نظرة عامة على المنتج
توفر عمليات التصنيع باستخدام الحاسب الآلي (CNC) للفولاذ المقاوم للصدأ في شركة Leading Top Union مكونات عالية الدقة للبيئات الصعبة التي لا يمكن فيها التنازل عن مقاومة التآكل والقوة الميكانيكية. يعمل مصنع سوتشو بمخارط CNC خماسية المحاور ومتعددة المهام قادرة على الحفاظ على تفاوتات موضعية تصل إلى ±0.02 مم عبر أشكال هندسية معقدة. يتم تصنيع جميع الدرجات الأوستنيتية القياسية، بما في ذلك 304 و304L و 316 و316L و321 و347، إلى جانب الدرجات المزدوجة 2205 و2507 وS31803، وكذلك الدرجات المقواة بالترسيب 17-4PH (630) و15-5PH (XM-12).
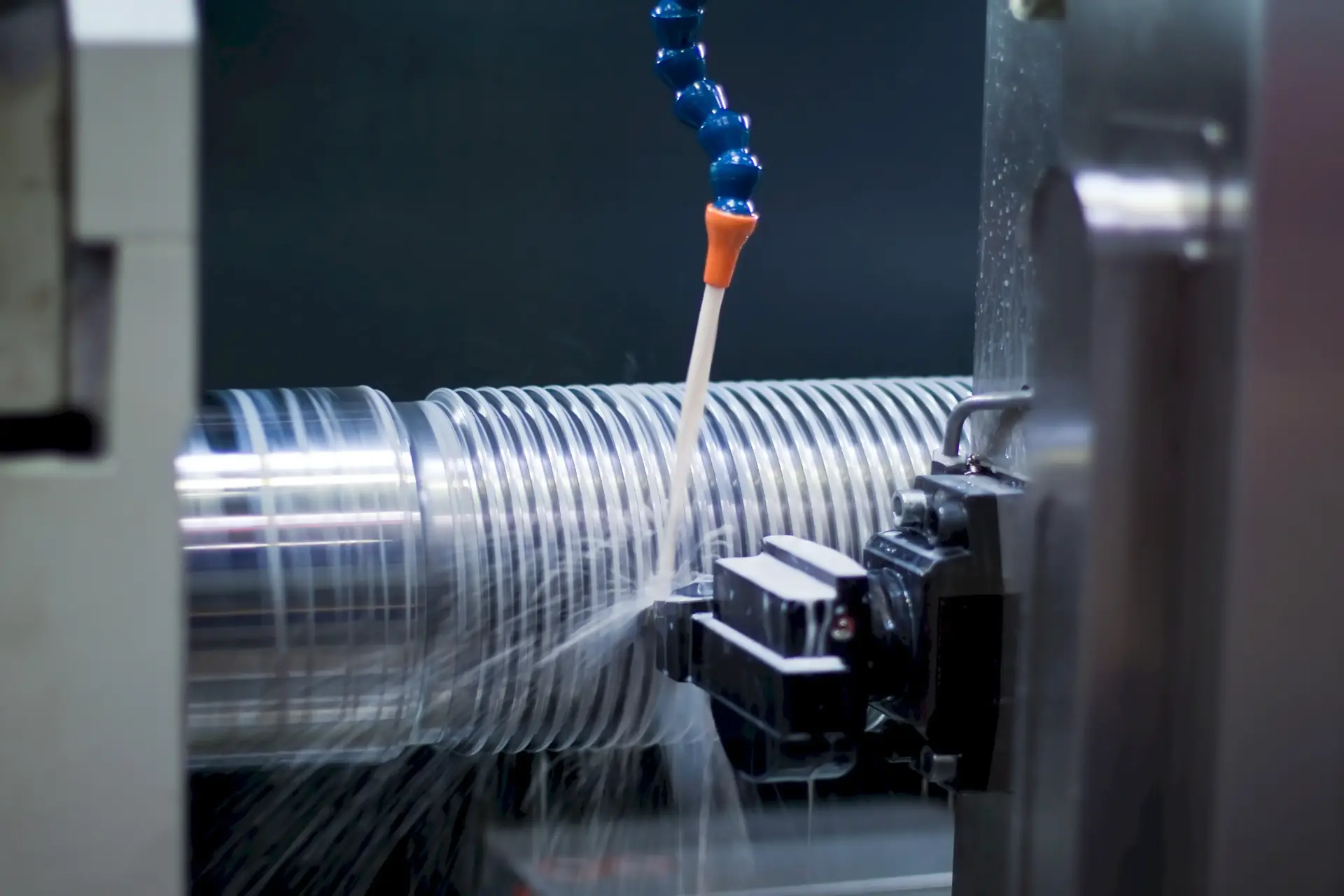
تتطلب كل مادة معايير قطع متميزة لتجنب تصلب المادة الناتج عن التشغيل، لا سيما في سبائك 316L وسبائك دوبلكس حيث تُعد التغذية والسرعة المُحسَّنتان أمرًا بالغ الأهمية للحفاظ على سلامة السطح وعمر الأداة. ويقوم فريق هندسة العمليات بحساب أحمال البُرادة وسرعات المغزل وفقًا لمعايير اختبار عمر الأداة ISO 3685، مما يضمن معدلات إزالة متسقة للمادة دون التسبب في حرارة مفرطة. بالنسبة لتصنيع التجاويف العميقة — الشائعة في أجسام الصمامات وأغلفة المضخات — توفر الأدوات المزودة بنظام تبريد داخلي ضغطًا يتراوح بين 20 و40 بارًا مباشرةً على حافة القطع، مما يؤدي إلى إزالة البرادة وتثبيت الظروف الحرارية. يمنع هذا النهج تصلب المادة في الدرجات الأوستنيتية ويحافظ على استقرار الأبعاد في المقاطع ذات الجدران الرقيقة التي يصل سمكها إلى 1.5 مم. تتراوح قدرات تشطيب السطح من Ra 0.8 ميكرومتر للاستخدام الصناعي العام إلى Ra 0.4 ميكرومتر للتطبيقات المخصصة للأغذية، مع تحقيق الصقل الكهربائي Ra 0.2 ميكرومتر للمكونات الصيدلانية وأشباه الموصلات التي تتطلب أسطحًا فائقة النعومة وغير لاصقة.
تشمل المعالجات اللاحقة للتشغيل الآلي عملية التخميل وفقًا لمعيار ASTM A967 (طريقة حمض الستريك) لإزالة الحديد الحر وتعزيز تكوين طبقة أكسيد الكروم، وهو أمر بالغ الأهمية لمكونات 304L و316L في البيئات المعرضة للكلوريد. بالنسبة للتركيبات التي تتطلب كل من التصنيع واللحام، يتم دمج هذه العمليات في إطار عمليات معتمدة وفقًا لمعيار ISO 3834-2، حيث يتم إجراء تحضير اللحام على الأسطح المصنعة قبل اللحام TIG أو MIG وفقًا لمعايير EN 1090-2 EXC3. هذا المزيج ضروري للمشعبات المعقدة والمبادلات الحرارية والمكونات المحتوية على ضغط حيث تتطلب وصلات مانعة للتسرب ومحاذاة دقيقة للمنافذ. يشمل نظام الجودة فحصًا أبعاديًا بنسبة 100٪ للميزات الحرجة باستخدام CMM مع معايرة قابلة للتتبع وفقًا لمعيار ISO 10360-2، مع الحفاظ على عدم اليقين في القياس أقل من ±0.001 مم وفقًا لبروتوكولات التحقق من CMM. بالنسبة لأشكال الخيوط، يتم إجراء قياس كامل وفقًا لمعيار ASME B1.20.1 لـ NPT ومعيار ISO 228/1 لـ BSPP باستخدام مقاييس قابس Go/No-Go معايرة وفقًا لمعايير NIST القابلة للتتبع، مما يضمن إحكامًا خاليًا من التسرب في الدوائر الهيدروليكية والهوائية. بالإضافة إلى ذلك، بالنسبة للمكونات التي تتطلب سلامة الضغط، يتم إجراء اختبار هيدروستاتيكي وفقًا لمعيار ASME B16.5 عند 1.5 ضعف ضغط التصميم، مع فترات انتظار لا تقل عن 10 دقائق للتحقق من عدم وجود تسرب يمكن اكتشافه.
التطبيقات والقطاعات
في عمليات التنقيب والإنتاج ونقل النفط والغاز، يجب أن تتحمل المكونات المصنوعة من الفولاذ المقاوم للصدأ والمشكلة باستخدام آلات CNC ظروف التشغيل الحمضية وفقًا لمعيار NACE MR0175/ISO 15156. يتم إنتاج إدخالات الخانق، وأعمدة الصمامات، ومشعبات الأجهزة من الفولاذ 316L و17-4PH H1150، مع التحكم في الصلابة عند 28-33 HRC لمقاومة تشقق الإجهاد الكبريتي. غالبًا ما تتميز هذه الأجزاء بثقوب داخلية بتفاوتات ±0.02 مم وتشطيبات سطحية تبلغ Ra 0.4 ميكرومتر لمنع احتجاز الجسيمات في مسارات التدفق عالية الضغط. بالنسبة لمكونات شجرة الحقل البحري التي تعمل على أعماق تتجاوز 3000 متر، يتم تصنيع الفولاذ المزدوج 2507 وفقًا لمعايير DNV-GL، مع سماكة جدران تصل إلى 50 مم وأشكال خيوط وفقًا لمعيار API 5B تتطلب قياسًا كاملاً للخيوط مع تفاوت في قطر الخطوة يبلغ ±0.005 بوصة. بالنسبة لمعدات رأس البئر، يتم الحفاظ على تتبع المواد وفقًا لمعيار ASTM A182 من خلال أرقام التسخين وشهادات المصنع، مع اختبار الصدمة Charpy V-notch عند -46 درجة مئوية وفقًا لمعيار ASTM A370 لضمان المتانة في ظروف الخدمة القطبية.
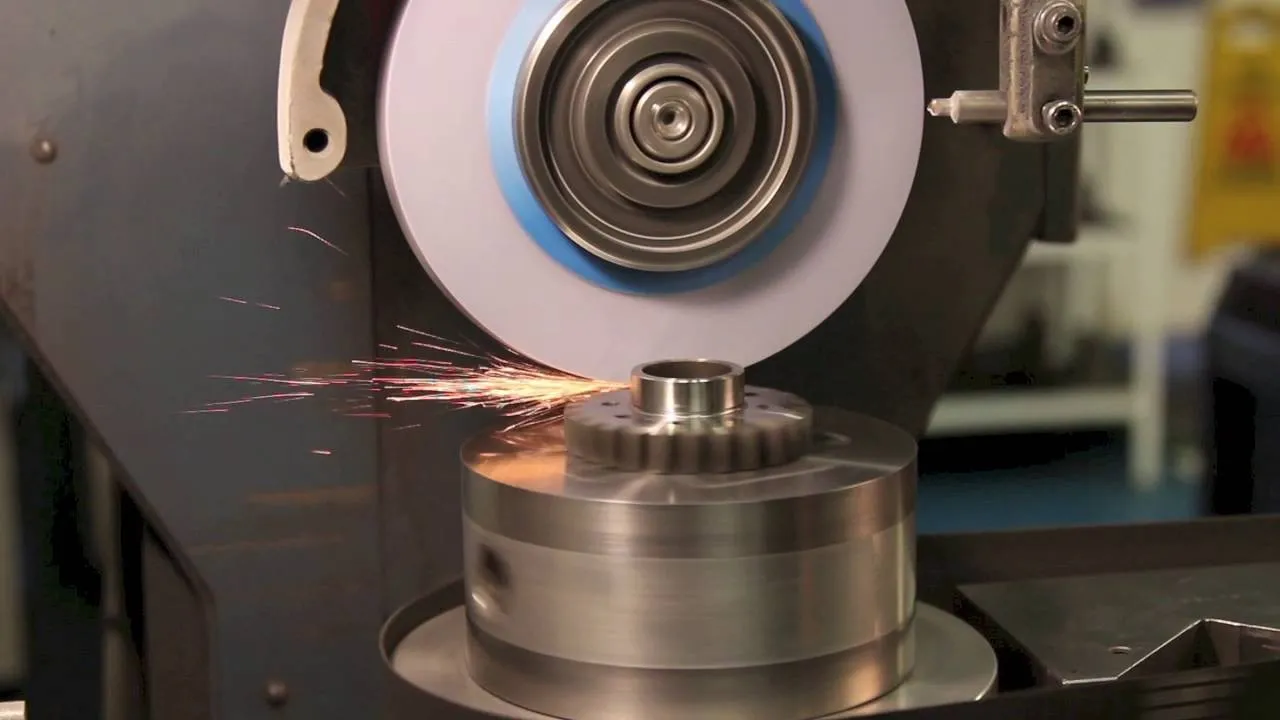
يعتمد قطاع طاقة الرياح البحرية على تصنيع قطع الفولاذ المقاوم للصدأ المستخدمة في أنظمة التحكم الهيدروليكية في زاوية الميل ومكونات محركات الدوران. تُصنع قطع من الفولاذ المزدوج 316L و2205 بأقطار تتراوح بين 50 مم و600 مم، مع الحفاظ على التراكز في حدود 0.05 مم للمجموعات الدوارة المعرضة لرذاذ الملح والأحمال الدورية. غالبًا ما تتطلب هذه المكونات أسطحًا مصقولة كهربائيًا إلى Ra 0.2μm لتقليل التلوث البيولوجي وتآكل الشقوق في المنشآت الموجودة في منطقة الرش. تتيح القدرة على الجمع بين الخراطة باستخدام الحاسب الآلي (CNC) والطحن خماسي المحاور إنتاج أغطية مشغلات زاوية المروحة المعقدة مع ممرات زيت مدمجة، مما يقلل من تعقيد التجميع ومسارات التسرب المحتملة في أنظمة الناقلات المصنفة لعمر خدمة يزيد عن 20 عامًا. بالنسبة لمكونات علبة التروس، تُصنع أشكال الشرائح وفقًا لمعيار DIN 5480 بتفاوت في المظهر الجانبي يبلغ 0.02 مم وصلابة سطحية تتراوح بين 30 و35 HRC من خلال التصلب الناتج عن التشغيل المتحكم فيه أثناء القطع، مما يلغي الحاجة إلى المعالجة الحرارية الثانوية في العديد من التطبيقات. يؤكد اختبار التعب وفقًا لمعيار ISO 12107 على عينات من الدفعات أن حدود التحمل تتجاوز 10^7 دورة تحت أحمال انحناء متناوبة تبلغ 200 ميجا باسكال، مما يثبت العمر الافتراضي للتصميم للمنشآت البحرية.
في تطبيقات الصناعات البتروكيماوية وتوليد الطاقة، تُصنع الدرجات المُثبَّتة 321 و347 لتتحمل درجات حرارة عالية تصل إلى 800 درجة مئوية في مكونات الأفران وألواح أنابيب المبادلات الحرارية. وتقوم مراكز الحفر التي تعمل بالتحكم الرقمي (CNC) بإنتاج ثقوب الأنابيب بتفاوت قطر يبلغ ±0.05 مم ودقة تباعد بين المراكز تبلغ 0.1 مم، وهو أمر بالغ الأهمية لمنع حدوث أعطال في الوصلات بين الأنابيب وألواح الأنابيب في محولات الهيدروجين وغلايات الحرارة المهدرة. في مجال الأدوية وتجهيز الأغذية، يتم تصنيع الوصلات وأجسام الصمامات من الفئة 316L بلمسات نهائية بعد المعالجة تبلغ Ra 0.4 ميكرومتر، تليها عملية التخميل بحمض الستريك وفقًا لمعيار ASTM A967 لتلبية متطلبات FDA 21 CFR 177.2600. تشمل هذه الأجزاء وصلات ثلاثية المشابك يتم تصنيعها وفقًا لمعايير ASME BPE، مع التحقق من خشونة السطح بواسطة مقياس التضاريس في كل دفعة. بالنسبة للتطبيقات المبردة حتى -196 درجة مئوية، يتم تصنيع مكونات 304L بحجم حبيبات محكوم وفقًا لمعيار ASTM E112 (درجة ASTM 7 أو أدق) للحفاظ على صلابة الصدم، ويتم إجراء اختبار التسرب وفقًا لمعيار ASTM E493 باستخدام مطياف الكتلة بالهيليوم بمعدل تسرب أقصى مسموح به يبلغ 1×10^-9 ملي بار·لتر/ثانية. في تصنيع أشباه الموصلات، يتم تصنيع مكونات غرفة التفريغ 316L بلمسات نهائية Ra 0.1 ميكرومتر ويتم صقلها كهربائيًا لإزالة 0.005 مم من مادة السطح، مع التحقق من عدد الجسيمات وفقًا لمعايير SEMI F27 لضمان وجود أقل من 10 جسيمات أكبر من 0.1 ميكرومتر لكل سنتيمتر مربع.
لماذا تختار Leading Top Union لتصنيع الفولاذ المقاوم للصدأ باستخدام الحاسب الآلي
تجمع شركة Leading Top Union بين شهادة اللحام ISO 3834-2 وفئات التنفيذ AWS D1.1 لللحام الهيكلي وEN 1090-2 EXC3، مما يتيح لها تقديم مجموعات ملحومة تستوفي أكثر المعايير الأوروبية والأمريكية صرامةً. مركز التصنيع باستخدام الحاسب الآلي (CNC) مجهز بأكثر من 40 آلة متعددة المحاور بما في ذلك منصات DMG MORI و Mazak، مما يوفر قدرة على معالجة قطع بطول يتراوح من 10 مم إلى 2000 مم مع سرعات دوران تصل إلى 20000 دورة في الدقيقة. بالنسبة لدرجات الفولاذ المزدوج و PH، يتم الاحتفاظ بمكتبات أدوات مخصصة مع إدخالات كربيد مطلية لسبائك درجات الحرارة العالية، مما يقلل من أوقات الدورات بنسبة 15-25٪ مقارنة بالأدوات ذات الأغراض العامة مع الحفاظ على تفاوتات ±0.02 مم في الميزات الحرجة. تضمن مراقبة تآكل الأدوات وفقًا لمعيار ISO 8688-2 استبدال الملحقات عند تآكل الجوانب بمقدار 0.3 مم، مما يمنع تدهور السطح ويحافظ على جودة الأجزاء المتسقة عبر دورات الإنتاج التي تزيد عن 10,000 قطعة.
يشمل نظام إدارة الجودة مراقبة SPC في الوقت الفعلي للأبعاد الحرجة، مع تقديم تقارير فحص CMM وفقًا لمتطلبات إدارة القياس ISO 10012. بالنسبة لعملية التخميل، يُشغَّل خط مخصص باستخدام تركيز حمض الستريك الذي يتم التحكم فيه بنسبة 4-10% بالوزن عند درجة حرارة 49-60 درجة مئوية وفقًا لمعيار ASTM A967، يليه اختبار كبريتات النحاس للتحقق من إزالة الحديد الحر. يُجرى الصقل الكهربائي داخليًا باستخدام تركيبات إلكتروليت خاصة تقلل Ra من 0.4 ميكرومتر إلى 0.2 ميكرومتر مع إزالة 0.005-0.010 مم من مادة السطح للقضاء على الشقوق الدقيقة والملوثات المدمجة. تقلل هذه القدرة المزدوجة — التصنيع بالإضافة إلى تشطيب السطح — من تعقيد سلسلة التوريد لشركات EPC التي تتطلب مكونات معتمدة للخدمات الحيوية. بالنسبة للتطبيقات عالية النزاهة، يُجرى فحص بالموجات فوق الصوتية وفقًا لمعيار ASTM E213 على الأسطح المُشغَّلة آليًا للكشف عن العيوب تحت السطحية التي يصل قطرها إلى 0.5 مم، مع تحديد معايير الرفض عند أي مؤشر يتجاوز 10% من سماكة الجدار. تُعايَر جميع معدات الفحص وفقًا لمعيار ISO 17025 بواسطة مختبرات معتمدة، مع فترات معايرة مدتها 12 شهرًا لأجهزة قياس التنسيق (CMM) و6 أشهر للأدوات اليدوية، مما يضمن التتبع وفقًا للمعايير الدولية.
جميع المراحل مدعومة بدءًا من النماذج الأولية وصولًا إلى أحجام الإنتاج، بفترات تسليم نموذجية تتراوح بين 4 و6 أسابيع للمنتجات الأولية، وبين 2 و3 أسابيع للطلبات المتكررة في البرامج القائمة. يقدم فريق الهندسة ملاحظات حول "التصميم من أجل التصنيع" (DFM) في غضون 48 ساعة من استلام النماذج ثلاثية الأبعاد، مع تحسين سماكة الجدران ونصف القطر وعمق الخيوط لضمان قابلية تشغيل الفولاذ المقاوم للصدأ آليًا. بالنسبة للتجميعات المعقدة التي تتطلب كلاً من التصنيع واللحام، يُجرى تحليل التشوه القائم على تحليل العناصر المحدودة (FEA) للتنبؤ بانكماش اللحام وتعويضه، مما يضمن أن الأبعاد النهائية تفي بتفاوتات الرسم دون الحاجة إلى تصنيع ثانوي. بالنسبة للإنتاج بكميات كبيرة، يقوم القياس الآلي أثناء العملية باستخدام أنظمة فحص Renishaw بضبط إزاحة الأدوات في الوقت الفعلي، مما يحافظ على قيم Cpk أعلى من 1.67 للميزات الحرجة. بعد المعالجة، تُنظف الأجزاء باستخدام أنظمة الموجات فوق الصوتية المائية بالماء منزوع الأيونات عند 60 درجة مئوية وتُجفف في هواء مرشح بفلتر HEPA، مما يحقق مستويات نظافة وفقًا لمعيار ISO 4406 الفئة 14/11/8 لمكونات النظام الهيدروليكي. اتصل بفريق المبيعات الفنية على sales@leadingtopunion.com أو +86-512-xxxx-xxxx لمناقشة متطلباتك الخاصة بتصنيع الفولاذ المقاوم للصدأ باستخدام الحاسب الآلي (CNC) مع مصنع حاصل على شهادات ISO 3834-2 وEN 1090-2 EXC3 وAWS D1.1.