ذلك ورق VCI وحزم المجففات للشحن البحري. يتعاون فريق الخدمات اللوجستية مع وكلاء الشحن للالتزام بجداول المشاريع، ويقدم خدمة التسليم السريع للاستبدال الطارئ في غضون 10 إلى 14 يوم عمل. بفضل الشهادات التي تشمل ISO 3834-2 و EN 1090-2، يتم تلبية متطلبات الجودة لمقاولي EPC الرئيسيين في مجالات النفط والغاز وطاقة الرياح البحرية وتوليد الطاقة، مما يوفر مصدرًا واحدًا لتصنيع الحديد الزهر باستخدام الحاسب الآلي (CNC) بدءًا من النماذج الأولية وحتى أحجام الإنتاج.