उत्पाद अवलोकन
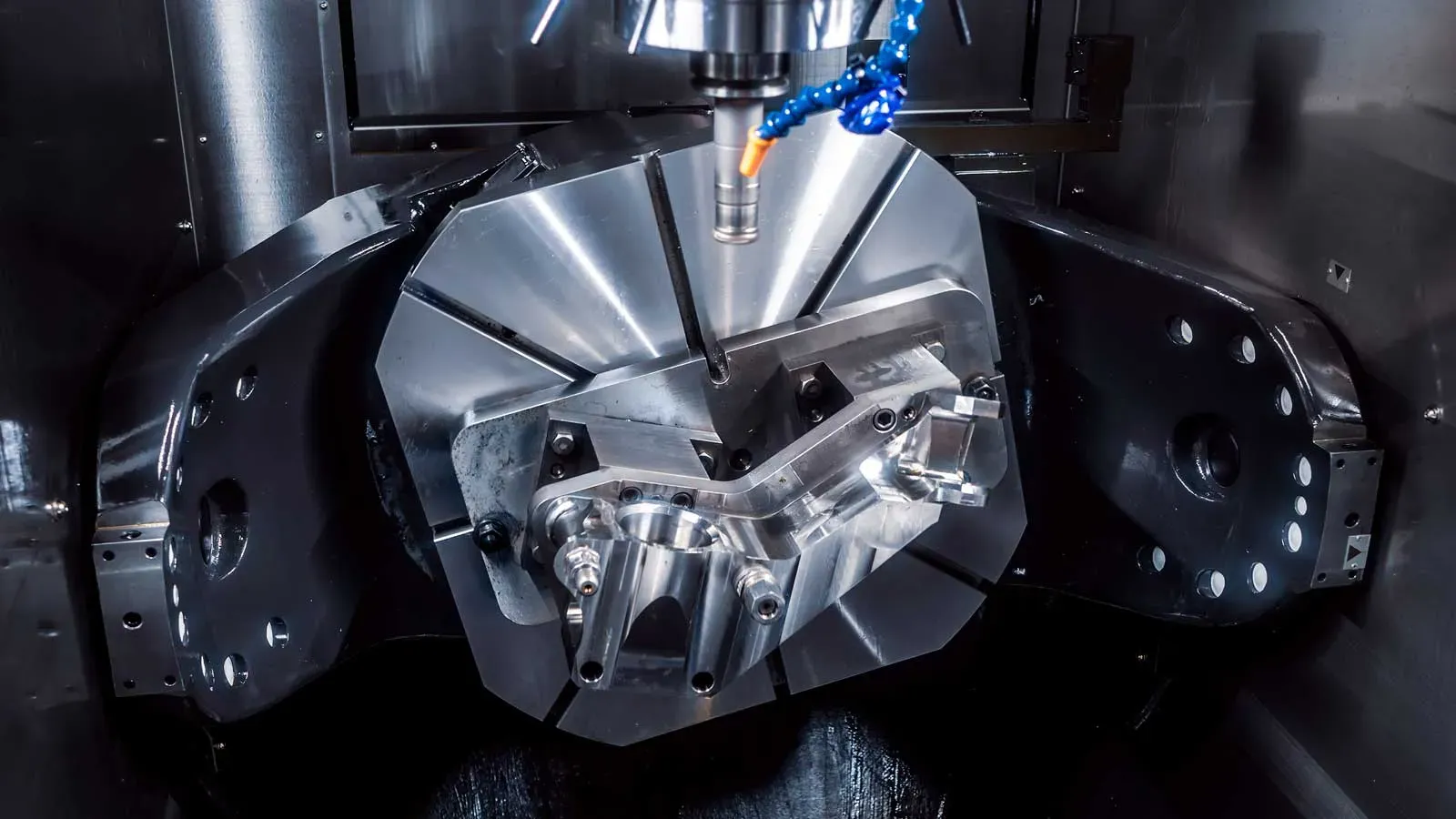
Leading Top Union में 5-अक्ष सीएनसी मशीनिंग सेवाओं को एक साथ बहु-अक्ष प्रक्षेप की आवश्यकता वाली जटिल ज्यामिति के लिए इंजीनियर किया गया है। 3+2 पोजिशनिंग सिस्टम के विपरीत, सच्ची 5-अक्ष क्षमता काटने वाले उपकरण को पूरे मशीनिंग चक्र के दौरान वर्कपीस सतह के सापेक्ष इष्टतम अभिविन्यास बनाए रखने की अनुमति देती है। यह अंडरकट्स, गहरी गुहाओं और फ्रीफॉर्म आकृति वाले घटकों के लिए महत्वपूर्ण है जहां पारंपरिक 3-अक्ष विधियों के लिए कई सेटअप और विशेष फिक्स्चर की आवश्यकता होगी। डीएमजी मोरी और माज़क मशीनों का गतिक विन्यास पूर्ण बी-अक्ष और सी-अक्ष रोटेशन प्रदान करता है, जो भाग को पुनर्स्थापित किए बिना वस्तुतः किसी भी कोण से उपकरण तक पहुंच को सक्षम बनाता है।
मशीन निर्माण और थर्मल स्थिरता
5-अक्ष मशीनिंग की तकनीकी नींव कठोर मशीन निर्माण और उन्नत सर्वो नियंत्रण प्रणालियों पर टिकी हुई है। सबसे बड़ा मशीनिंग लिफाफा 12,000 किलोग्राम के अधिकतम पेलोड के साथ 4000 × 2000 × 1500 मिमी तक के वर्कपीस को समायोजित करता है, जो इसे कुछ आईएसओ 3834-2 प्रमाणित सुविधाओं में से एक बनाता है जो अपतटीय पवन और भारी खनन उपकरणों के लिए बड़े पैमाने पर घटकों को संसाधित करने में सक्षम है। स्पिंडल एचएसके-ए63 टूल इंटरफ़ेस के साथ 18,000 आरपीएम तक प्रदान करता है, जो इन्हेंल 718 में रफिंग ऑपरेशन और एल्यूमीनियम मिश्र धातुओं पर फिनिशिंग पास दोनों के लिए आवश्यक टॉर्क और गति प्रदान करता है। एकीकृत शीतलक प्रणालियों के माध्यम से थर्मल स्थिरता बनाए रखी जाती है जो विस्तारित मशीनिंग चक्रों के दौरान ±1°C के भीतर तापमान को नियंत्रित करती है।
स्थितिगत सटीकता और सतही फिनिश क्षमताएं
±0.01 मिमी की स्थितिगत सटीकता और ±0.003 मिमी की पुनरावृत्ति रैखिक स्केल और रोटरी एनकोडर से बंद-लूप प्रतिक्रिया के माध्यम से प्राप्त की जाती है। इन सहनशीलताओं को आईएसओ 230-2 मानकों के अनुसार रेनिशॉ बॉलबार परीक्षण और लेजर इंटरफेरोमेट्री का उपयोग करके सत्यापित किया जाता है। महत्वपूर्ण एयरोस्पेस और टरबाइन अनुप्रयोगों के लिए, इन-प्रोसेस जांच दिनचर्या स्वचालित रूप से उपकरण पहनने और थर्मल विकास के लिए क्षतिपूर्ति करती है, जिससे 50 से 500 इकाइयों के उत्पादन में आयामी स्थिरता बनी रहती है। रा 0.4 से 1.6μm तक की सतही फिनिश सामग्री और टूलपाथ रणनीति के आधार पर प्राप्त की जा सकती है, विशेष हीरे के टूलींग का उपयोग करके गैर-लौह सामग्रियों पर दर्पण फिनिश संभव है।
सामग्री बहुमुखी प्रतिभा और प्रक्रिया इंजीनियरिंग
सामग्री की बहुमुखी प्रतिभा 5-अक्ष सीएनसी मशीनिंग सेवाओं का एक प्रमुख लाभ है। स्टेनलेस स्टील (304, 316एल, 17-4पीएच), टाइटेनियम मिश्र धातु (टीआई-6एएल-4वी, टीआई-6एएल-2एसएन-4जेडआर-2एमओ), निकल-आधारित सुपरअलॉय (इंकोनेल 718, हेस्टेलॉय एक्स), एल्यूमीनियम मिश्र धातु (6061-टी6, 7075-टी651), और इंजीनियरिंग प्लास्टिक (पीईईके, पीटीएफई, टोरलोन) नियमित रूप से उपलब्ध हैं। संसाधित. प्रत्येक सामग्री को विशिष्ट कटिंग पैरामीटर, टूल ज्योमेट्री और कूलेंट रणनीतियों की आवश्यकता होती है - प्रक्रिया इंजीनियर एएसएमई बी46.1 सतह बनावट मानकों और एएसटीएम सामग्री विनिर्देशों का संदर्भ देते हुए अनुकूलित मशीनिंग योजनाएं विकसित करते हैं। गैस टर्बाइनों में उच्च तापमान अनुप्रयोगों के लिए, समय से पहले घटक विफलता को रोकने के लिए, अवशिष्ट तनाव और पुनर्रचना परत की मोटाई पर सख्त नियंत्रण बनाए रखा जाता है, जो अक्सर 0.05 मिमी से कम होता है।
एकल-सेटअप लाभ और उत्पादन अर्थशास्त्र
5-अक्ष मशीनिंग का एकल-सेटअप लाभ सीधे भाग की गुणवत्ता और उत्पादन अर्थशास्त्र को प्रभावित करता है। एकाधिक फिक्सचर परिवर्तनों और पुन: संदर्भित चरणों को समाप्त करके, संचयी स्थिति त्रुटियां जो आम तौर पर अनुक्रमिक 3-अक्ष संचालन में होती हैं, कम हो जाती हैं। पारंपरिक उपकरणों पर 12 अलग-अलग सेटअप की आवश्यकता वाले एक विशिष्ट प्ररित करनेवाला घटक को एक एकल क्लैंपिंग चक्र में पूरा किया जा सकता है, जिससे लीड समय 40-60% कम हो जाता है और ज्यामितीय स्थिरता में सुधार होता है। यह दृष्टिकोण ऑपरेटर के हस्तक्षेप को भी कम करता है, जिससे डेटा ट्रांसफर में मानवीय त्रुटि का खतरा कम हो जाता है। AS9100D या ISO 13485 गुणवत्ता प्रणालियों द्वारा शासित उद्योगों के लिए, यह ट्रेस करने योग्य एकल-सेटअप पद्धति प्रक्रिया नियंत्रण के श्रवण योग्य साक्ष्य प्रदान करती है।
अनुप्रयोग एवं उद्योग
एयरोस्पेस संरचनात्मक घटक
एयरोस्पेस क्षेत्र में, 5-अक्ष सीएनसी मशीनिंग सेवाएं एयरफ्रेम और इंजन प्रणालियों के लिए संरचनात्मक घटकों का उत्पादन करती हैं जहां वजन में कमी और थकान प्रतिरोध सर्वोपरि है। जटिल कूलिंग होल पैटर्न वाले टाइटेनियम बल्कहेड, एल्युमीनियम विंग रिब्स और इंकोनेल टरबाइन डिस्क का निर्माण किया जाता है, जो 30 डिग्री से अधिक कोण पर एक साथ 5-अक्ष ड्रिलिंग की मांग करते हैं। इन घटकों को AS9100D गुणवत्ता मानकों के अनुरूप होना चाहिए और अक्सर AS9102 के अनुसार प्रथम-लेख निरीक्षण रिपोर्ट की आवश्यकता होती है। बोइंग 787 और एयरबस ए350 कार्यक्रमों जैसे वाणिज्यिक विमानों में वजन-संवेदनशील अनुप्रयोगों के लिए ±0.02 मिमी सहनशीलता के साथ 0.5 मिमी मोटाई तक की पतली दीवार वाले अनुभागों को मशीन करने की क्षमता महत्वपूर्ण है।
तेल और गैस डाउनहोल टूलींग
तेल और गैस अनुप्रयोगों को 5-अक्ष मशीनिंग क्षमताओं से काफी लाभ होता है, विशेष रूप से उच्च दबाव, उच्च तापमान (एचपीएचटी) वातावरण में काम करने वाले डाउनहोल उपकरण और वाल्व घटकों के लिए। क्रिसमस ट्री घटकों, ब्लोआउट प्रिवेंटर (बीओपी) भागों और सबसी कनेक्टर बॉडी को 4130 मिश्र धातु इस्पात और 17-4PH स्टेनलेस स्टील से तैयार किया जाता है, जो 1000 मिमी से अधिक की लंबाई पर 0.01 मिमी के भीतर सांद्रता बनाए रखता है। एन 1090-2 EXC3 प्रमाणीकरण दबाव युक्त घटकों के लिए ट्रैसेबिलिटी और यांत्रिक संपत्ति सत्यापन सुनिश्चित करता है। NACE MR0175/ISO 15156 अनुपालन की आवश्यकता वाले उपसमुद्र अनुप्रयोगों के लिए, मान्य ताप उपचार और मशीनिंग प्रक्रियाओं के माध्यम से कठोरता और सल्फाइड तनाव क्रैकिंग प्रतिरोध पर सख्त नियंत्रण बनाए रखा जाता है।
टरबाइन घटक विनिर्माण
टर्बाइन घटक विनिर्माण 5-अक्ष सेवाओं के लिए एक मुख्य अनुप्रयोग क्षेत्र का प्रतिनिधित्व करता है। बिजली उत्पादन और समुद्री प्रणोदन में उपयोग किए जाने वाले गैस और भाप टर्बाइनों के लिए इंटीग्रली ब्लेड रोटर्स (आईबीआर), नोजल गाइड वेन और डिफ्यूज़र केस का उत्पादन किया जाता है। इन घटकों को 60 डिग्री से अधिक के मोड़ कोण और 0.2 मिमी जितनी छोटी अग्रणी धार त्रिज्या के साथ एयरफ़ोइल प्रोफाइल उत्पन्न करने के लिए एक साथ 5-अक्ष समोच्च की आवश्यकता होती है। निकल-आधारित मिश्र धातुओं पर Ra 0.4μm की सतह खत्म करने की क्षमता वायुगतिकीय हानि को कम करती है और टरबाइन दक्षता में 2% तक सुधार करती है। आयामी सत्यापन स्कैनिंग जांच के साथ समन्वय मापने वाली मशीनों (सीएमएम) का उपयोग करके किया जाता है, जो आमतौर पर 0.05 मिमी पर निर्दिष्ट प्रोफ़ाइल सहिष्णुता के लिए ASME Y14.5-2009 GD&T मानकों का संदर्भ देता है।
अपतटीय पवन ऊर्जा घटक
अपतटीय पवन ऊर्जा उद्योग बड़े पैमाने पर सटीक घटकों की मांग करता है जिन्हें संभालने के लिए 5-अक्ष मशीनिंग केंद्र विशिष्ट रूप से सुसज्जित हैं। 12 टन तक वजन वाले डक्टाइल आयरन और लो-अलॉय स्टील कास्टिंग से यॉ बियरिंग हाउसिंग, पिच ड्राइव कंपोनेंट्स और मुख्य शाफ्ट कनेक्टर्स को मशीनीकृत किया जाता है। गतिशील अपतटीय स्थितियों में उचित भार वितरण सुनिश्चित करने के लिए इन भागों को बोल्ट छेद पैटर्न और संभोग सतहों पर कड़ी सहनशीलता की आवश्यकता होती है। वेल्डिंग के लिए ISO 3834-2 प्रमाणन और संरचनात्मक इस्पात निर्माण के लिए एन 1090-2 EXC3 प्रमाणन, वेल्डेड असेंबलियों के साथ मशीनी घटकों के एकीकरण की अनुमति देता है, जो संपूर्ण उप-समुद्र मॉड्यूल समाधान प्रदान करता है। फ्लोटिंग पवन प्लेटफार्मों के लिए, 20 साल के डिजाइन जीवन चक्र के अधीन थकान-महत्वपूर्ण घटकों के लिए डीएनवी-जीएल अनुपालन बनाए रखा जाता है।
चिकित्सा उपकरण विनिर्माण
चिकित्सा उपकरण निर्माण में आर्थोपेडिक प्रत्यारोपण और सर्जिकल उपकरणों के लिए 5-अक्ष क्षमता का उपयोग किया जाता है, जिसके लिए जैव-संगत सामग्री और दर्पण फिनिश की आवश्यकता होती है। एएसटीएम एफ136 और एएसटीएम एफ1537 मानकों के अनुसार टीआई-6एएल-4वी ईएलआई और कोबाल्ट-क्रोम मिश्र धातुओं से कूल्हे के तने, घुटने के घटकों और रीढ़ की हड्डी के प्रत्यारोपण को मशीनीकृत किया जाता है। 5-अक्ष एक साथ गति छिद्रपूर्ण संरचनाओं के साथ जटिल हड्डी-संपर्क सतहों की पीढ़ी की अनुमति देती है जो ऑसियोइंटीग्रेशन को बढ़ावा देती है। Ra 0.2μm से नीचे सतह खुरदरापन आर्टिकुलेटिंग सतहों पर प्राप्त किया जा सकता है, जिससे घिसाव वाले मलबे की उत्पत्ति कम हो जाती है। क्लीनरूम-संगत मशीनिंग वातावरण और आईएसओ 13485 गुणवत्ता प्रबंधन प्रणाली चिकित्सा उपकरण निर्माताओं के लिए एफडीए 21 सीएफआर भाग 820 आवश्यकताओं का अनुपालन सुनिश्चित करती है।
5-एक्सिस सीएनसी मशीनिंग सेवाओं के लिए अग्रणी शीर्ष यूनियन क्यों चुनें
अंतर्राष्ट्रीय प्रमाणन और अंकेक्षित गुणवत्ता
Leading Top Union की 5-अक्ष सीएनसी मशीनिंग सेवाएं कई अंतरराष्ट्रीय प्रमाणपत्रों द्वारा समर्थित हैं जो सीधे वैश्विक ईपीसी फर्मों की गुणवत्ता आवश्यकताओं को संबोधित करती हैं। वेल्डिंग निर्माण के लिए ISO 3832-2 प्रमाणन, संरचनात्मक स्टील के लिए एन 1090-2 EXC3, और वेल्डिंग प्रक्रियाओं के लिए AWS D1.1 जटिल असेंबली के लिए श्रव्य गुणवत्ता आश्वासन प्रदान करते हैं। ये प्रमाणपत्र केवल प्रशासनिक नहीं हैं - इन्हें TÜV SÜD और ब्यूरो वेरिटास द्वारा त्रैमासिक ऑडिट के माध्यम से सत्यापित किया जाता है, जिससे यह सुनिश्चित होता है कि प्रक्रियाएं लगातार यूरोपीय और अमेरिकी मानकों को पूरा करती हैं। आपूर्तिकर्ताओं का मूल्यांकन करने वाले खरीद इंजीनियरों के लिए, यह प्रमाणन पोर्टफोलियो व्यापक द्वितीय-पक्ष ऑडिट की आवश्यकता को कम करता है, जिससे योग्यता प्रक्रिया में तेजी आती है।
अनुभवी तकनीकी टीम और डिजिटल ट्विन सिमुलेशन
तकनीकी टीम सीमेंस एनएक्स और मास्टरकैम सीएएम सॉफ्टवेयर में विशिष्ट विशेषज्ञता के साथ, 5-अक्ष प्रोग्रामिंग और प्रक्रिया अनुकूलन में 15 वर्षों से अधिक का संयुक्त अनुभव लाती है। टकराव-मुक्त टूलपाथ और इष्टतम काटने की स्थिति सुनिश्चित करने के लिए प्रत्येक मशीन कॉन्फ़िगरेशन के लिए कस्टम पोस्ट-प्रोसेसर विकसित किए जाते हैं। जटिल बहु-अक्ष संचालन के लिए, पूरे मशीनिंग चक्र को वेरिकट सॉफ़्टवेयर का उपयोग करके सिम्युलेटेड किया जाता है, जो किसी भी धातु को काटने से पहले उपकरण निकासी और सामग्री हटाने की दर की पुष्टि करता है। यह डिजिटल ट्विन दृष्टिकोण सेटअप समय को औसतन 30% कम कर देता है और प्रोग्रामिंग त्रुटियों से स्क्रैप को लगभग समाप्त कर देता है। विकसित हो रही मशीनिंग रणनीतियों से अवगत रहने के लिए इंजीनियर नियमित रूप से डीएमजी मोरी और मजाक प्रौद्योगिकी केंद्रों में प्रशिक्षण कार्यक्रमों में भाग लेते हैं।
इन-हाउस गुणवत्ता नियंत्रण और सामग्री सत्यापन
Leading Top Union में गुणवत्ता नियंत्रण सामग्री सत्यापन और प्रक्रिया सत्यापन को शामिल करने के लिए आयामी निरीक्षण से परे फैला हुआ है। स्पेक्ट्रोमीटर, कठोरता परीक्षक और तन्यता परीक्षण मशीनों से सुसज्जित एक इन-हाउस धातुकर्म प्रयोगशाला एएसटीएम ई8 और एएसटीएम ई18 मानकों के अनुसार सामग्री संरचना और यांत्रिक गुणों की पुष्टि करती है। महत्वपूर्ण घटकों के लिए, एएसटीएम ई2375 प्रति अल्ट्रासोनिक निरीक्षण और एएसटीएम ई1417 प्रति डाई प्रवेश निरीक्षण सहित गैर-विनाशकारी परीक्षण किया जाता है। सभी निरीक्षण परिणामों को विस्तृत रिपोर्ट में प्रलेखित किया गया है जो AS9100D और ISO 9001:2015 गुणवत्ता प्रणालियों की ट्रैसेबिलिटी आवश्यकताओं को पूरा करते हैं। यह व्यापक गुणवत्ता वाला बुनियादी ढांचा ग्राहकों को मिशन-महत्वपूर्ण अनुप्रयोगों के लिए घटक अखंडता में विश्वास दिलाता है।
वैश्विक आपूर्ति श्रृंखला और रसद समर्थन
आपूर्ति श्रृंखला और लॉजिस्टिक्स क्षमताओं को वैश्विक परियोजना वितरण का समर्थन करने के लिए डिज़ाइन किया गया है। 316L स्टेनलेस स्टील, 4140 मिश्र धातु इस्पात और 6061-T6 एल्यूमीनियम सहित आम तौर पर निर्दिष्ट सामग्रियों की रणनीतिक सूची बनाए रखी जाती है, जिससे खरीद का समय 2-3 सप्ताह कम हो जाता है। निर्यात आदेशों के लिए, मूल प्रमाण पत्र, सामग्री परीक्षण रिपोर्ट और सीमा शुल्क निकासी सहित सभी दस्तावेज संभाले जाते हैं। सूज़ौ, चीन में स्थित स्थान, शंघाई बंदरगाह और अंतरराष्ट्रीय हवाई माल ढुलाई केंद्रों तक सीधी पहुंच प्रदान करता है, जिससे हवाई माल ढुलाई के लिए 10-14 दिनों के भीतर या समुद्री माल ढुलाई के लिए 30-45 दिनों के भीतर यूरोप, उत्तरी अमेरिका और मध्य पूर्व में घर-घर डिलीवरी संभव हो जाती है। योग्य खातों के लिए एफओबी शंघाई, सीआईएफ प्रमुख बंदरगाह और डीडीपी सहित इन्कोटर्म्स विकल्प पेश किए जाते हैं।
लागत दक्षता और पारदर्शी मूल्य निर्धारण
5-अक्ष मशीनिंग में लागत दक्षता अनुकूलित टूलपाथ रणनीतियों और कम माध्यमिक संचालन के माध्यम से हासिल की जाती है। एकल-सेटअप दृष्टिकोण महंगे फिक्स्चर और एकाधिक मशीन स्थानांतरण की आवश्यकता को समाप्त करता है, जिससे जटिल ज्यामिति के लिए पारंपरिक 3-अक्ष तरीकों की तुलना में प्रति-भाग लागत 15-25% कम हो जाती है। सामग्री लागत, मशीनिंग समय और निरीक्षण शुल्क के विस्तृत विवरण के साथ पारदर्शी मूल्य निर्धारण प्रदान किया जाता है, जिससे खरीद टीमों को अपनी परियोजनाओं के लिए सटीक बजट बनाने की अनुमति मिलती है। 100 इकाइयों से अधिक उत्पादन के लिए, वॉल्यूम छूट और कंसाइनमेंट इन्वेंट्री कार्यक्रम की पेशकश की जाती है जो कार्यशील पूंजी आवश्यकताओं को कम करती है। परियोजना प्रबंधन टीम एक ऑनलाइन ग्राहक पोर्टल के माध्यम से साप्ताहिक प्रगति रिपोर्ट और वास्तविक समय उत्पादन स्थिति प्रदान करती है, जिससे पूरे विनिर्माण चक्र में पूर्ण दृश्यता सुनिश्चित होती है।