उत्पाद अवलोकन
Leading Top Union में स्टेनलेस स्टील सीएनसी मशीनिंग उन मांग वाले वातावरणों के लिए सटीक घटक प्रदान करती है जहां संक्षारण प्रतिरोध और यांत्रिक शक्ति पर समझौता नहीं किया जा सकता है। सूज़ौ सुविधा 5-अक्ष और मल्टी-टास्किंग सीएनसी लेथ के साथ संचालित होती है जो जटिल ज्यामिति में ±0.02 मिमी तक स्थितीय सहनशीलता रखने में सक्षम है। सभी मानक ऑस्टेनिटिक ग्रेड मशीनीकृत हैं, जिनमें 304, 304एल, 316, 316एल, 321, और 347, डुप्लेक्स ग्रेड 2205, 2507, और एस31803 के साथ-साथ वर्षा-सख्त ग्रेड 17-4पीएच (630) और 15-5पीएच (एक्सएम-12) शामिल हैं।
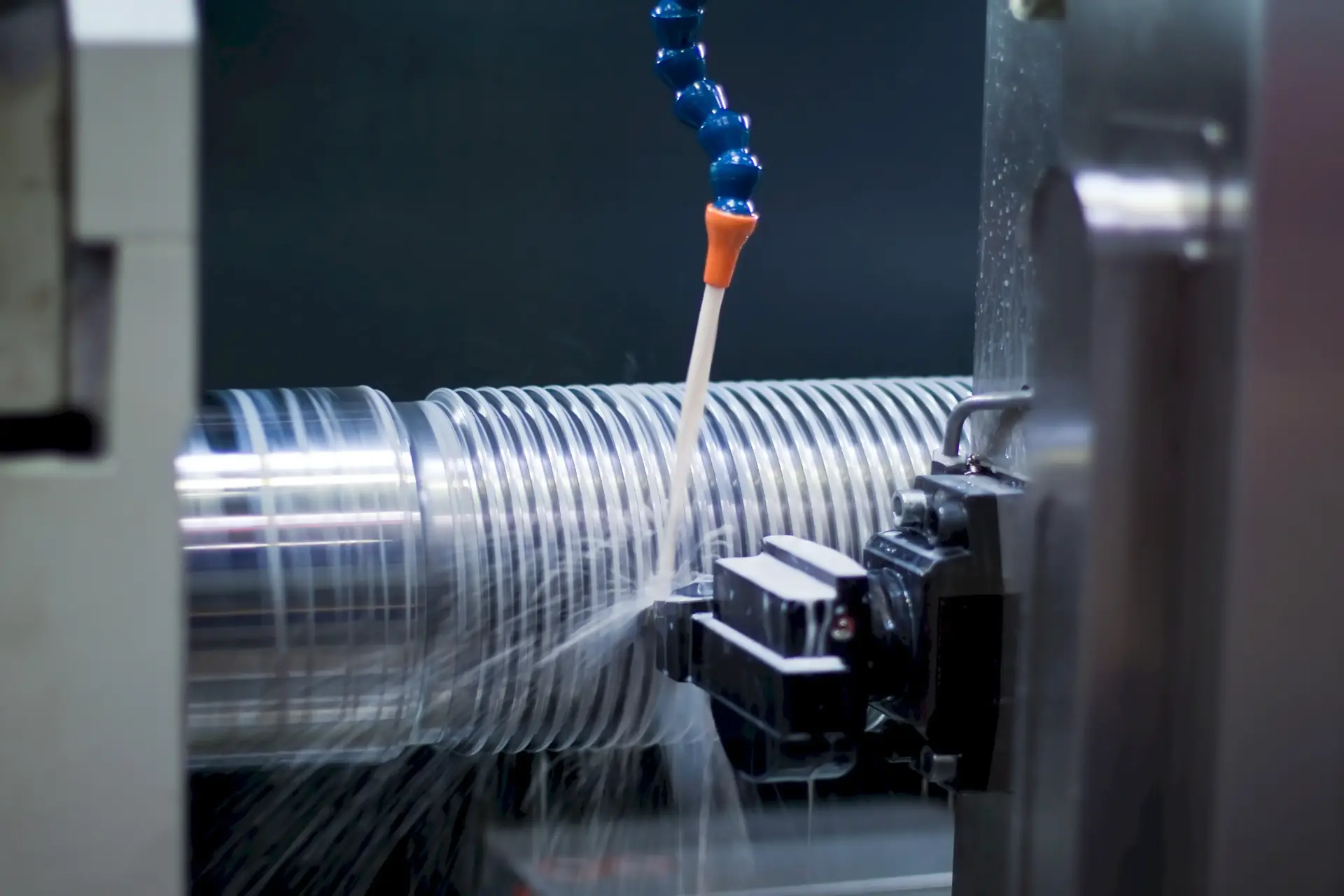
प्रत्येक सामग्री को वर्क हार्डनिंग से बचने के लिए अलग-अलग कटिंग मापदंडों की आवश्यकता होती है, विशेष रूप से 316L और डुप्लेक्स मिश्र धातुओं में जहां अनुकूलित फ़ीड और गति सतह की अखंडता और उपकरण जीवन को बनाए रखने के लिए महत्वपूर्ण हैं। प्रक्रिया इंजीनियरिंग टीम आईएसओ 3685 उपकरण-जीवन परीक्षण मानकों के अनुसार चिप लोड और स्पिंडल गति की गणना करती है, जिससे अत्यधिक गर्मी पैदा किए बिना लगातार सामग्री हटाने की दर सुनिश्चित होती है। गहरी कैविटी मशीनिंग के लिए - वाल्व बॉडी और पंप हाउसिंग में आम - कूलेंट-थ्रू टूलिंग सीधे कटिंग एज पर 20-40 बार दबाव पहुंचाता है, चिप्स को खाली करता है और थर्मल स्थितियों को स्थिर करता है। यह दृष्टिकोण ऑस्टेनिटिक ग्रेड में काम को सख्त होने से रोकता है और 1.5 मिमी मोटाई तक पतली दीवार वाले खंडों में आयामी स्थिरता बनाए रखता है। सतह खत्म करने की क्षमताएं सामान्य औद्योगिक उपयोग के लिए Ra 0.8μm से लेकर खाद्य-ग्रेड अनुप्रयोगों के लिए Ra 0.4μm तक होती हैं, इलेक्ट्रोपॉलिशिंग के साथ फार्मास्युटिकल और सेमीकंडक्टर घटकों के लिए Ra 0.2μm प्राप्त करने के लिए अल्ट्रा-स्मूथ, नॉन-स्टिक सतहों की आवश्यकता होती है।
मशीनिंग के बाद के उपचारों में मुक्त लोहे को हटाने और क्रोमियम ऑक्साइड परत के गठन को बढ़ाने के लिए एएसटीएम ए967 (साइट्रिक एसिड विधि) के अनुसार निष्क्रियता शामिल है, जो क्लोराइड-उजागर वातावरण में 304एल और 316एल घटकों के लिए महत्वपूर्ण है। मशीनिंग और वेल्डिंग दोनों की आवश्यकता वाली असेंबली के लिए, इन कार्यों को आईएसओ 3834-2 प्रमाणित प्रक्रियाओं के तहत एकीकृत किया जाता है, जो एन 1090-2 EXC3 मानकों के अनुसार TIG या MIG वेल्डिंग से पहले मशीनी सतहों पर वेल्ड तैयार करते हैं। यह संयोजन जटिल मैनिफोल्ड्स, हीट एक्सचेंजर्स और दबाव युक्त घटकों के लिए आवश्यक है जहां रिसाव-तंग जोड़ों और सटीक पोर्ट संरेखण की आवश्यकता होती है। गुणवत्ता प्रणाली में आईएसओ 10360-2 ट्रेस करने योग्य अंशांकन के साथ सीएमएम का उपयोग करके महत्वपूर्ण विशेषताओं पर 100% आयामी निरीक्षण शामिल है, जिसमें माप अनिश्चितता प्रति सीएमएम सत्यापन प्रोटोकॉल ±0.001 मिमी से नीचे रखी जाती है। थ्रेड फॉर्म के लिए, एनपीटी के लिए एएसएमई बी1.20.1 और बीएसपीपी के लिए आईएसओ 228/1 के अनुसार पूर्ण गेजिंग एनआईएसटी-ट्रेस करने योग्य मानकों के लिए कैलिब्रेटेड गो/नो-गो प्लग गेज का उपयोग करके किया जाता है, जो हाइड्रोलिक और वायवीय सर्किट में रिसाव-मुक्त सीलिंग सुनिश्चित करता है। इसके अतिरिक्त, दबाव अखंडता की आवश्यकता वाले घटकों के लिए, ASME B16.5 के अनुसार हाइड्रोस्टैटिक परीक्षण डिज़ाइन दबाव के 1.5 गुना पर आयोजित किया जाता है, जिसमें कोई पता लगाने योग्य रिसाव को सत्यापित करने के लिए न्यूनतम 10 मिनट का होल्ड समय होता है।
अनुप्रयोग एवं उद्योग
तेल और गैस अपस्ट्रीम और मिडस्ट्रीम संचालन में, स्टेनलेस स्टील सीएनसी मशीनीकृत घटकों को एनएसीई एमआर0175/आईएसओ 15156 के अनुसार खट्टा सेवा शर्तों का सामना करना होगा। चोक इंसर्ट, वाल्व स्टेम और उपकरण मैनिफोल्ड 316 एल और 17-4पीएच एच1150 से उत्पादित होते हैं, सल्फाइड तनाव क्रैकिंग का प्रतिरोध करने के लिए 28-33 एचआरसी तक नियंत्रित कठोरता के साथ। इन भागों में अक्सर उच्च दबाव प्रवाह पथों में कण फंसने से रोकने के लिए ±0.02 मिमी सहनशीलता और रा 0.4μm की सतह खत्म के साथ आंतरिक बोर होते हैं। 3,000 मीटर से अधिक की गहराई पर काम करने वाले उप-समुद्र वृक्ष घटकों के लिए, डुप्लेक्स 2507 को डीएनवी-जीएल मानकों के अनुसार तैयार किया जाता है, जिसमें दीवार की मोटाई 50 मिमी तक होती है और एपीआई 5 बी के अनुसार थ्रेड फॉर्म के लिए ± 0.005 इंच की पिच व्यास सहनशीलता के साथ पूर्ण थ्रेड गेजिंग की आवश्यकता होती है। वेलहेड उपकरण के लिए, एएसटीएम ए182 प्रति सामग्री ट्रेसेबिलिटी को हीट नंबरों और मिल प्रमाणपत्रों के माध्यम से बनाए रखा जाता है, जिसमें चारपी वी-नॉच प्रभाव परीक्षण -46 डिग्री सेल्सियस प्रति एएसटीएम ए370 पर आर्कटिक सेवा स्थितियों में कठोरता सुनिश्चित की जाती है।
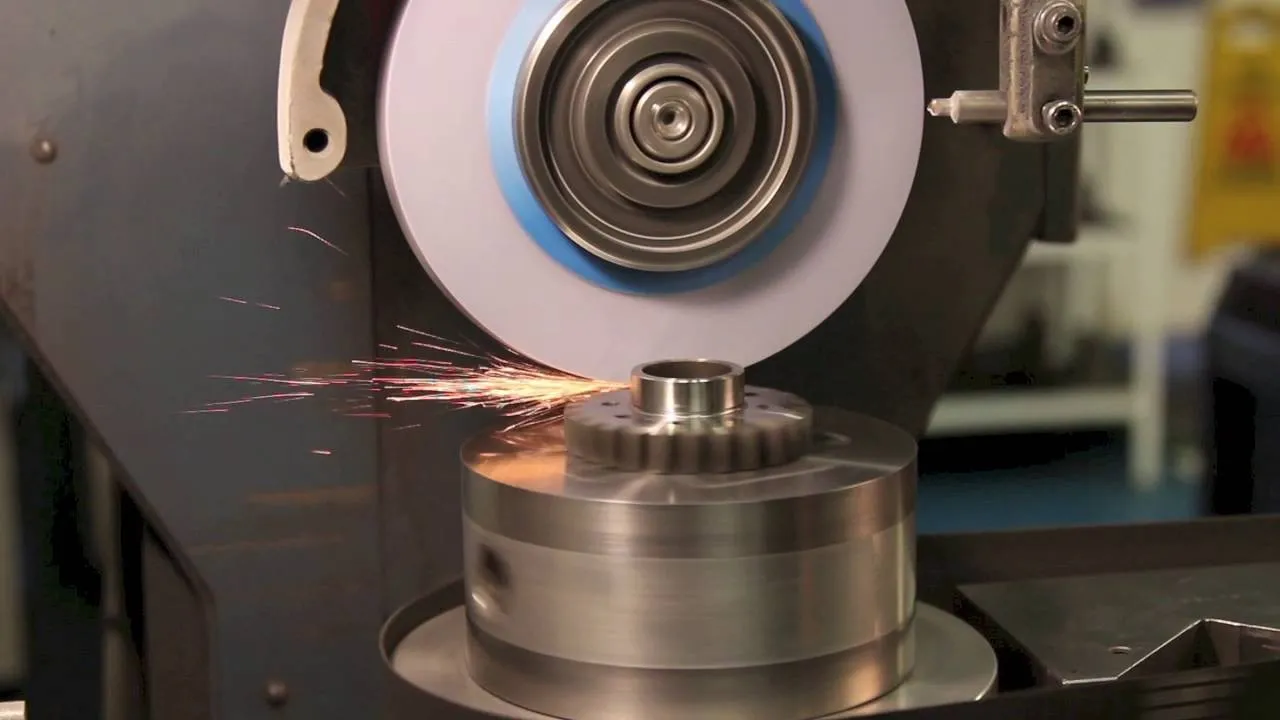
अपतटीय पवन ऊर्जा क्षेत्र हाइड्रोलिक पिच नियंत्रण प्रणालियों और यॉ ड्राइव घटकों के लिए स्टेनलेस स्टील मशीनिंग पर निर्भर करता है। 50 मिमी से 600 मिमी तक के व्यास वाले 316एल और 2205 डुप्लेक्स भागों को मशीनीकृत किया जाता है, जो नमक स्प्रे और चक्रीय लोडिंग के संपर्क में आने वाली घूर्णन असेंबली के लिए 0.05 मिमी के भीतर सांद्रता बनाए रखता है। इन घटकों को अक्सर स्प्लैश-ज़ोन प्रतिष्ठानों में जैव-ईंधन और दरार संक्षारण को कम करने के लिए Ra 0.2μm तक इलेक्ट्रोपॉलिश सतहों की आवश्यकता होती है। 5-अक्ष मिलिंग के साथ सीएनसी टर्निंग को संयोजित करने की क्षमता एकीकृत तेल मार्ग के साथ जटिल ब्लेड पिच एक्चुएटर हाउसिंग के उत्पादन को सक्षम बनाती है, जो 20+ वर्ष की सेवा जीवन के लिए रेटेड नैकेल सिस्टम में असेंबली जटिलता और संभावित रिसाव पथ को कम करती है। गियरबॉक्स घटकों के लिए, प्रति DIN 5480 के स्प्लाइन फॉर्म को 0.02 मिमी की प्रोफ़ाइल सहनशीलता और 30-35 HRC की सतह कठोरता के साथ काटने के दौरान नियंत्रित कार्य कठोरता के माध्यम से मशीनीकृत किया जाता है, जिससे कई अनुप्रयोगों में माध्यमिक गर्मी उपचार की आवश्यकता समाप्त हो जाती है। नमूना लॉट पर आईएसओ 12107 के अनुसार थकान परीक्षण 200 एमपीए के वैकल्पिक झुकने वाले भार के तहत 10^7 चक्र से अधिक की सहनशक्ति सीमा की पुष्टि करता है, जो अपतटीय प्रतिष्ठानों के लिए डिजाइन जीवन को मान्य करता है।
पेट्रोकेमिकल और बिजली उत्पादन अनुप्रयोगों के लिए, 321 और 347 स्थिर ग्रेड को भट्टी घटकों और हीट एक्सचेंजर ट्यूब शीट्स में 800 डिग्री सेल्सियस तक उच्च तापमान सेवा के लिए मशीनीकृत किया जाता है। सीएनसी ड्रिलिंग केंद्र ±0.05 मिमी व्यास सहिष्णुता और 0.1 मिमी केंद्र-से-केंद्र रिक्ति सटीकता के साथ ट्यूब छेद का उत्पादन करते हैं, जो हाइड्रोजन सुधारकों और अपशिष्ट ताप बॉयलरों में ट्यूब-टू-ट्यूबशीट संयुक्त विफलताओं को रोकने के लिए महत्वपूर्ण है। फार्मास्युटिकल और खाद्य प्रसंस्करण में, 316L फिटिंग और वाल्व बॉडी का निर्माण Ra 0.4μm के मशीनीकृत फिनिश के साथ किया जाता है, इसके बाद FDA 21 CFR 177.2600 आवश्यकताओं को पूरा करने के लिए ASTM A967 के अनुसार साइट्रिक एसिड निष्क्रियता का उपयोग किया जाता है। इन भागों में एएसएमई बीपीई मानकों के अनुसार मशीनीकृत त्रि-क्लैंप कनेक्शन शामिल हैं, जिसमें प्रत्येक लॉट पर सतह खुरदरापन प्रोफाइलोमीटर द्वारा सत्यापित होता है। -196 डिग्री सेल्सियस तक क्रायोजेनिक अनुप्रयोगों के लिए, 304L घटकों को प्रभाव क्रूरता बनाए रखने के लिए प्रति एएसटीएम ई112 (एएसटीएम 7 या महीन) नियंत्रित अनाज आकार के साथ मशीनीकृत किया जाता है, और एएसटीएम ई493 प्रति रिसाव परीक्षण 1×10^-9 एमबार·एल/एस की अधिकतम स्वीकार्य रिसाव दर के साथ हीलियम मास स्पेक्ट्रोमेट्री का उपयोग करके किया जाता है। सेमीकंडक्टर निर्माण में, 316L वैक्यूम चैम्बर घटकों को Ra 0.1μm फिनिश के साथ मशीनीकृत किया जाता है और 0.005 मिमी सतह सामग्री को हटाने के लिए इलेक्ट्रोपॉलिश किया जाता है, जिसमें SEMI F27 मानकों के अनुसार सत्यापित कण गणना होती है ताकि यह सुनिश्चित किया जा सके कि 0.1μm प्रति वर्ग सेंटीमीटर से बड़े 10 से कम कण हों।
स्टेनलेस स्टील सीएनसी मशीनिंग के लिए अग्रणी शीर्ष यूनियन क्यों चुनें
Leading Top Union ISO 3834-2 वेल्डिंग प्रमाणन को AWS D1.1 स्ट्रक्चरल वेल्डिंग और एन 1090-2 EXC3 निष्पादन कक्षाओं के साथ जोड़ती है, जो सबसे कड़े यूरोपीय और अमेरिकी मानकों को पूरा करने वाली वेल्डेड असेंबली की डिलीवरी को सक्षम बनाती है। सीएनसी मशीनिंग केंद्र डीएमजी मोरी और माज़क प्लेटफार्मों सहित 40+ मल्टी-एक्सिस मशीनों से सुसज्जित है, जो 20,000 आरपीएम तक स्पिंडल गति के साथ 10 मिमी से 2,000 मिमी लंबाई तक के हिस्सों की क्षमता प्रदान करता है। डुप्लेक्स और पीएच ग्रेड के लिए, उच्च तापमान वाले मिश्र धातुओं के लिए लेपित कार्बाइड आवेषण के साथ समर्पित टूलींग लाइब्रेरी बनाए रखी जाती है, जो महत्वपूर्ण विशेषताओं पर ±0.02 मिमी सहनशीलता बनाए रखते हुए सामान्य प्रयोजन टूलींग की तुलना में चक्र समय को 15-25% कम करती है। आईएसओ 8688-2 के अनुसार टूल घिसाव की निगरानी 0.3 मिमी फ्लैंक घिसाव पर इन्सर्ट प्रतिस्थापन सुनिश्चित करती है, सतह के क्षरण को रोकती है और 10,000 से अधिक टुकड़ों के उत्पादन के दौरान लगातार भाग की गुणवत्ता बनाए रखती है।
गुणवत्ता प्रबंधन प्रणाली में महत्वपूर्ण आयामों पर वास्तविक समय एसपीसी निगरानी शामिल है, जिसमें आईएसओ 10012 माप प्रबंधन आवश्यकताओं के अनुसार सीएमएम निरीक्षण रिपोर्ट प्रदान की जाती है। निष्क्रियता के लिए, एक समर्पित लाइन 49-60 डिग्री सेल्सियस प्रति एएसटीएम ए967 पर वजन के अनुसार 4-10% नियंत्रित साइट्रिक एसिड सांद्रता के साथ संचालित होती है, इसके बाद मुक्त लौह निष्कासन को सत्यापित करने के लिए कॉपर सल्फेट परीक्षण किया जाता है। मालिकाना इलेक्ट्रोलाइट फॉर्मूलेशन का उपयोग करके घर में ही इलेक्ट्रोपॉलिशिंग की जाती है, जो सूक्ष्म दरारें और एम्बेडेड संदूषकों को खत्म करने के लिए सतह सामग्री के 0.005-0.010 मिमी को हटाते हुए रा को 0.4μm से 0.2μm तक कम करता है। यह दोहरी क्षमता - मशीनिंग प्लस सतह परिष्करण - महत्वपूर्ण सेवा के लिए प्रमाणित घटकों की आवश्यकता वाली ईपीसी फर्मों के लिए आपूर्ति श्रृंखला जटिलता को कम करती है। उच्च-अखंडता अनुप्रयोगों के लिए, ASTM E213 प्रति अल्ट्रासोनिक निरीक्षण मशीनी सतहों पर 0.5 मिमी व्यास तक उपसतह दोषों का पता लगाने के लिए किया जाता है, दीवार की मोटाई के 10% से अधिक किसी भी संकेत पर अस्वीकृति मानदंड निर्धारित किए जाते हैं। सभी निरीक्षण उपकरण आईएसओ 17025 के अनुसार मान्यता प्राप्त प्रयोगशालाओं द्वारा कैलिब्रेट किए जाते हैं, सीएमएम के लिए 12 महीने और हाथ उपकरण के लिए 6 महीने के अंशांकन अंतराल के साथ, अंतरराष्ट्रीय मानकों के लिए ट्रेसेबिलिटी सुनिश्चित की जाती है।
उत्पादन मात्रा के माध्यम से प्रोटोटाइप को पहले लेखों के लिए 4-6 सप्ताह और स्थापित कार्यक्रमों पर दोहराए गए ऑर्डर के लिए 2-3 सप्ताह के सामान्य लीड समय के साथ समर्थित किया जाता है। इंजीनियरिंग टीम 3डी मॉडल प्राप्त करने के 48 घंटों के भीतर डीएफएम फीडबैक प्रदान करती है, स्टेनलेस स्टील मशीनेबिलिटी के लिए दीवार की मोटाई, रेडी और थ्रेड गहराई का अनुकूलन करती है। मशीनिंग और वेल्डिंग दोनों की आवश्यकता वाली जटिल असेंबली के लिए, वेल्ड संकोचन की भविष्यवाणी और क्षतिपूर्ति करने के लिए एफईए-आधारित विरूपण विश्लेषण किया जाता है, यह सुनिश्चित करते हुए कि अंतिम आयाम माध्यमिक मशीनिंग के बिना प्रिंट सहनशीलता को पूरा करते हैं। उच्च मात्रा में उत्पादन के लिए, रेनिशॉ प्रोबिंग सिस्टम का उपयोग करके स्वचालित इन-प्रोसेस गेजिंग वास्तविक समय में टूल ऑफसेट को समायोजित करता है, महत्वपूर्ण सुविधाओं के लिए सीपीके मान 1.67 से ऊपर बनाए रखता है। मशीनिंग के बाद, भागों को 60 डिग्री सेल्सियस पर विआयनीकृत पानी के साथ जलीय अल्ट्रासोनिक सिस्टम का उपयोग करके साफ किया जाता है और HEPA-फ़िल्टर्ड हवा में सुखाया जाता है, जिससे हाइड्रोलिक सिस्टम घटकों के लिए आईएसओ 4406 कक्षा 14/11/8 के अनुसार सफाई स्तर प्राप्त होता है। ISO 3834-2, एन 1090-2 EXC3 और AWS D1.1 प्रमाणपत्र रखने वाले निर्माता के साथ अपनी स्टेनलेस स्टील सीएनसी मशीनिंग आवश्यकताओं पर चर्चा करने के लिए sales@leadingtopunion.com या +86-512-xxxx-xxxx पर तकनीकी बिक्री टीम से संपर्क करें।