نظرة عامة على المنتج
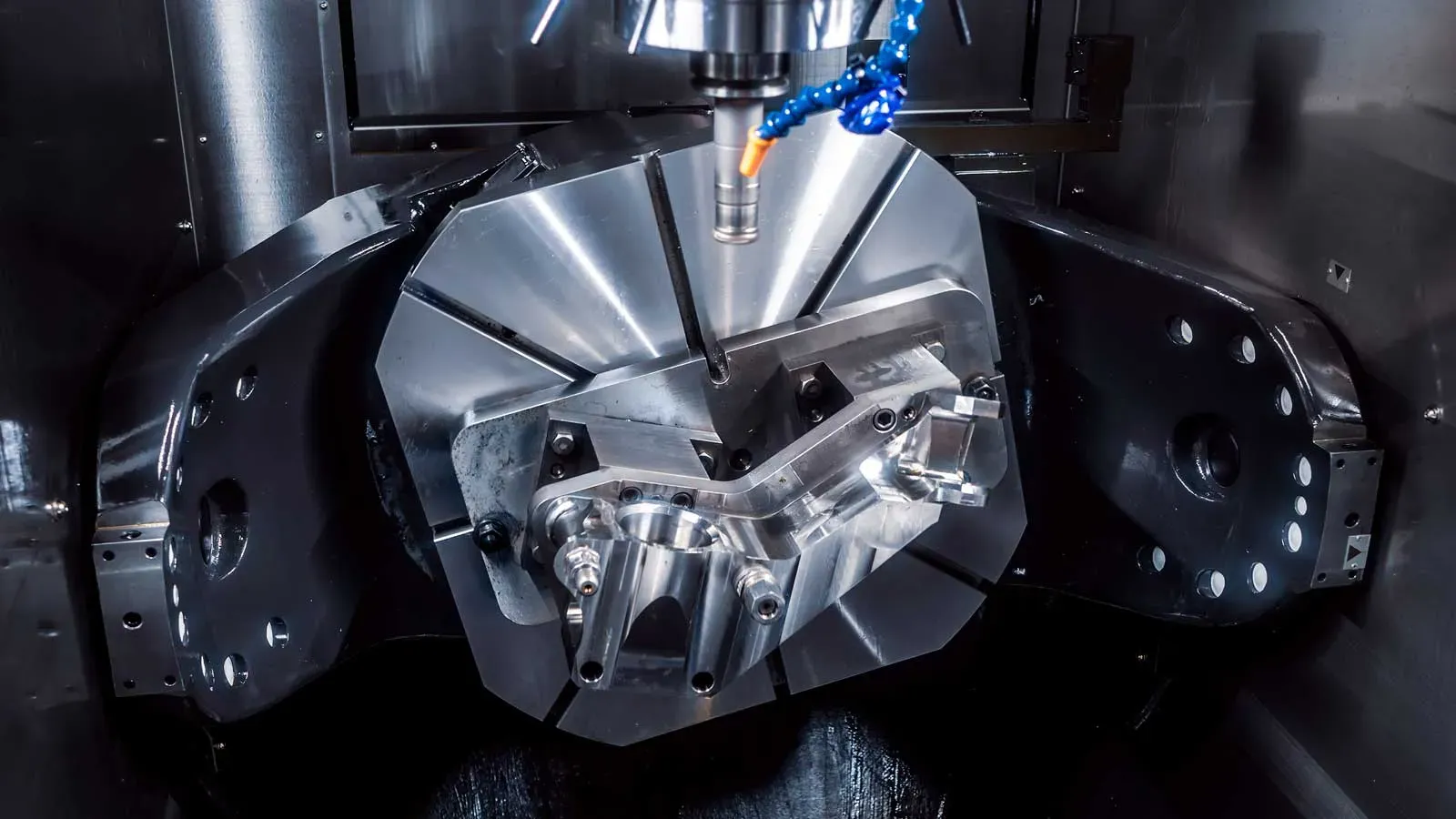
تم تصميم خدمات التصنيع باستخدام الحاسب الآلي (CNC) ذات الخمسة محاور في شركة Leading Top Union خصيصًا للتعامل مع الأشكال الهندسية المعقدة التي تتطلب استيفاءً متعدد المحاور في وقت واحد. وعلى عكس أنظمة تحديد المواقع 3+2، تتيح القدرة الحقيقية ذات الخمسة محاور لأداة القطع الحفاظ على الاتجاه الأمثل بالنسبة لسطح قطعة العمل طوال دورة التصنيع بأكملها. ويعد هذا أمرًا بالغ الأهمية للمكونات التي تحتوي على حواف مقطوعة من الأسفل وتجاويف عميقة وخطوط خارجية حرة الشكل، حيث تتطلب الطرق التقليدية ذات الثلاثة محاور إعدادات متعددة وتركيبات متخصصة. يوفر التكوين الحركي لآلات DMG MORI و Mazak دورانًا كاملاً للمحور B والمحور C، مما يتيح وصول الأداة من أي زاوية تقريبًا دون إعادة وضع القطعة.
تصميم الماكينة والاستقرار الحراري
تستند الأسس التقنية للتصنيع خماسي المحاور إلى هيكل آلي صلب وأنظمة تحكم مؤازرة متطورة. وتستوعب أكبر مساحة تصنيع قطع عمل يصل حجمها إلى 4000 × 2000 × 1500 مم مع حمولة قصوى تبلغ 12,000 كجم، مما يجعل هذه المنشأة واحدة من المنشآت القليلة الحاصلة على شهادة ISO 3834-2 والقادرة على معالجة المكونات الضخمة لمعدات طاقة الرياح البحرية ومعدات التعدين الثقيلة. يصل عدد دورات المحور في الدقيقة إلى 18,000 دورة في الدقيقة مع واجهة أداة HSK-A63، مما يوفر عزم الدوران والسرعة اللازمين لكل من عمليات التخشين في Inconel 718 وعمليات التشطيب على سبائك الألومنيوم. يتم الحفاظ على الاستقرار الحراري من خلال أنظمة تبريد مدمجة تنظم درجة الحرارة في نطاق ±1 درجة مئوية خلال دورات التصنيع الممتدة.
دقة تحديد المواقع وقدرات تشطيب الأسطح
يتم تحقيق دقة تحديد الموضع بمقدار ±0.01 مم وقابلية التكرار بمقدار ±0.003 مم من خلال التغذية الراجعة ذات الحلقة المغلقة المستمدة من المقاييس الخطية والمشفرات الدوارة. ويتم التحقق من هذه التفاوتات المسموح بها باستخدام اختبار "بولبار" (Ballbar) من رينيشو (Renishaw) وقياس التداخل بالليزر وفقًا لمعايير ISO 230-2. بالنسبة للتطبيقات الحيوية في مجال الطيران والتوربينات، تعمل إجراءات الفحص أثناء العملية على تعويض تآكل الأداة والتوسع الحراري تلقائيًا، مما يحافظ على اتساق الأبعاد عبر دورات الإنتاج التي تتراوح من 50 إلى 500 وحدة. يمكن الحصول على تشطيبات سطحية تتراوح من Ra 0.4 إلى 1.6 ميكرومتر اعتمادًا على المادة واستراتيجية مسار الأداة، مع إمكانية الحصول على تشطيبات عاكسة على المواد غير الحديدية باستخدام أدوات ماسية متخصصة.
تنوع المواد وهندسة العمليات
تعد تنوع المواد إحدى المزايا الرئيسية لخدمات التصنيع باستخدام الحاسب الآلي (CNC) ذات المحاور الخمسة. يتم معالجة الفولاذ المقاوم للصدأ (304، 316L، 17-4PH)، وسبائك التيتانيوم (Ti-6Al-4V، Ti-6Al-2Sn-4Zr-2Mo)، والسبائك الفائقة القائمة على النيكل (Inconel 718، Hastelloy X)، وسبائك الألومنيوم (6061-T6، 7075-T651)، والبلاستيك الهندسي (PEEK، PTFE، Torlon) تتم معالجتها بشكل روتيني. تتطلب كل مادة معلمات قطع محددة، وهندسة أدوات، واستراتيجيات تبريد — يقوم مهندسو العمليات بتطوير خطط تصنيع مخصصة بالرجوع إلى معايير نسيج السطح ASME B46.1 ومواصفات المواد ASTM. بالنسبة للتطبيقات ذات درجات الحرارة العالية في التوربينات الغازية، يتم الحفاظ على رقابة صارمة على الإجهاد المتبقي وسماكة طبقة إعادة الصب، والتي غالبًا ما تكون أقل من 0.05 مم، لمنع الفشل المبكر للمكونات.
مزايا الإعداد الفردي وفعالية الإنتاج
تؤثر ميزة الإعداد الفردي للتصنيع خماسي المحاور بشكل مباشر على جودة القطع وفعالية الإنتاج من الناحية الاقتصادية. فمن خلال التخلص من التغييرات المتكررة في التثبيت وخطوات إعادة تحديد المراجع، يتم تقليل أخطاء تحديد المواقع التراكمية التي تحدث عادةً في العمليات التسلسلية ثلاثية المحاور. يمكن إنجاز مكون دافع نموذجي يتطلب 12 إعدادًا منفصلاً على المعدات التقليدية في دورة تثبيت واحدة، مما يقلل من وقت التنفيذ بنسبة 40-60% ويحسن الاتساق الهندسي. كما يقلل هذا النهج من تدخل المشغل، مما يقلل من مخاطر الخطأ البشري في نقل البيانات. بالنسبة للصناعات التي تخضع لأنظمة الجودة AS9100D أو ISO 13485، توفر منهجية الإعداد الفردي القابلة للتتبع هذه دليلاً قابلاً للتدقيق على التحكم في العملية.
التطبيقات والقطاعات
المكونات الهيكلية للطيران والفضاء
في قطاع الطيران، تنتج خدمات التصنيع باستخدام الحاسب الآلي (CNC) ذات المحاور الخمسة مكونات هيكلية لهياكل الطائرات وأنظمة المحركات، حيث يُعد تخفيف الوزن ومقاومة الإجهاد من الأمور ذات الأهمية القصوى. ويتم تصنيع الحواجز المصنوعة من التيتانيوم، وأضلاع الأجنحة المصنوعة من الألومنيوم، وأقراص التوربينات المصنوعة من مادة إنكونيل (Inconel) ذات أنماط فتحات التبريد المعقدة التي تتطلب حفرًا متزامنًا بخمسة محاور بزوايا تتجاوز 30 درجة. ويجب أن تتوافق هذه المكونات مع معايير الجودة AS9100D، وغالبًا ما تتطلب تقارير فحص المنتج الأول وفقًا لمعيار AS9102. تعد القدرة على تصنيع المقاطع ذات الجدران الرقيقة التي يصل سمكها إلى 0.5 مم مع تفاوت يبلغ ±0.02 مم أمرًا بالغ الأهمية للتطبيقات الحساسة للوزن في الطائرات التجارية مثل برامج بوينج 787 وإيرباص A350.
أدوات آبار النفط والغاز
تستفيد تطبيقات النفط والغاز بشكل كبير من قدرات التصنيع الخماسي المحاور، لا سيما فيما يتعلق بأدوات قاع البئر ومكونات الصمامات التي تعمل في بيئات الضغط العالي والحرارة العالية (HPHT). يتم تصنيع مكونات شجرة عيد الميلاد وأجزاء مانع الانفجار (BOP) وأجسام الموصلات تحت سطح البحر من سبائك الصلب 4130 والفولاذ المقاوم للصدأ 17-4PH، مع الحفاظ على التراكز في نطاق 0.01 مم على أطوال تتجاوز 1000 مم. تضمن شهادة EN 1090-2 EXC3 إمكانية التتبع والتحقق من الخواص الميكانيكية للمكونات المحتوية على الضغط. بالنسبة للتطبيقات تحت سطح البحر التي تتطلب الامتثال لمعيار NACE MR0175/ISO 15156، يتم الحفاظ على رقابة صارمة على الصلابة ومقاومة تشقق الإجهاد الكبريتي من خلال عمليات المعالجة الحرارية والتصنيع المعتمدة.
تصنيع مكونات التوربينات
يمثل تصنيع مكونات التوربينات مجالًا أساسيًا لتطبيقات خدمات التصنيع خماسي المحاور. حيث يتم إنتاج الدوارات ذات الشفرات المتكاملة (IBR)، وريش توجيه الفوهات، وعلب الناشر الخاصة بالتوربينات الغازية والبخارية المستخدمة في توليد الطاقة والدفع البحري. تتطلب هذه المكونات عملية تشكيل خماسي المحاور متزامنة لإنتاج مقاطع جانبية للأجنحة ذات زوايا لف تتجاوز 60 درجة ونصف قطر للحافة الأمامية يصل إلى 0.2 مم. تقلل قدرة تشطيب السطح التي تبلغ Ra 0.4 ميكرومتر على السبائك القائمة على النيكل من الخسائر الديناميكية الهوائية وتحسن كفاءة التوربينات بنسبة تصل إلى 2٪. يتم إجراء التحقق من الأبعاد باستخدام آلات قياس الإحداثيات (CMM) المزودة بمجسات مسح، بالرجوع إلى معايير ASME Y14.5-2009 GD&T؛ لتفاوتات الملامح المحددة عادةً عند 0.05 مم.
مكونات طاقة الرياح البحرية
تتطلب صناعة طاقة الرياح البحرية مكونات دقيقة على نطاق واسع، وهي مهام لا تضاهيها سوى مراكز التصنيع ذات المحاور الخمسة. حيث يتم تصنيع علب محامل الدوران، ومكونات محرك التغيير في زاوية الميل، ووصلات العمود الرئيسي من مصبوبات الحديد المطاوع والفولاذ منخفض السبائك التي يصل وزنها إلى 12 طنًا. وتتطلب هذه الأجزاء تفاوتات ضيقة في أنماط فتحات البراغي وأسطح التلامس لضمان التوزيع السليم للحمل في الظروف البحرية المتغيرة. تسمح شهادة ISO 3834-2 لللحام وشهادة EN 1090-2 EXC3 لتصنيع الفولاذ الهيكلي بدمج المكونات المُشكّلة مع التجميعات الملحومة، مما يوفر حلولاً كاملة للوحدات البحرية. بالنسبة لمنصات الرياح العائمة، يتم الحفاظ على الامتثال لمعايير DNV-GL للمكونات الحساسة للتعب التي تخضع لدورات حياة تصميمية مدتها 20 عامًا.
تصنيع الأجهزة الطبية
يستخدم تصنيع الأجهزة الطبية تقنية الخمسة محاور في صناعة الغرسات العظمية والأدوات الجراحية التي تتطلب مواد متوافقة حيوياً وتشطيبات عالية اللمعان. يتم تصنيع جذوع الورك ومكونات الركبة والغرسات الشوكية من سبائك Ti-6Al-4V ELI والكوبالت والكروم وفقاً لمعايير ASTM F136 و ASTM F1537. تتيح الحركة المتزامنة ذات الخمسة محاور إنتاج أسطح معقدة ملامسة للعظام ذات هياكل مسامية تعزز الاندماج العظمي. يمكن تحقيق خشونة سطح أقل من Ra 0.2μm على الأسطح المفصلية، مما يقلل من تولد حطام التآكل. تضمن بيئة التصنيع المتوافقة مع غرف الأبحاث ونظام إدارة الجودة ISO 13485 الامتثال لمتطلبات FDA 21 CFR Part 820 الخاصة بمصنعي الأجهزة الطبية.
لماذا تختار Leading Top Union لخدمات التصنيع باستخدام الحاسب الآلي ذات المحاور الخمسة؟
الشهادات الدولية والجودة الخاضعة للتدقيق
تستند خدمات التصنيع باستخدام الحاسب الآلي (CNC) ذات المحاور الخمسة التي تقدمها شركة Leading Top Union إلى شهادات دولية متعددة تلبي بشكل مباشر متطلبات الجودة لشركات EPC العالمية. وتوفر شهادة ISO 3834-2 الخاصة بالتصنيع باللحام، وشهادة EN 1090-2 EXC3 الخاصة بالفولاذ الإنشائي، وشهادة AWS D1.1 الخاصة بإجراءات اللحام، ضمانًا للجودة قابلًا للتدقيق بالنسبة للتركيبات المعقدة. هذه الشهادات ليست مجرد شهادات إدارية — بل يتم التحقق منها من خلال عمليات تدقيق ربع سنوية تجريها TÜV SÜD و Bureau Veritas، مما يضمن تلبية العمليات للمعايير الأوروبية والأمريكية باستمرار. بالنسبة لمهندسي المشتريات الذين يقومون بتقييم الموردين، تقلل مجموعة الشهادات هذه من الحاجة إلى عمليات تدقيق مكثفة من قبل طرف ثانٍ، مما يسرع عملية التأهيل.
فريق تقني متمرس ومحاكاة التوأم الرقمي
يتمتع الفريق الفني بخبرة تزيد عن 15 عامًا في مجال برمجة الآلات ذات المحاور الخمسة وتحسين العمليات، مع خبرة متخصصة في برامج التصنيع (CAM) مثل Siemens NX وMastercam. ويتم تطوير معالجات ما بعد البرمجة المخصصة لكل تكوين من تكوينات الآلات لضمان مسارات أدوات خالية من التصادم وظروف قطع مثالية. بالنسبة للعمليات المعقدة متعددة المحاور، يتم محاكاة دورة التصنيع بأكملها باستخدام برنامج Vericut، للتحقق من خلوص الأدوات ومعدلات إزالة المواد قبل قطع أي معدن. يقلل نهج التوأم الرقمي هذا من وقت الإعداد بنسبة 30٪ في المتوسط ويقضي فعليًا على الخردة الناتجة عن أخطاء البرمجة. يحضر المهندسون بانتظام برامج تدريبية في مراكز تكنولوجيا DMG MORI و Mazak للبقاء على اطلاع على استراتيجيات التصنيع المتطورة.
مراقبة الجودة الداخلية والتحقق من المواد
تتجاوز مراقبة الجودة في شركة «ليدينغ توب يونيون» مجرد فحص الأبعاد لتشمل التحقق من المواد والتحقق من صحة العمليات. ويقوم مختبر معدني داخلي مجهز بأجهزة قياس الطيف وأجهزة قياس الصلابة وآلات اختبار الشد بالتحقق من تركيب المواد وخصائصها الميكانيكية وفقًا لمعايير ASTM E8 و ASTM E18. وبالنسبة للمكونات الحيوية، يتم إجراء اختبارات غير مدمرة تشمل الفحص بالموجات فوق الصوتية وفقًا لمعيار ASTM E2375 والفحص باستخدام صبغة الاختراق وفقًا لمعيار ASTM E1417. يتم توثيق جميع نتائج الفحص في تقارير مفصلة تفي بمتطلبات التتبع الخاصة بأنظمة الجودة AS9100D و ISO 9001:2015. تمنح هذه البنية التحتية الشاملة للجودة العملاء الثقة في سلامة المكونات للتطبيقات الحيوية.
سلسلة التوريد العالمية ودعم الخدمات اللوجستية
تم تصميم قدرات سلسلة التوريد والخدمات اللوجستية لدعم تنفيذ المشاريع العالمية. يتم الاحتفاظ بمخزون استراتيجي من المواد الشائعة الاستخدام، بما في ذلك الفولاذ المقاوم للصدأ 316L، وسبائك الفولاذ 4140، والألومنيوم 6061-T6، مما يقلل من مدة انتظار الشراء بمقدار 2-3 أسابيع. وبالنسبة لطلبات التصدير، يتم تولي جميع الإجراءات المتعلقة بالوثائق، بما في ذلك شهادات المنشأ وتقارير اختبار المواد والتخليص الجمركي. يوفر الموقع في سوتشو، الصين، وصولاً مباشرًا إلى ميناء شنغهاي ومراكز الشحن الجوي الدولية، مما يتيح التسليم من الباب إلى الباب إلى أوروبا وأمريكا الشمالية والشرق الأوسط في غضون 10-14 يومًا للشحن الجوي أو 30-45 يومًا للشحن البحري. يتم تقديم خيارات Incoterms بما في ذلك FOB شنغهاي وCIF الموانئ الرئيسية وDDP للحسابات المؤهلة.
الكفاءة من حيث التكلفة والشفافية في التسعير
تتحقق الكفاءة من حيث التكلفة في التصنيع بخمسة محاور من خلال استراتيجيات مسار أداة محسّنة وتقليل العمليات الثانوية. ويقضي نهج الإعداد الفردي على الحاجة إلى التجهيزات المكلفة وعمليات النقل المتعددة بين الآلات، مما يقلل تكلفة كل قطعة بنسبة 15-25% مقارنة بالطرق التقليدية ذات الثلاثة محاور للأشكال الهندسية المعقدة. يتم توفير أسعار شفافة مع تفاصيل دقيقة لتكاليف المواد ووقت التصنيع ورسوم الفحص، مما يتيح لفرق المشتريات وضع ميزانية دقيقة لمشاريعها. بالنسبة لعمليات الإنتاج التي تتجاوز 100 وحدة، يتم تقديم خصومات على الكميات وبرامج مخزون على أساس التكليف، مما يقلل من متطلبات رأس المال العامل. يقدم فريق إدارة المشروع تقارير أسبوعية عن التقدم المحرز وحالة الإنتاج في الوقت الفعلي من خلال بوابة عملاء عبر الإنترنت، مما يضمن رؤية كاملة طوال دورة التصنيع.