खनन उपकरण फ्रेम्स
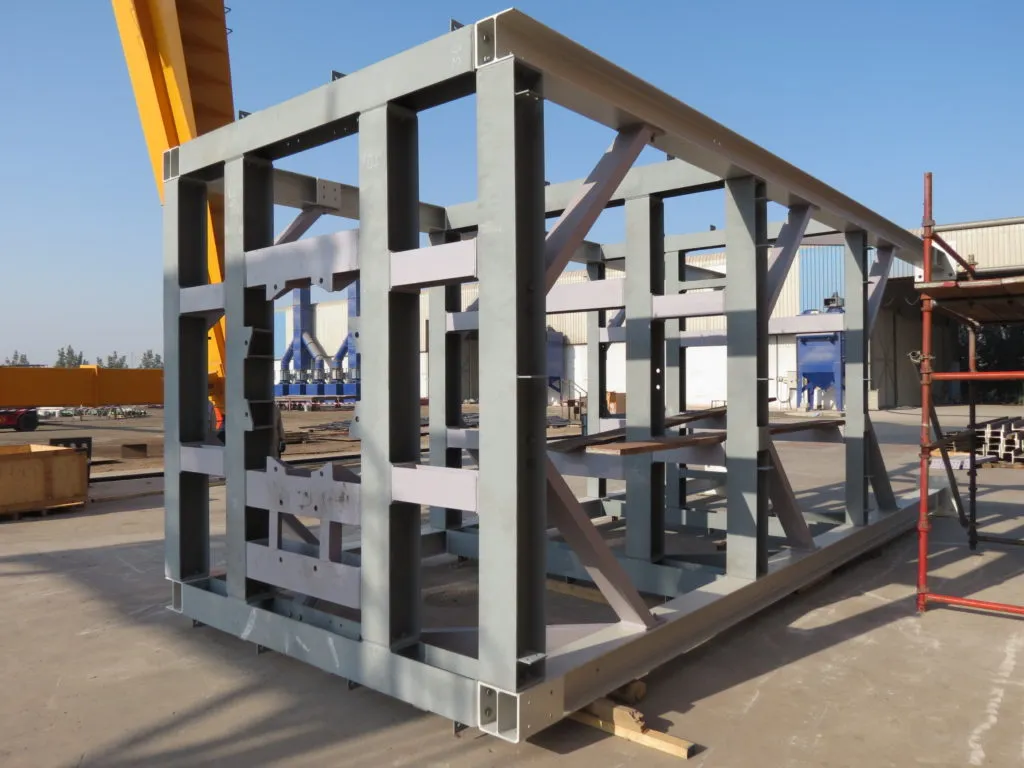
उत्खनन निकाय, डंप ट्रक फ्रेम, क्रशर हाउसिंग और कन्वेयर संरचनाओं सहित खनन उपकरणों के लिए हेवी-ड्यूटी संरचनात्मक फ्रेम। हम पूर्ण प्रवेश वेल्ड और एनडीटी सत्यापन के साथ उच्च शक्ति वाले स्टील से खनन फ्रेम बनाते हैं।
उत्खनन निकाय, डंप ट्रक फ्रेम, क्रशर हाउसिंग और कन्वेयर संरचनाओं सहित खनन उपकरणों के लिए हेवी-ड्यूटी संरचनात्मक फ्रेम। हम पूर्ण प्रवेश वेल्ड और एनडीटी सत्यापन के साथ उच्च शक्ति वाले स्टील से खनन फ्रेम बनाते हैं।
30,000 टन/वर्ष क्षमता
200 मिमी तक की प्लेट
एडब्लूएस डी1.1/एन 1090
पूर्ण एनडीटी परीक्षण
Leading Top Union द्वारा निर्मित खनन उपकरण फ्रेम सतह और भूमिगत खनन कार्यों में आने वाले अत्यधिक चक्रीय लोडिंग, प्रभाव बलों और अपघर्षक वातावरण का सामना करने के लिए इंजीनियर किए गए हैं। S355J2+N, S460ML, S690QL और हार्डॉक्स 400/500 सहित उच्च शक्ति वाले स्टील ग्रेड का उपयोग किया जाता है, जिनका चयन 355 MPa से 690 MPa तक की उपज शक्ति आवश्यकताओं के आधार पर किया जाता है। 10 मिमी से 200 मिमी तक की प्लेट की मोटाई को फ्लक्स-कोरेड आर्क वेल्डिंग (FCAW), जलमग्न आर्क वेल्डिंग (SAW), और गैस मेटल आर्क वेल्डिंग (GMAW) प्रक्रियाओं का उपयोग करके वेल्ड किया जाता है, जो सभी AWS D1.1:2020 संरचनात्मक वेल्डिंग कोड के तहत योग्य हैं। प्रत्येक महत्वपूर्ण वेल्ड एएसटीएम ई164 के अनुसार 100% अल्ट्रासोनिक परीक्षण (यूटी) से गुजरता है, जो चुंबकीय कण परीक्षण (एमटी) और सतह-ब्रेकिंग डिसकंटीनिटी पर डाई पेनेट्रेंट परीक्षण (पीटी) द्वारा पूरक होता है। गतिशील भार के तहत आयामी स्थिरता की आवश्यकता वाली असेंबली के लिए, एएसएमई बीपीवी कोड धारा VIII के अनुसार तनाव-राहत गर्मी उपचार लागू किया जाता है, प्रति 25 मिमी मोटाई के लिए एक घंटे के लिए 595 डिग्री सेल्सियस ± 15 डिग्री सेल्सियस पर तापमान रखा जाता है, इसके बाद अवशिष्ट तनाव को कम करने के लिए नियंत्रित शीतलन किया जाता है।
निर्माण प्रक्रिया महत्वपूर्ण बोरों पर ±0.05 मिमी और 1-मीटर स्पैन में समतलता पर ±0.1 मिमी की सहनशीलता प्राप्त करने के लिए बढ़ते सतहों और असर वाले आवासों की सटीक मशीनिंग को एकीकृत करती है। यह ±0.02 मिमी प्रति मीटर की स्थिति सटीकता के साथ 5-अक्ष सीएनसी बोरिंग मिलों और गैन्ट्री-प्रकार मिलिंग मशीनों का उपयोग करके पूरा किया जाता है। ड्रैगलाइन, उत्खनन और ढोने वाले ट्रकों का समर्थन करने वाले खनन उपकरण फ्रेम के लिए, इंटरफ़ेस सतहों को बोल्ट होल पैटर्न, डॉवेल पिन स्थानों और रा 3.2 माइक्रोन या बेहतर की सतह खत्म आवश्यकताओं के लिए OEM विनिर्देशों को पूरा करने के लिए मशीनीकृत किया जाता है। एकल-टुकड़ा वजन क्षमता 60 टन तक पहुंचती है, जो मध्यवर्ती स्प्लिसेस के बिना पूर्ण अंडरकैरिज फ्रेम, बूम सेक्शन और चेसिस असेंबली के निर्माण को सक्षम बनाती है। प्रत्येक फ्रेम को ±0.03 मिमी की वॉल्यूमेट्रिक सटीकता के साथ लेजर ट्रैकर्स का उपयोग करके आयामी रिपोर्ट के अनुसार सत्यापित किया जाता है, जिससे साइट पर मौजूदा उपकरणों के साथ विनिमेयता सुनिश्चित होती है।
मिल प्रमाणपत्र से लेकर अंतिम असेंबली तक सामग्री का पता लगाने की क्षमता बनाए रखी जाती है, जिसमें प्रत्येक स्टील प्लेट की पहचान हीट नंबर और ग्रेड प्रति ईएन 10204 प्रकार 3.1 प्रमाणीकरण द्वारा की जाती है। हार्डॉक्स 400 और 500 ग्रेड के लिए, एसएसएबी के अनुशंसित वेल्डिंग मापदंडों का पालन किया जाता है, जिसमें मोटाई के आधार पर 100 डिग्री सेल्सियस से 200 डिग्री सेल्सियस का प्रीहीट तापमान और हाइड्रोजन-प्रेरित क्रैकिंग से बचने के लिए 250 डिग्री सेल्सियस की इंटरपास तापमान सीमा शामिल है। बेस मेटल की ताकत से मेल खाने के लिए वेल्डिंग उपभोग्य सामग्रियों का चयन किया जाता है: S355 के लिए ER70S-6, S460 के लिए ER100S-G, और S690 के लिए ER120S-G, सभी AWS A4.3 प्रति 5 एमएल/100 ग्राम से नीचे फैलने योग्य हाइड्रोजन सामग्री के साथ। 350 एचवी10 से नीचे कठोरता मान प्राप्त करने और आर्कटिक क्षेत्रों में खनन कार्यों के लिए महत्वपूर्ण -40 डिग्री सेल्सियस से नीचे के तापमान पर फ्रैक्चर क्रूरता सुनिश्चित करने के लिए 50 मिमी से अधिक मोटाई वाले एस690क्यूएल फ्रेम के लिए पोस्ट-वेल्ड हीट ट्रीटमेंट अनिवार्य है। गुणवत्ता प्रबंधन प्रणाली पूर्ण वेल्डिंग गुणवत्ता के लिए ISO 3834-2, निष्पादन वर्ग के लिए एन 1090-2 EXC3 और संरचनात्मक स्टील के लिए AWS D1.1 से प्रमाणित है।
Leading Top Union में निर्मित खनन उपकरण फ्रेम दुनिया भर में खुले गड्ढे और भूमिगत खदानों में काम करने वाली भारी मशीनरी के लिए संरचनात्मक रीढ़ के रूप में काम करते हैं। सतही खनन में, फ्रेम का उपयोग 120 क्यूबिक मीटर तक की बाल्टी क्षमता वाले इलेक्ट्रिक रस्सी फावड़ियों में किया जाता है, जहां मुख्य डेक फ्रेम को खुदाई चक्र के दौरान 2,000 मीट्रिक टन से अधिक गतिशील भार का समर्थन करना चाहिए। ये फ़्रेम आमतौर पर S690QL स्टील से बूम फ़ुट क्षेत्रों में 100 मिमी से 200 मिमी की प्लेट मोटाई के साथ निर्मित होते हैं, पूर्ण-प्रवेश जोड़ों के साथ वेल्डेड होते हैं और ASTM E2491 के अनुसार चरणबद्ध सरणी अल्ट्रासोनिक परीक्षण (PAUT) द्वारा निरीक्षण किया जाता है। ड्रैगलाइन संचालन के लिए, वॉकिंग मैकेनिज्म फ्रेम और टब संरचनाएं तैयार की जाती हैं जो जमीन-असर वाली सतहों पर 5,000 टन स्थिर भार वितरित करती हैं, जिसके लिए रोटेशन के दौरान बंधन को रोकने के लिए 10-मीटर व्यास पर ±1 मिमी की समतलता सहनशीलता की आवश्यकता होती है। वेल्डिंग-प्रेरित विकृति को खत्म करने और निरंतर संचालन के तहत 20 साल से अधिक की सेवा जीवन सुनिश्चित करने के लिए सभी ड्रैगलाइन टब फ़्रेमों पर तनाव-राहत गर्मी उपचार लागू किया जाता है।
भूमिगत खनन अनुप्रयोग लोड-हॉल-डंप (एलएचडी) वाहनों, छत बोल्टर्स और निरंतर खनिकों के लिए कॉम्पैक्ट, उच्च शक्ति वाले फ्रेम की मांग करते हैं। 10 से 25 टन की पेलोड क्षमता वाली एलएचडी इकाइयों के लिए फ्रेम 20 मिमी से 60 मिमी की मोटाई के साथ हार्डॉक्स 400 से निर्मित होते हैं, जो जटिल ज्यामिति के लिए वेल्डेबिलिटी बनाए रखते हुए चट्टान के प्रभाव के खिलाफ घर्षण प्रतिरोध प्रदान करते हैं। आर्टिक्यूलेशन जोड़ों और धुरी बिंदुओं को ±0.05 मिमी की सहनशीलता के लिए मशीनीकृत किया जाता है और पूर्ण भार पर 500,000 चक्रों के लिए रेटेड कांस्य झाड़ियों या गोलाकार बीयरिंगों से सुसज्जित किया जाता है। छत के बोल्टर फ्रेम के लिए, इंटीग्रल हाइड्रोलिक टैंक माउंट और ड्रिल गाइड रेल को ±0.1 मिमी संरेखण के लिए मशीनीकृत किया जाता है, जिससे 6-मीटर लंबाई में 2 मिमी के भीतर बोल्ट पैटर्न सटीकता सुनिश्चित होती है। ये फ़्रेम ASTM E709 के अनुसार सभी फ़िलेट वेल्ड पर 100% MT निरीक्षण से गुजरते हैं और हाइड्रोलिक सर्किट के लिए 350 बार के 1.5 गुना कार्यशील दबाव पर दबाव-परीक्षण किया जाता है। अनुभव में सैंडविक, एटलस कोप्को और कैटरपिलर भूमिगत उपकरण के लिए फ्रेम शामिल हैं, जिसमें ASME VIII Div के अनुसार परिमित तत्व विश्लेषण (FEA) द्वारा मान्य डिज़ाइन शामिल हैं। 2 लोचदार तनाव सीमाएँ।
पारंपरिक खनन से परे, फ्रेम खनिज प्रसंस्करण और सामग्री प्रबंधन में विशेष उपकरणों का समर्थन करते हैं। 5,000 से 12,000 मीट्रिक टन प्रति घंटे की थ्रूपुट क्षमता वाले अर्ध-मोबाइल क्रशिंग प्लांटों के लिए, 150 मिमी तक की मोटाई के साथ S460ML स्टील से सपोर्ट फ्रेम बनाए जाते हैं, जो जाइरेटरी क्रशर और वाइब्रेटिंग फीडर से प्रभाव भार को अवशोषित करने के लिए डिज़ाइन किए गए हैं। इन फ़्रेमों में 3-मीटर स्पैन पर ±0.2 मिमी की समतलता के साथ क्रशर बेस के लिए मशीनीकृत माउंटिंग पैड शामिल होते हैं, जो सनकी शाफ्ट और बीयरिंग के उचित संरेखण को सुनिश्चित करते हैं। 20 किलोमीटर तक की दूरी तक फैले ओवरलैंड कन्वेयर सिस्टम के लिए, हेड और टेल पुली फ्रेम को एच7 सहनशीलता के लिए मशीनीकृत शाफ्ट बोर के साथ तैयार किया जाता है और आईएसओ 286 के अनुसार हाउसिंग फिट बैठता है। प्रत्येक फ्रेम को ईएन 1090-2 प्रति उच्च शक्ति घर्षण-पकड़ बोल्ट के साथ बोल्ट फील्ड असेंबली के लिए डिज़ाइन किया गया है, जो कैलिब्रेटेड टॉर्क रिंच का उपयोग करके 70% प्रूफ लोड पर प्रीलोड किया गया है। फ़्रेम का उपयोग खदान डीवाटरिंग पंप स्टेशनों में भी किया जाता है, जहां S355J2 स्टील संरचनाएं 3,000 किलोवाट तक की मोटर रेटिंग के साथ ऊर्ध्वाधर टरबाइन पंपों का समर्थन करती हैं, जिसके लिए आईएसओ 10816-3 के अनुसार 4.5 मिमी/सेकेंड आरएमएस से कम कंपन सीमा की आवश्यकता होती है।
आईएसओ 3834-2 प्रमाणन यह सुनिश्चित करता है कि प्रत्येक खनन उपकरण फ्रेम एक व्यापक वेल्डिंग गुणवत्ता प्रणाली के तहत तैयार किया गया है जिसमें प्रक्रिया योग्यता, वेल्डर प्रमाणीकरण और निरीक्षण प्रोटोकॉल शामिल हैं। वेल्डिंग प्रक्रियाएं संरचनात्मक स्टील के लिए AWS D1.1 और दबाव युक्त घटकों के लिए ASME धारा IX के लिए योग्य हैं, S355 से हार्डॉक्स 500 तक सभी स्टील ग्रेड के लिए PQR का समर्थन करने के साथ। कोमात्सु PC8000 और Liebherr R 9800 उत्खनन में उपयोग किए जाने वाले महत्वपूर्ण फ्रेम के लिए, पूर्व-योग्य संयुक्त डिजाइन 30 ° से 45 ° के खांचे कोण, 3 मिमी से 6 के रूट उद्घाटन के साथ बनाए रखा जाता है। पूर्ण प्रवेश प्राप्त करने के लिए आवश्यकतानुसार मिमी, और बैकिंग बार। प्रत्येक वेल्डर को असीमित मोटाई और स्थिति के लिए AWS D1.1 तालिका 4.2 से प्रमाणित किया जाता है, जिसमें बेंड परीक्षण और रेडियोग्राफिक परीक्षा सहित वार्षिक पुन: प्रमाणीकरण शामिल है। एनडीटी तकनीशियन यूटी, एमटी और पीटी में एएसएनटी स्तर II और III प्रमाणन रखते हैं, जिसमें एएसटीएम ई164 संदर्भ ब्लॉकों पर कैलिब्रेटेड 2.25 मेगाहर्ट्ज ट्रांसड्यूसर का उपयोग करके सभी पूर्ण-संयुक्त-प्रवेश (सीजेपी) वेल्ड पर 100% यूटी प्रदर्शन किया जाता है।
सूज़ौ में विनिर्माण सुविधा प्रति सप्ताह 200 मीट्रिक टन से अधिक फैब्रिकेटेड फ्रेम का उत्पादन करने की क्षमता के साथ तीन शिफ्ट संचालित करती है, जो 10 से 100 टन की क्षमता वाले 15 ओवरहेड क्रेन द्वारा समर्थित है। 60 टन से अधिक के फ्रेम के लिए, मल्टी-क्रेन लिफ्टों को रेटेड क्षमता के ±2% तक सटीक लोड कोशिकाओं के साथ सिंक्रनाइज़ होइस्ट का उपयोग करके समन्वित किया जाता है। मशीनिंग क्षमताओं में 160 मिमी स्पिंडल व्यास के साथ 6-मीटर गुणा 3-मीटर सीएनसी बोरिंग मिल शामिल है, जो ±0.01 मिमी की स्थिति सटीकता और ±0.005 मिमी की पुनरावृत्ति प्राप्त करती है। माउंटिंग चेहरों की सतह की ग्राइंडिंग 2-मीटर x 1-मीटर चुंबकीय चक ग्राइंडर पर की जाती है, जिसमें समतलता 0.02 मिमी प्रति मीटर होती है। सभी मशीनी सतहों को MIL-PRF-16173 ग्रेड 2 के अनुरूप जंग-निवारक तेल से संरक्षित किया जाता है, और महत्वपूर्ण बोरों को शिपमेंट के लिए प्लास्टिक कैप के साथ फिट किया जाता है। प्रति फ्रेम 200 माप बिंदुओं तक सीएमएम डेटा के साथ पूर्ण आयामी निरीक्षण रिपोर्ट प्रदान की जाती है, जो एनआईएसटी मानकों के अनुरूप होती है।
चिली, ऑस्ट्रेलिया और इंडोनेशिया में संचालित खनन उपकरणों के लिए फ्रेम विनिर्देशों पर कैटरपिलर, कोमात्सु और लिबहर के साथ सीधा सहयोग स्थापित किया गया है। इलेक्ट्रिक रस्सी फावड़ा कार्बोडीज़ के लिए 500 से अधिक फ्रेम तैयार किए गए हैं, प्रत्येक का वजन 45 से 55 टन है, जिसमें वेल्ड संयुक्त क्षमता एडब्ल्यूएस डी1.1 के अनुसार 95% से अधिक है। इन परियोजनाओं के लिए, 1.6 मिमी व्यास वाले तार के साथ FCAW का उपयोग करके अनुदैर्ध्य सीमों के लिए रोबोटिक वेल्डिंग लागू की गई, जिससे प्रति घंटे 8 किलोग्राम की जमाव दर और 400 मिमी प्रति मिनट की यात्रा गति प्राप्त हुई। तनाव-राहत ताप उपचार 8 मीटर गुणा 4 मीटर गुणा 3 मीटर मापने वाली गैस-चालित भट्टी में किया जाता है, जिसमें पूरे कक्ष में ±10°C की तापमान एकरूपता और 50°C प्रति घंटे की प्रोग्रामयोग्य रैंप दर होती है। गुणवत्ता रिकॉर्ड खनन फ़्रेमों पर 98.5% की प्रथम-पास उपज दर दिखाते हैं, जिसमें मामूली कॉस्मेटिक दोषों तक ही सीमित है। वेल्ड विफलता और आयामी विचलन के खिलाफ 24 महीने की वारंटी की पेशकश की जाती है, जो प्रति घटना 10 मिलियन अमरीकी डालर तक के देयता बीमा द्वारा समर्थित है। 48 घंटों के भीतर फ़्रेम डिज़ाइन समीक्षा और कोटेशन के लिए sales@leadingtopunion.com पर इंजीनियरिंग टीम से संपर्क करें।
| क्षमता | विशिष्टता |
|---|---|
| मैक्स सिंगल पीस | 60 टन |
| प्लेट की मोटाई | 10 - 200मिमी |
| स्टील ग्रेड | S355 / S460 / S690 / हार्डॉक्स 400/500 |
| वेल्डिंग | AWS D1.1 के अनुसार FCAW, SAW, GMAW |
| एनडीटी | सभी महत्वपूर्ण वेल्डों पर यूटी, एमटी, पीटी |
| मशीनिंग | बढ़ते चेहरों की सीएनसी बोरिंग/मिलिंग |

हमें अपनी आवश्यकताएं भेजें और हम मूल्य निर्धारण और लीड समय के साथ 24 घंटों के भीतर जवाब देंगे।