نظرة عامة على المنتج
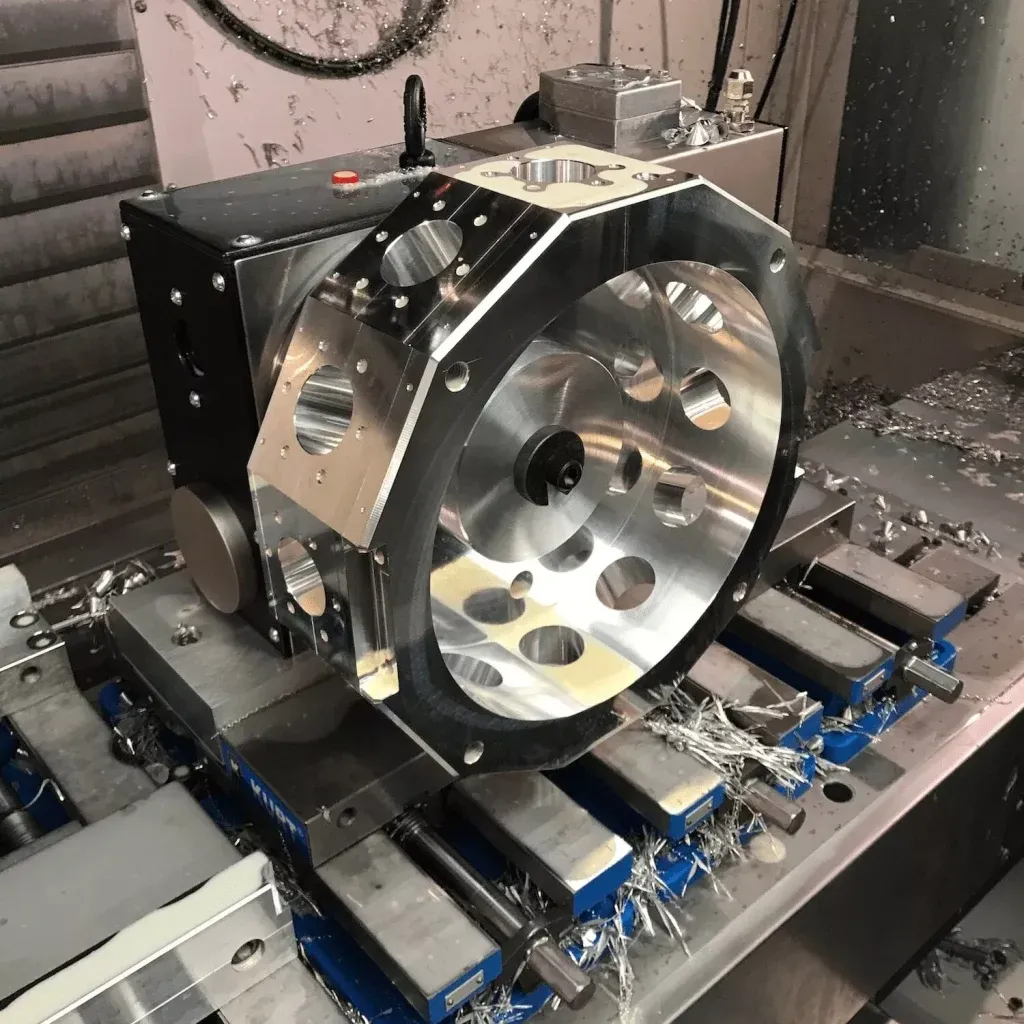
توفر خدمات التصنيع باستخدام الحاسب الآلي (CNC) ذات الأربعة محاور من شركة Leading Top Union تصنيعًا دقيقًا متعدد الجوانب للمكونات الصناعية المعقدة. تضم مراكز التصنيع طاولة دوارة ذات محور B تتيح الاستيفاء المتزامن عبر الأربعة محاور، مما يسمح بتصنيع الثقوب الزاوية والخطوط الحلزونية والملامح ثلاثية الأبعاد المعقدة في عملية إعداد واحدة. وهذا يقلل من الحاجة إلى تغيير التثبيتات المتعددة ويحد من الأخطاء التراكمية في تحديد المواقع. بالنسبة لمهندسي المشتريات الذين يقيّمون الأجزاء ذات التفاوتات العالية، تضمن دقة تحديد المواقع القياسية التي تبلغ ±0.02 مم مع قابلية التكرار التي تبلغ ±0.005 مم الحصول على نتائج متسقة عبر دورات الإنتاج. يتم تحقيق تشطيبات سطحية تتراوح من Ra 0.8 إلى 3.2 ميكرومتر، مما يلبي التطبيقات الحرجة في قطاعات النفط والغاز وطاقة الرياح البحرية وتوليد الطاقة.
تستوعب الآلة قطع عمل تصل أبعادها إلى 3000 × 1500 × 1200 مم ووزنها الأقصى إلى 8000 كجم، مما يجعل هذه الخدمات مناسبة للمكونات كبيرة الحجم مثل أغلفة التوربينات وأغلفة المضخات والدعامات الهيكلية. يعمل المغزل بسرعات تصل إلى 12000 دورة في الدقيقة، مما يتيح معدلات إزالة فعالة للمواد مع الحفاظ على الاستقرار الحراري خلال دورات القطع الطويلة. تعمل هياكل الماكينة الصلبة ذات القواعد المصنوعة من الحديد الزهر والموجهات الخطية عالية الدقة على تخفيف الاهتزازات، وهو أمر بالغ الأهمية عند تصنيع السبائك الصلبة مثل Inconel 718 أو الفولاذ المقاوم للصدأ المزدوج. يتم التحقق من صحة العمليات وفقًا لمعايير الجودة ISO 3834-2، مما يضمن التتبع والامتثال لقوانين التصنيع الدولية. بالإضافة إلى ذلك، تم تجهيز الآلات بأنظمة تبريد عبر المغزل قادرة على توفير ضغط يصل إلى 70 بار، مما يسمح بإزالة البرادة وتبديد الحرارة بشكل فعال أثناء حفر الثقوب العميقة أو المعالجة عالية السرعة للفولاذ المقوى. هذه القدرة ذات قيمة خاصة عند معالجة مكونات الأنظمة الهيدروليكية، حيث يجب أن تفي الممرات الداخلية بمتطلبات النظافة الصارمة وفقًا لمعايير ISO 4406.
توفر الطاولة الدوارة في هذه الآلات ذات الأربعة محاور دورانًا مستمرًا بزاوية 360 درجة مع دقة تحديد المواقع تبلغ ±5 ثوانٍ قوسية، مما يتيح تصنيع الملامح على وجوه متعددة دون الحاجة إلى إعادة التموضع. وتعد هذه الإمكانية ذات قيمة خاصة للمكونات التي تتطلب ثقوبًا زاوية، أو أسطحًا مستدقة، أو ملامح كامات معقدة. على سبيل المثال، يمكن تصنيع دافع بقطر 12 بوصة مزود بـ 18 شفرة في عملية تثبيت واحدة، مما يقلل من وقت الدورة بنسبة تصل إلى 40٪ مقارنة بالطرق التقليدية ذات المحاور الثلاثة. يتم استخدام برنامج CAM المتقدم لتحسين مسارات الأدوات، وتقليل القطع الهوائي إلى الحد الأدنى، وضمان أحمال رقائق متسقة. يطيل هذا النهج من عمر الأداة ويحسن سلامة السطح، وهو أمر ضروري للمكونات المعرضة للتعب في تطبيقات التعدين والبتروكيماويات. علاوة على ذلك، فإن الآلات قادرة على إجراء الاستيفاء الحلزوني لطحن الخيوط، مما يسمح بإنتاج خيوط تصل إلى M100 في مسار واحد بدقة خطوة تبلغ ±0.01 مم، مما يلغي الحاجة إلى عمليات التثقيب المنفصلة ويقلل من المهل الزمنية الإجمالية بنسبة 15-20٪ للمكونات متعددة الخيوط.
التطبيقات والقطاعات
في صناعة النفط والغاز، تُنتج خدمات التصنيع باستخدام الحاسب الآلي (CNC) ذات الأربعة محاور أجسام الصمامات ومكونات "شجرة عيد الميلاد" ومحاور التوصيل تحت سطح البحر التي تتطلب فتحات زاوية وأسطح مانعة للتسرب دقيقة. غالبًا ما تتضمن هذه الأجزاء مواد مثل سبائك الصلب 4130 أو الفولاذ المقاوم للصدأ 316L، والتي يتم تصنيعها بتفاوتات تبلغ ±0.02 مم لتطبيقات احتواء الضغط. يتم تصنيع مكونات مواصفات API 6A و API 17D بانتظام، مع تشطيبات سطحية تصل إلى Ra 0.8μm على أسطح الإحكام الحرجة. تقلل القدرة على تصنيع ثقوب بزاوية للممرات الهيدروليكية في إعداد واحد من مخاطر عدم المحاذاة، وهو أمر بالغ الأهمية للأنظمة عالية الضغط التي تعمل بضغط يصل إلى 15,000 رطل لكل بوصة مربعة. كما تتيح قدرة الطاولة الدوارة الإنتاج الفعال لمكونات مانع الانفجار (BOP) ذات الأشكال الهندسية الداخلية المعقدة، بما في ذلك الخيوط المخروطية وفقًا لمواصفات API 7-2 التي تتطلب تفاوتات في شكل الخيط تبلغ ±0.005 مم على طول خيط يبلغ 200 مم.
في تطبيقات طاقة الرياح البحرية، يتم تصنيع حلقات الانحراف ومحامل الزاوية وعلب علب التروس التي تتطلب ثباتًا عاليًا في الأبعاد ومقاومة للتعب. تتطلب هذه المكونات، التي تُصنع غالبًا من الفولاذ الهيكلي EN 10025 S355NL أو EN 10225 S420G10+M، تصنيعًا دقيقًا لأنماط فتحات البراغي وملامح أسنان التروس. يمكن التعامل مع أقطار حلقات تصل إلى 3000 مم وأوزان تتجاوز 8 أطنان، مع الحفاظ على دقة الموضع عبر الأسطح الكبيرة. يتم تحقيق تفاوتات انحراف تبلغ 0.05 مم على مقاعد المحامل، وهو أمر ضروري للدوران السلس تحت أحمال الرياح المتغيرة. يقلل نهج التثبيت الفردي من خطر التشوه عند تصنيع المقاطع ذات الجدران الرقيقة، وهو تحدٍ شائع في مكونات توربينات الرياح خفيفة الوزن المصممة للبيئات البحرية. بالإضافة إلى ذلك، يمكن للآلات إجراء عمليات نحت التروس للحلقات ذات الوحدة التي تصل إلى 12 مم، مما يحقق جودة DIN 6 لدقة ملامح الأسنان، وهو أمر بالغ الأهمية لتقليل الضوضاء والاهتزازات في أنظمة محرك الانحراف التي تعمل في درجات حرارة تتراوح من -40 درجة مئوية إلى +60 درجة مئوية.
في قطاعي توليد الطاقة والبتروكيماويات، تُصنع شفرات التوربينات ودوارات الضاغط والملفات اللولبية للمضخات بخطوط ثلاثية الأبعاد معقدة. بالنسبة لشفرات التوربينات البخارية، يتم تصنيع الملامح الجناحية من مواد مثل الفولاذ المقاوم للصدأ 17-4PH أو سبائك التيتانيوم، مما يتيح الحصول على زوايا لف وتشطيبات سطحية تفي بمتطلبات التوازن وفقًا لمعيار ISO 1940. يسمح الاستيفاء المتزامن رباعي المحاور بإنشاء انتقالات سلسة بين أقسام جذر الشفرة وطرفها، مما يقلل من تركيزات الإجهاد. كما يتم تصنيع دوارات الضواغط الطردية، مع تفاوتات في سماكة الشفرات تبلغ ±0.05 مم وخشونة سطح تبلغ Ra 1.6 ميكرومتر. هذه المكونات حاسمة للكفاءة في مصانع الغاز الطبيعي المسال وعمليات التكرير، حيث يمكن حتى للانحرافات الطفيفة أن تؤثر على ديناميكيات التدفق واستهلاك الطاقة. على سبيل المثال، تتطلب مجموعة المكرهات النموذجية للضاغط ذي الخمس مراحل زوايا لف للشفرات يتم التحكم فيها في حدود ±0.2 درجة ونصف قطر الحافة الأمامية 0.3 مم ±0.05 مم لتحقيق كفاءة متساوية الحرارة تزيد عن 85٪، كما تم إثباته في المشاريع الحديثة لتطبيقات مصانع تكسير الإيثيلين.
لماذا تختار Leading Top Union لخدمات التصنيع باستخدام الحاسب الآلي ذات الأربعة محاور
تحمل شركة Leading Top Union شهادات ISO 3834-2 و EN 1090-2 EXC3 و AWS D1.1، مما يضمن أن خدمات التصنيع باستخدام الحاسب الآلي (CNC) رباعي المحاور تفي بأعلى معايير الجودة الدولية للمكونات الملحومة والمصنعة. ويشمل نظام إدارة الجودة الفحص أثناء العملية باستخدام معدات قياس التنسيق (CMM) بدقة تبلغ ±0.002 مم، كما يتم توفير تقارير أبعاد كاملة مع كل شحنة. بالنسبة لمهندسي المشتريات في شركات EPC، يعني هذا تقليل وقت تأهيل الموردين وإمكانية التتبع الموثقة للمكونات الحيوية المتعلقة بالسلامة. كما يتم الحفاظ على شهادات المواد وفقًا لمعيار EN 10204 3.1 أو 3.2، والتي تغطي التركيب الكيميائي والخصائص الميكانيكية لجميع المخزون الوارد. تعمل المنشأة في سوتشو، الصين، في بيئة محكومة يتم الحفاظ على درجة حرارتها عند 20 درجة مئوية ±1 درجة مئوية لتقليل تأثيرات التمدد الحراري أثناء التصنيع الدقيق، مما يضمن استقرار الأبعاد عبر عمليات الإنتاج الكبيرة.
يتمتع فريق الهندسة بخبرة واسعة في تصنيع الأشكال الهندسية المعقدة للتطبيقات الصعبة، بما في ذلك مكونات الهياكل البحرية الحاصلة على شهادة DNV-GL وأوعية الضغط وفقًا للجزء الثامن من معايير ASME. كما يتم تقديم الدعم في مجال "التصميم من أجل قابلية التصنيع" (DFM)، مما يساعد العملاء على تحسين الشكل الهندسي للأجزاء لتصنيعها باستخدام آلات ذات 4 محاور، بهدف خفض التكاليف ووقت الإنتاج. على سبيل المثال، يمكن اقتراح تعديلات على زوايا السحب أو ميزات القطع السفلي التي تتيح التصنيع بإعداد واحد، مما قد يقلل من تكلفة الأجزاء بنسبة 15-25٪. يتم تقديم خدمات تطوير النماذج الأولية بمهل زمنية نموذجية تتراوح من 2 إلى 4 أسابيع للأجزاء المعقدة، تليها عمليات إنتاج بجودة ثابتة. ينسق مديرو المشاريع مع العملاء بشأن متطلبات توريد المواد والمعالجة الحرارية وطلاء الأسطح، مما يضمن التكامل السلس مع سلسلة التوريد الخاصة بهم. بالإضافة إلى ذلك، يتمتع الفريق بخبرة في تصنيع المكونات وفقًا لمعايير NORSOK M-001 للتطبيقات البحرية النرويجية، بما في ذلك متطلبات خشونة السطح التي تبلغ Ra 0.4μm لأسطح الإغلاق في المعدات البحرية التي تعمل على أعماق تصل إلى 3000 متر.
A wide range of materials is supported, including carbon steels, alloy steels, stainless steels, aluminum alloys, and nickel-based superalloys, with hardness up to 45 HRC. These 4-axis CNC machining services are suitable for both low-volume prototypes and high-volume production, with typical order quantities from 1 to 10,000 parts. Advanced toolpath strategies like trochoidal milling and high-speed machining are used to maximize material removal rates while maintaining tool life. For components requiring post-machining treatments, in-house stress relieving, shot blasting, and surface coating services are offered. Contact the technical sales team at info@leadingtopunion.com to discuss specific requirements and receive a detailed quotation with cycle time estimates and quality documentation. Typical lead times for production orders range from 4-8 weeks depending on complexity, with rush delivery options available for critical projects requiring expedited timelines.