उत्पाद अवलोकन
सीएनसी बोरिंग और मिलिंग सेवाओं को अत्यधिक आयामी स्थिरता और दोहराव की आवश्यकता वाले भारी औद्योगिक घटकों के लिए इंजीनियर किया जाता है। क्षैतिज बोरिंग मिलों में 200 मिमी स्पिंडल व्यास होता है, जो कठोर स्टील और कच्चा लोहा वर्कपीस में बाधित कटौती के लिए आवश्यक कठोरता प्रदान करता है। यह स्पिंडल कॉन्फ़िगरेशन, 2000 × 2500 मिमी रोटरी टेबल पर 30,000 किलोग्राम अधिकतम वर्कपीस क्षमता के साथ मिलकर, बड़े वाल्व बॉडी, टरबाइन केसिंग और गियरबॉक्स की एकल-सेटअप मशीनिंग को सक्षम बनाता है। 8000 / 3000 / 2000 मिमी की X/Y/Z यात्रा फेस मिलिंग संचालन के लिए 4m × 8m तक के घटकों को समायोजित करती है, जबकि एकीकृत रोटरी टेबल बिना किसी स्थान परिवर्तन के 4-तरफा मशीनिंग की अनुमति देती है, जिससे पारंपरिक तरीकों की तुलना में चक्र समय 40% तक कम हो जाता है।
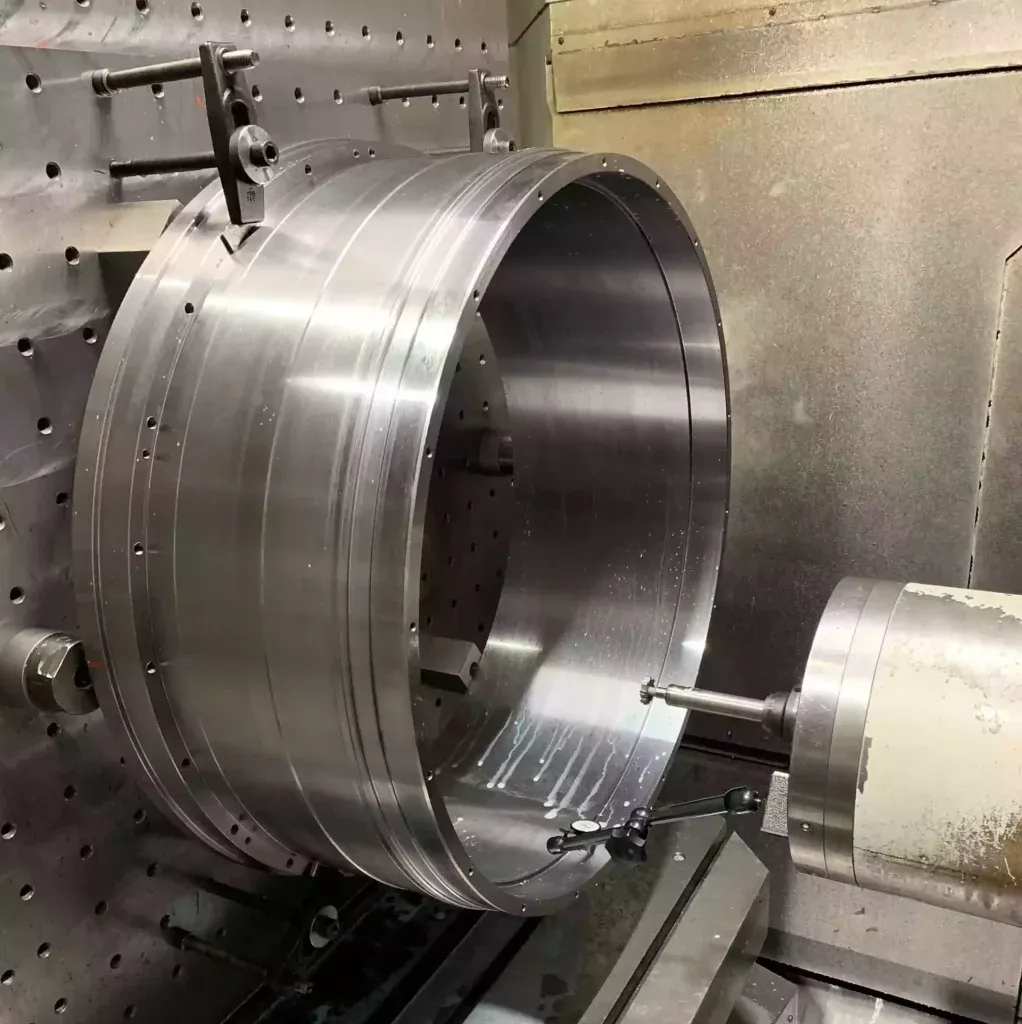
परिशुद्धता बोरिंग क्षमताएं H7 सहिष्णुता (±0.015 मिमी) के साथ 1,000 मिमी व्यास के छेद तक फैली हुई हैं, जो तेल और गैस उपकरण में हाइड्रोलिक सिलेंडर बोर और असर आवास के लिए महत्वपूर्ण है। मशीनें बहु-कोण मशीनिंग के लिए कोणीय हेड अटैचमेंट का उपयोग करती हैं, जो अपतटीय पवन टरबाइन पिच यॉ रिंग जैसे जटिल घटकों पर मिश्रित कोण सुविधाओं को सक्षम करती हैं। थर्मल क्षतिपूर्ति प्रणालियाँ 8-घंटे की शिफ्ट में सटीकता बनाए रखती हैं, जिसमें स्पिंडल वृद्धि की निगरानी 0.002 मिमी के भीतर की जाती है। Ra 1.6µm से नीचे सतह फिनिश की आवश्यकता वाले अनुप्रयोगों के लिए, 4m × 8m सतहों पर हमारे फेस मिलिंग ऑपरेशन लेजर इंटरफेरोमेट्री द्वारा सत्यापित 0.05 मिमी प्रति मीटर के भीतर समतलता प्राप्त करते हैं। सटीकता का यह स्तर बड़े घूमने वाले उपकरणों के लिए ASME B89.1.12M संरेखण मानकों का समर्थन करता है।
बोरिंग मिलें हेइडेनहैन iTNC 530 नियंत्रणों से सुसज्जित हैं, जो जटिल ज्यामिति के पेचदार बोरिंग और समोच्च मिलिंग के लिए 5-अक्ष प्रक्षेप प्रदान करती हैं। 60-स्थिति पत्रिकाओं वाले टूल परिवर्तक बोरिंग बार, फेस मिल और ड्रिलिंग टूल के बीच स्वचालित स्विचिंग का समर्थन करते हैं, जिससे गैर-काटने का समय कम हो जाता है। 2,000 मिमी गहराई तक गहरे छेद के लिए, हम कंपन-डैम्पनिंग तकनीक के साथ कस्टम बोरिंग बार का उपयोग करते हैं, जिससे प्रति मीटर 0.02 मिमी के भीतर सीधापन प्राप्त होता है। यह क्षमता 350 बार तक के दबाव पर चलने वाले खनन उपकरणों में उपयोग किए जाने वाले हाइड्रोलिक सिलेंडरों के निर्माण के लिए आवश्यक है। सभी मशीनें रेनिशॉ बॉलबार परीक्षण का उपयोग करके साप्ताहिक अंशांकन से गुजरती हैं, जिससे पूरे कार्य लिफाफे में 0.01 मिमी के भीतर वॉल्यूमेट्रिक सटीकता सुनिश्चित होती है।
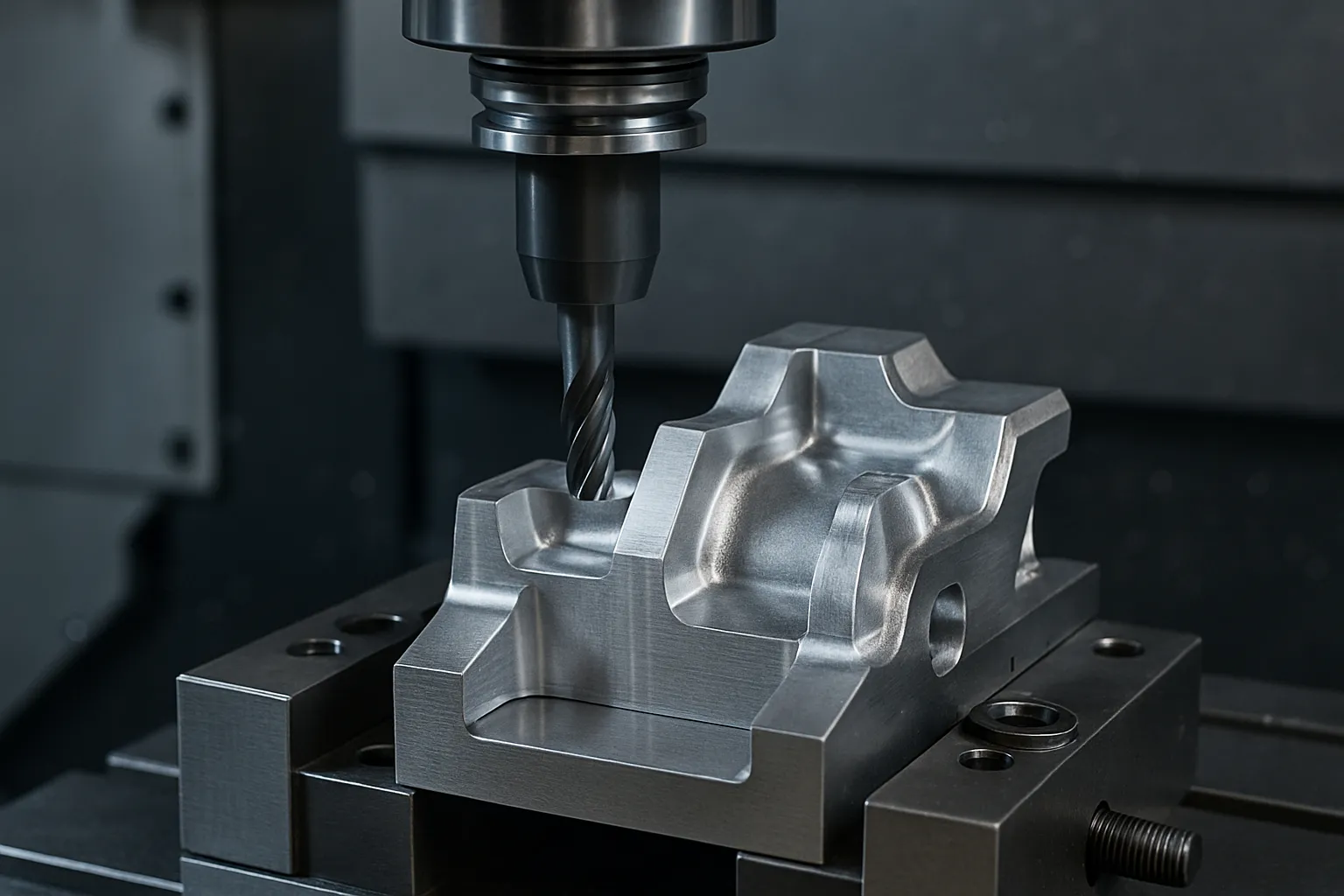
एक मुख्य विभेदक मशीन की भारी रफिंग पास के दौरान कड़ी सहनशीलता बनाए रखने की क्षमता है। 200 मिमी स्पिंडल 1,200 आरपीएम पर 4,500 एनएम का टॉर्क आउटपुट देता है, जिससे जीजीजी-70 डक्टाइल आयरन में सामग्री हटाने की दर 500 सेमी³/मिनट तक हो जाती है। कंप्रेसर हाउसिंग के उच्च मात्रा में उत्पादन के लिए यह प्रदर्शन महत्वपूर्ण है जहां चक्र समय में 20% की कटौती सामान्य है। इसके अतिरिक्त, रोटरी टेबल की ±2 आर्क-सेकंड की अनुक्रमण सटीकता मल्टी-फेस मशीनिंग के लिए दोहराए जाने योग्य स्थिति सुनिश्चित करती है, जो मैन्युअल सेटअप परिवर्तनों से उत्पन्न होने वाली संचयी त्रुटियों को समाप्त करती है। एल्यूमीनियम गियरबॉक्स जैसे पतली दीवार वाले घटकों से जुड़े अनुप्रयोगों के लिए, मशीन का अनुकूली फ़ीड नियंत्रण स्पिंडल लोड के आधार पर वास्तविक समय में पैरामीटर समायोजित करता है, बकवास को रोकता है और रा 0.4μm के भीतर सतह खत्म बनाए रखता है।
अनुप्रयोग एवं उद्योग
तेल और गैस क्षेत्र में, सीएनसी बोरिंग और मिलिंग सेवाएं एपीआई 6ए और 17डी अनुरूप घटकों जैसे ब्लोआउट प्रिवेंटर बॉडी, क्रिसमस ट्री वाल्व और सबसी मैनिफोल्ड ब्लॉक का उत्पादन करती हैं। इन भागों को सील अनुकूलता के लिए H7 सहनशीलता और Ra 0.8μm की सतह फिनिश के साथ 300 मिमी से 800 मिमी व्यास वाले बोरिंग की आवश्यकता होती है। 30,000 किलोग्राम की क्षमता 25 टन तक वजन वाले सिंगल-पीस वाल्व बॉडी की मशीनिंग की अनुमति देती है, जिससे वेल्ड सीम खत्म हो जाते हैं जो 15,000 पीएसआई ऑपरेटिंग दबाव के तहत विफलता बिंदु बन सकते हैं। शेल प्रील्यूड एफएलएनजी और शेवरॉन गोर्गन परियोजनाओं के लिए घटकों को वितरित किया गया है, जो खट्टा सेवा वातावरण के लिए एनएसीई एमआर0175 आवश्यकताओं को पूरा करते हैं।
अपतटीय पवन ऊर्जा के लिए, संक्रमण टुकड़ों और टॉवर फ्लैंग्स को गतिशील लोडिंग के तहत उचित बोल्ट संरेखण सुनिश्चित करने के लिए 0.1 मिमी के भीतर समतलता के साथ 4 मीटर × 8 मीटर सतहों पर फेस मिलिंग की आवश्यकता होती है। रोटरी टेबल 8MW टर्बाइनों के लिए यॉ बियरिंग हाउसिंग की 4-तरफा मशीनिंग को सक्षम बनाती है, जहां 1,000 मिमी व्यास वाले बोरों को 30 साल की सेवा जीवन के लिए H7 सहनशीलता बनाए रखनी होगी। कोणीय हेड अटैचमेंट DNV-GL-ST-0126 मानकों के अनुसार मोनोपाइल फ्लैंग्स पर 45-डिग्री बेवल का उत्पादन करते हैं, वेल्ड प्रीप्स को ±0.5 मिमी सटीकता के साथ मशीनीकृत किया जाता है। हाल की परियोजनाओं में ऑर्स्टेड हॉर्नसी थ्री और वेटनफॉल हॉलैंड्स कस्ट ज़ुइड के घटक शामिल हैं, जहां 500+ फ़्लैंज सेट के लिए 99.8% समय पर डिलीवरी हासिल की गई थी। इन घटकों की थर्मल स्थिरता को परिमित तत्व विश्लेषण के माध्यम से सत्यापित किया जाता है, जिसमें टरबाइन इंटरफेस के लिए पूर्ण भार के तहत अधिकतम विक्षेपण 0.02 मिमी तक सीमित होता है।
खनन और बिजली उत्पादन में, मिल हेड, क्रशर फ्रेम और टरबाइन केसिंग को 20 टन से अधिक की कास्टिंग से मशीनीकृत किया जाता है। 200 मिमी स्पिंडल बोल्ट होल पैटर्न के लिए ±0.01 मिमी की स्थिति सटीकता बनाए रखते हुए नी-हार्ड स्टील लाइनर्स (500 एचबी) पर रफिंग पास के लिए आवश्यक टॉर्क प्रदान करता है। भाप टरबाइन आवरणों के लिए, आईएसओ 1940-1 जी2.5 संतुलन विनिर्देशों को पूरा करते हुए, 2,000 मिमी की दूरी पर स्थित 600 मिमी व्यास वाले बोरों के बीच 0.03 मिमी के भीतर सांद्रता प्राप्त की जाती है। जीई 7एफए गैस टरबाइन और मेट्सो एचपी800 कोन क्रशर के लिए घटकों का उत्पादन किया गया है, जिसमें अनुकूलित टूल पथ और टीआईएलएएन कोटिंग्स के साथ कार्बाइड आवेषण का उपयोग करके उच्च-फीड मिलिंग रणनीतियों के माध्यम से मशीनिंग समय 25% कम हो गया है। हाल के आंकड़ों से पता चलता है कि ये रणनीतियाँ पारंपरिक तरीकों की तुलना में उपकरण जीवन को 40% तक बढ़ाती हैं, उच्च मात्रा में चलाने के लिए प्रति-भाग लागत को 15% तक कम करती हैं।
पेट्रोकेमिकल और जहाज निर्माण अनुप्रयोगों को बड़े हीट एक्सचेंजर ट्यूब शीट और पतवार हॉर्न को मशीन करने की क्षमता से लाभ होता है। 3,000 मिमी व्यास तक की ट्यूब शीट में ±0.05 मिमी पिच सटीकता के साथ 2,000+ छेद की ड्रिलिंग की आवश्यकता होती है, जो रोटरी टेबल इंडेक्सिंग और हेडेनहिन नियंत्रण के पैटर्न रिपीट फ़ंक्शन के माध्यम से प्राप्त की जाती है। जहाज निर्माण के लिए, 800 मिमी व्यास तक के स्टर्न फ्रेम बोर को एच7 सहिष्णुता के साथ मशीनीकृत किया जाता है, जो 300,000 डीडब्ल्यूटी तक के जहाजों पर प्रोपेलर शाफ्ट संरेखण के लिए महत्वपूर्ण है। इन घटकों का उत्पादन लॉयड के रजिस्टर और डीएनवी-जीएल नियमों के अनुसार किया जाता है, प्रत्येक भाग के लिए पूर्ण सामग्री ट्रैसेबिलिटी और आयामी रिपोर्ट प्रदान की जाती है। आईएसओ 3834-2 प्रमाणन यह सुनिश्चित करता है कि वेल्ड को विशिष्टताओं के अनुसार मशीनीकृत किया गया है, जिसमें दबाव पोत घटकों के लिए ताप उपचार रिकॉर्ड उपलब्ध हैं। कोरियाई शिपयार्ड के लिए हाल ही में एक परियोजना में, 12 पतवार हार्न 100% प्रथम-पास उपज के साथ पूरे किए गए, प्री-मशीनिंग सिमुलेशन के लिए धन्यवाद जिसने सेटअप त्रुटियों को 30% तक कम कर दिया।
सीएनसी बोरिंग और मिलिंग सेवाओं के लिए अग्रणी शीर्ष यूनियन क्यों चुनें
सूज़ौ में सुविधा ISO 3834-2, एन 1090-2 EXC3 और AWS D1.1 प्रमाणपत्रों के तहत संचालित होती है, जो यह सुनिश्चित करती है कि सभी मशीनिंग प्रक्रियाएं संरचनात्मक और दबाव युक्त घटकों के लिए अंतरराष्ट्रीय गुणवत्ता मानकों को पूरा करती हैं। 200 मिमी स्पिंडल क्षैतिज बोरिंग मिलों और 30,000 किलोग्राम क्षमता का संयोजन बड़े वेल्डमेंट और कास्टिंग के एकल-स्रोत उत्पादन को सक्षम बनाता है, जिससे कई उपठेकेदारों की आवश्यकता समाप्त हो जाती है। सीएमएम और लेजर ट्रैकर्स का उपयोग करके पूर्ण आयामी निरीक्षण रिपोर्ट प्रदान की जाती है, जिसमें एनआईएसटी मानकों के अनुसार डेटा का पता लगाया जा सकता है। जटिल परियोजनाओं का प्रबंधन करने वाली ईपीसी फर्मों के लिए, यह आपूर्ति श्रृंखला जोखिम को कम करता है और तेल और गैस, अपतटीय पवन और खनन अनुप्रयोगों के लिए ग्राहक विनिर्देशों का अनुपालन सुनिश्चित करता है।
एकीकृत सेवाओं में सामग्री सोर्सिंग, ताप उपचार और गैर-विनाशकारी परीक्षण (यूटी, एमटी, पीटी प्रति एएसएमई अनुभाग वी) शामिल हैं, सभी एक ही परियोजना प्रबंधक के माध्यम से समन्वित हैं। इंजीनियर उद्धरण चरण के दौरान डीएफएम फीडबैक प्रदान करते हैं, उत्पादन शुरू होने से पहले संभावित सहनशीलता स्टैक-अप की पहचान करते हैं या चुनौतियों का समाधान करते हैं। उदाहरण के लिए, 12-टन वाल्व बॉडी को हाल ही में रोटरी टेबल का उपयोग करके दो सेटअपों को एक में जोड़कर मशीनिंग समय को 30% तक कम करने के लिए फिर से डिजाइन किया गया था। इस दृष्टिकोण के परिणामस्वरूप एक प्रमुख पेट्रोकेमिकल ग्राहक के लिए प्रति यूनिट 18,000 डॉलर की लागत बचत हुई। सालाना 500 से अधिक परियोजनाओं के लिए 98% समय पर डिलीवरी दर बनाए रखी जाती है, जिसमें कस्टम बोरिंग और मिलिंग कार्य के लिए 4-8 सप्ताह का सामान्य लीड समय होता है। पिछले 200 परियोजनाओं के सांख्यिकीय विश्लेषण से पता चलता है कि 95% उद्धृत चक्र समय के 5% के भीतर पूरे हो गए थे, जो प्रक्रिया विश्वसनीयता को प्रदर्शित करता है।
गुणवत्ता प्रबंधन प्रणाली में एयरोस्पेस-ग्रेड घटकों के लिए AS9102 प्रति प्रथम-अनुच्छेद निरीक्षण शामिल है, जिसमें महत्वपूर्ण आयामों के लिए क्षमता अध्ययन (सीपीके> 1.33) प्रदान किया गया है। उच्च मात्रा में उत्पादन चलाने के लिए, स्पिंडल लोड और थर्मल वृद्धि की वास्तविक समय की निगरानी के साथ सांख्यिकीय प्रक्रिया नियंत्रण लागू किया जाता है। बोरिंग मिलें इन-प्रोसेस माप के लिए रेनिशॉ प्रोबिंग से सुसज्जित हैं, जिससे लंबे समय तक उत्पादन चलने पर उपकरण पहनने के लिए स्वचालित मुआवजा मिलता है। सीमेंस गेम्सा पवन टर्बाइनों के लिए 10,000 से अधिक घटकों को सफलतापूर्वक वितरित किया गया है, अंतिम निरीक्षण पर 100% स्वीकृति दर बनाए रखी गई है। अपने चित्रों की तकनीकी समीक्षा और चक्र समय अनुमान और मूल्य निर्धारण के साथ विस्तृत प्रस्ताव के लिए इंजीनियरिंग टीम से संपर्क करें। अत्यावश्यक परियोजनाओं के लिए, क्षमता मूल्यांकन के अधीन, योग्य ऑर्डर के लिए 2-3 सप्ताह का त्वरित लीड समय उपलब्ध है।