उत्पाद अवलोकन
12 मीटर लंबाई तक के घटकों के लिए बड़े हिस्से की सीएनसी मशीनिंग के लिए असाधारण संरचनात्मक कठोरता और थर्मल स्थिरता वाले मशीन टूल्स की आवश्यकता होती है। फ़्लोर-टाइप बोरिंग मिलों और गैन्ट्री मशीनिंग केंद्रों को विशेष रूप से बड़े आकार के वर्कपीस के लिए इंजीनियर किया जाता है, जहां विस्तारित अक्षों पर आयामी सटीकता बनाए रखी जानी चाहिए। हमारी फ़्लोर-टाइप बोरिंग मिलों पर 12,000 मिमी एक्स-एक्सिस यात्रा, 75 किलोवाट स्पिंडल के साथ मिलकर, टरबाइन शाफ्ट, दबाव पोत अनुभागों और अपतटीय संरचनात्मक नोड्स की एकल-सेटअप मशीनिंग को सक्षम बनाती है। यह रिपोज़िशनिंग या मल्टी-मशीन ट्रांसफ़र द्वारा शुरू की गई संचयी त्रुटियों को समाप्त करता है, जो आम तौर पर पारंपरिक सेटअप में प्रति स्थानांतरण 0.02 मिमी से 0.05 मिमी जोड़ते हैं।
विस्तारित स्पैन के लिए थर्मल ग्रोथ मुआवजा
12-मीटर स्पैन पर लौह मिश्र धातु की मशीनिंग करते समय थर्मल ग्रोथ मुआवजा एक महत्वपूर्ण कारक है। एक इन-प्रोसेस माप प्रणाली मशीन बेड और स्पिंडल हाउसिंग में एम्बेडेड सेंसर से 0.1μm रिज़ॉल्यूशन और वास्तविक समय तापमान प्रतिक्रिया के साथ रैखिक स्केल का उपयोग करती है। जब 12-घंटे के मशीनिंग चक्र के दौरान परिवेश के तापमान में ±5°C का उतार-चढ़ाव होता है, तो नियंत्रण प्रणाली पूरी 12,000 मिमी लंबाई पर ±0.05 मिमी स्थितिगत सटीकता बनाए रखने के लिए स्वचालित रूप से टूल ऑफसेट को समायोजित करती है। यह क्षमता स्थिति सटीकता और दोहराव के लिए ISO 230-2:2014 परीक्षण प्रक्रियाओं के विरुद्ध मान्य है, जो ASME Y14.5-2018 ज्यामितीय आयाम और सहनशीलता मानकों के लिए सहिष्णुता आवश्यकताओं का अनुपालन सुनिश्चित करती है।
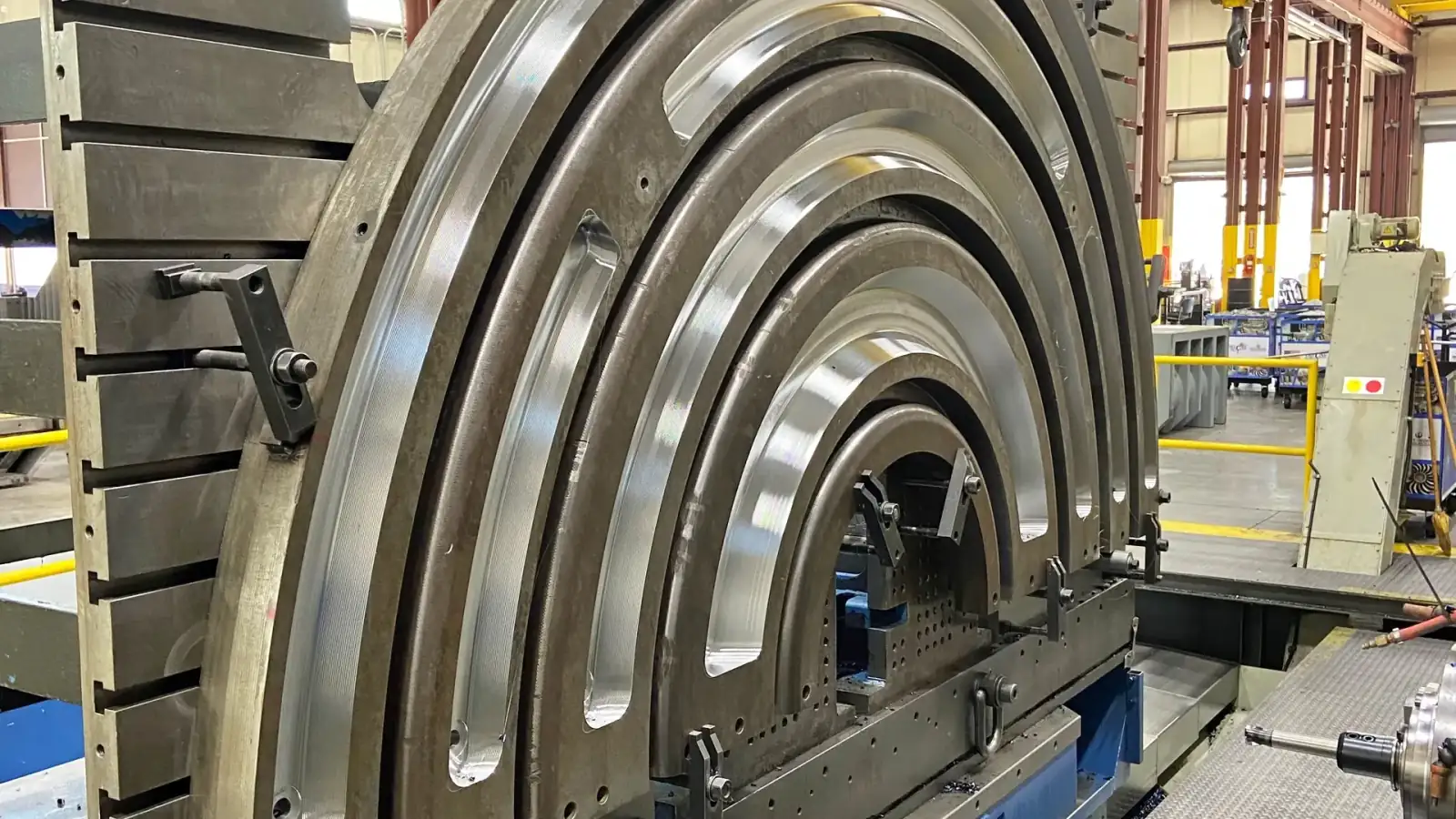
हेवी-ड्यूटी वर्कटेबल और सतह फिनिश क्षमताएं
हमारी गैन्ट्री मशीनों पर हेवी-ड्यूटी वर्कटेबल 6,000 मिमी × 3,000 मिमी × 2,000 मिमी वर्किंग लिफाफे के साथ 50,000 किलोग्राम तक के वर्कपीस का समर्थन करता है। टेबल निर्माण में भारी स्टॉक हटाने के दौरान कंपन को कम करने के लिए रिब्ड सुदृढीकरण के साथ उच्च-डैम्पिंग कच्चा लोहा का उपयोग किया जाता है। एक विशिष्ट 30-टन स्टील वेल्ड के लिए, मिल्ड चेहरों पर Ra 1.6µm और ऊबड़ छेदों पर Ra 0.8µm की सतह फिनिश 120-180 मीटर/मिनट की काटने की गति पर कार्बाइड आवेषण का उपयोग करके प्राप्त की जाती है। 2,000 मिमी की Z-अक्ष ऊंचाई हाइड्रोइलेक्ट्रिक टरबाइन गाइड वेन या खनन क्रशर हाउसिंग जैसे लंबे घटकों को समायोजित करती है, जबकि 3,000 मिमी की Y-अक्ष चौड़ाई एक ही फिक्स्चर प्लेट पर कई छोटे हिस्सों की एक साथ मशीनिंग की अनुमति देती है।
बड़े आकार के घटकों के लिए ऑन-साइट मशीनिंग
ऑन-साइट मशीनिंग सेवाएँ उन घटकों के लिए इन-हाउस क्षमताओं की पूरक हैं जिन्हें सूज़ौ सुविधा में नहीं ले जाया जा सकता है। फील्ड सर्विस टीमें पोर्टेबल बोरिंग बार, फ्लैंज फेसर और मिलिंग हेड्स को लेजर एलाइनमेंट सिस्टम के साथ तैनात करती हैं, जो 6-मीटर व्यास से अधिक ±0.10 मिमी प्राप्त करता है। यह बिजली उत्पादन उपकरणों के लिए विशेष रूप से प्रासंगिक है जहां टरबाइन केसिंग या जनरेटर फ्रेम कई न्यायालयों में 4.5 मीटर चौड़ाई की सड़क परिवहन सीमा से अधिक हैं। शेडोंग प्रांत में कोयला आधारित संयंत्रों में भाप टरबाइन स्प्लिट लाइनों के लिए ऑन-साइट मशीनिंग परियोजनाएं पूरी कर ली गई हैं, जिससे आईएसओ 1101:2017 आवश्यकताओं के अनुसार 0.03 मिमी प्रति मीटर की समतलता प्राप्त हुई है।
अनुप्रयोग एवं उद्योग
तेल और गैस क्षेत्र में, बड़े पैमाने पर सीएनसी मशीनिंग सबसी मैनिफोल्ड ब्लॉक, ब्लोआउट प्रिवेंटर स्टैक और पाइपलाइन वाल्व बॉडी के लिए आवश्यक है। एएसटीएम ए694 एफ65 फोर्ज्ड स्टील से तैयार एक विशिष्ट 8-मीटर सबसी मैनिफोल्ड ब्लॉक को पूरी लंबाई पर 0.10 मिमी की सांद्रता के साथ 12-इंच नाममात्र व्यास प्रवाह बोर की सटीक बोरिंग की आवश्यकता होती है। फ़्लोर-टाइप बोरिंग मिलें 80-100 मीटर/मिनट पर सीबीएन इंसर्ट के साथ सिंगल-पॉइंट बोरिंग बार का उपयोग करके इसे प्राप्त करती हैं, उच्च दबाव वाली गैस सेवा में क्षरण को रोकने के लिए Ra 0.4µm की सतह फिनिश को बनाए रखती हैं। इन घटकों को खट्टा सेवा के लिए NACE MR0175/ISO 15156 आवश्यकताओं को पूरा करना होगा, और मशीनिंग प्रक्रियाओं को सामग्री गर्मी संख्या और निरीक्षण रिपोर्ट के लिए पूर्ण पता लगाने की क्षमता के साथ प्रलेखित किया गया है।
अपतटीय पवन ऊर्जा संरचनात्मक मशीनिंग
अपतटीय पवन ऊर्जा संरचनाएं संक्रमण टुकड़ों, मोनोपाइल फ्लैंज और टावर अनुभागों की बड़े पैमाने पर मशीनिंग की मांग करती हैं। टरबाइन संचालन के दौरान उचित भार वितरण सुनिश्चित करने के लिए S355NL स्टील प्रति एन 10025-3 से मशीनीकृत 6-मीटर व्यास वाले मोनोपाइल फ्लैंज को असर वाली सतह को 0.15 मिमी की समतलता तक फेसिंग की आवश्यकता होती है। 6-मीटर वाई-अक्ष यात्रा वाली गैन्ट्री मशीनें इन फ्लैंग्स को एक ही पास में मशीनीकृत कर सकती हैं, जिससे असेंबली के बाद पोस्ट-वेल्ड मशीनिंग की आवश्यकता समाप्त हो जाती है। जैकेट फाउंडेशन नोड्स के लिए, जटिल वेल्ड तैयारियों को AWS D1.1/D1.1M:2020 संरचनात्मक वेल्डिंग कोड के अनुसार 30° से 45° के बेवल कोणों के साथ मशीनीकृत किया जाता है, जिससे ब्रेस-टू-कॉर्ड इंटरसेक्शन प्रोफाइल पर ±1 मिमी की आयामी सहनशीलता प्राप्त होती है।
खनन और बिजली उत्पादन परिशुद्धता
खनन और खनिज प्रसंस्करण उपकरण जैसे ग्राइंडिंग मिल शैल, जाइरेटरी क्रशर मुख्य शाफ्ट और कन्वेयर ड्राइव ड्रम को ज्यामितीय सटीकता बनाए रखते हुए भारी स्टॉक हटाने की आवश्यकता होती है। एएसटीएम ए516 ग्रेड 70 कार्बन स्टील प्लेट से तैयार 10-मीटर ग्राइंडिंग मिल शेल को व्यास में 0.10 मिमी की समानता प्राप्त करने के लिए आमतौर पर निकला हुआ किनारा से 15-20 मिमी सामग्री को हटाने की आवश्यकता होती है। 200 आरपीएम पर 1,200 एनएम टॉर्क के साथ 75 किलोवाट स्पिंडल स्टील में 8 मिमी की गहराई के रफिंग पास को सक्षम बनाता है, जिससे पारंपरिक मशीनिंग केंद्रों की तुलना में चक्र समय 30% कम हो जाता है। क्रिटिकल बियरिंग जर्नल्स पर ±0.05 मिमी और बोल्ट होल पैटर्न पर ±0.10 मिमी की सहनशीलता आईएसओ 2768-एम सामान्य सहनशीलता के अनुसार रखी जाती है।
बिजली उत्पादन अनुप्रयोगों में भाप टरबाइन आवरण, गैस टरबाइन फ्रेम और जलविद्युत टरबाइन धावक की मशीनिंग शामिल है। एएसटीएम ए356 ग्रेड 9 कास्ट स्टील से मशीनीकृत 9-मीटर स्टीम टरबाइन इनर केसिंग के लिए ±0.5° की कोणीय सहनशीलता और ±0.10 मिमी की स्थितिगत सटीकता के साथ कई भाप प्रवेश बंदरगाहों की सटीक बोरिंग की आवश्यकता होती है। इन-प्रोसेस माप प्रणाली मशीनिंग के दौरान कास्टिंग की थर्मल वृद्धि की भरपाई करती है, जो 12 घंटे के चक्र में 0.3 मिमी तक पहुंच सकती है जब परिवेश का तापमान 15 डिग्री सेल्सियस से 30 डिग्री सेल्सियस तक बढ़ जाता है। इनकोनेल 718 से मशीनीकृत गैस टरबाइन दहन कक्षों के लिए, ASME B46.1-2019 मानकों के अनुसार सीलिंग चेहरों पर Ra 0.8µm की सतह फिनिश प्राप्त करने के लिए 250-300 मीटर/मिनट पर सिरेमिक इंसर्ट का उपयोग किया जाता है।
जहाज निर्माण और समुद्री इंजीनियरिंग मानक
जहाज निर्माण और समुद्री इंजीनियरिंग के लिए 12 मीटर लंबाई तक स्टर्न फ्रेम, पतवार स्टॉक और प्रोपेलर शाफ्ट की मशीनिंग की आवश्यकता होती है। एएसटीएम ए668 क्लास डी फोर्ज्ड स्टील से तैयार 10-मीटर प्रोपेलर शाफ्ट को 120-150 आरपीएम की ऑपरेटिंग गति पर कंपन को रोकने के लिए असर जर्नल और निकला हुआ किनारा चेहरे के बीच 0.05 मिमी की सांद्रता की आवश्यकता होती है। 12-मीटर एक्स-अक्ष यात्रा के साथ फ़्लोर-प्रकार की बोरिंग मिलें विक्षेपण को रोकने के लिए 2-मीटर के अंतराल पर स्थिर रेस्ट का उपयोग करके पूरे शाफ्ट को एक सेटअप में मशीन कर सकती हैं। जहाजों के वर्गीकरण के लिए डीएनवी-जीएल नियमों की आवश्यकताओं को पूरा करते हुए, सीबीएन ग्राइंडिंग हेड्स का उपयोग करके जर्नल सतहों पर रा 0.2μm की सतह फिनिश हासिल की जाती है।
बड़े हिस्से की सीएनसी मशीनिंग (12 मीटर तक) के लिए अग्रणी शीर्ष यूनियन क्यों चुनें
वेल्डिंग गुणवत्ता प्रबंधन के लिए आईएसओ 3834-2 प्रमाणन वेल्डेड असेंबलियों की मशीनिंग तक फैला हुआ है, जिससे यह सुनिश्चित होता है कि वेल्ड की तैयारी, गर्मी उपचार और अंतिम मशीनिंग एक ही गुणवत्ता प्रणाली के तहत समन्वित होती है। एसए-516 जीआर से मशीनीकृत एक विशिष्ट 40-टन दबाव पोत सिर के लिए। 70 प्लेट, पोस्ट-वेल्ड हीट ट्रीटमेंट 620°C ±10°C प्रति ASME BPVC सेक्शन VIII डिवीजन 1 पर किया जाता है, इसके बाद सीलिंग सतह को 0.08 मिमी की समतलता तक मशीनिंग किया जाता है। यह एकीकृत दृष्टिकोण वेल्डिंग और मशीनिंग को अलग-अलग विक्रेताओं को आउटसोर्स करने की तुलना में लीड समय को 15-20% तक कम कर देता है, जैसा कि पेट्रोकेमिकल उद्योग में ईपीसी ठेकेदारों के लिए परियोजना रिकॉर्ड में दर्ज किया गया है।
व्यापक गुणवत्ता आश्वासन और पता लगाने की क्षमता
एक व्यापक गुणवत्ता आश्वासन कार्यक्रम बनाए रखा जाता है जिसमें एयरोस्पेस-व्युत्पन्न आवश्यकताओं के लिए AS9102D प्रति प्रथम-लेख निरीक्षण रिपोर्ट शामिल होती है, यहां तक कि गैर-एयरोस्पेस घटकों के लिए भी। प्रत्येक बड़े हिस्से की मशीनिंग परियोजना को ISO 2768-1:1989 या ASME Y14.5-2018 के अनुसार ग्राहक-परिभाषित GD&T के अनुसार विशिष्ट डेटा और सहनशीलता का संदर्भ देते हुए एक आयामी निरीक्षण योजना प्राप्त होती है। निरीक्षण टीम 12 मीटर की दूरी पर 0.015 मिमी सटीकता के साथ लेजर ट्रैकर्स, जटिल सतहों के लिए एफएआरओ हथियारों और दीवार की मोटाई सत्यापन के लिए अल्ट्रासोनिक मोटाई गेज का उपयोग करती है। तेल और गैस उपकरण के लिए NORSOK M-650 की आवश्यकताओं को पूरा करते हुए, सभी माप डेटा को पूर्ण पता लगाने की क्षमता के लिए पार्ट सीरियल नंबर के साथ संग्रहीत किया जाता है।
यूरोपीय मानक प्रमाणन और परियोजना वितरण
निष्पादन श्रेणी 3 इस्पात संरचनाओं के लिए एन 1090-2 EXC3 प्रमाणन यह सुनिश्चित करता है कि अपतटीय पवन और भवन बुनियादी ढांचे के लिए संरचनात्मक घटकों की मशीनिंग निर्माण के लिए उच्चतम यूरोपीय मानकों को पूरा करती है। इसमें वेल्ड प्रक्रियाओं का अनिवार्य परीक्षण, ईएन आईएसओ 9606-1 के अनुसार वेल्डर योग्यताएं, और ईएन आईएसओ 9934-1 के अनुसार चुंबकीय कण निरीक्षण का उपयोग करके मशीनी सतहों का गैर-विनाशकारी परीक्षण शामिल है। एक यूरोपीय बुनियादी ढांचा परियोजना के लिए 12-मीटर स्टील ब्रिज गर्डर्स से जुड़े एक हालिया प्रोजेक्ट के लिए, स्प्लिस प्लेट बोल्ट छेद को एन 1090-2 तालिका 18 आवश्यकताओं के अनुसार ±0.5 मिमी स्थितिगत सटीकता के लिए मशीनीकृत किया गया था, जो गैर-अनुरूपताओं के बिना TÜV SÜD द्वारा तीसरे पक्ष के निरीक्षण से गुजर रहा था।
लचीली शेड्यूलिंग और तीव्र गतिशीलता
बड़े हिस्से की सीएनसी मशीनिंग परियोजनाओं के लिए लचीली शेड्यूलिंग की पेशकश की जाती है, जिसमें पहले-आर्ट उत्पादन के लिए 4-8 सप्ताह और दोबारा ऑर्डर के लिए 2-4 सप्ताह का सामान्य लीड समय होता है। उत्पादन योजना टीम सामग्री खरीद और ताप उपचार कार्यक्रम के साथ मशीनिंग अनुक्रम को संरेखित करने के लिए परियोजना प्रबंधकों के साथ समन्वय करती है। बिजली संयंत्रों या खनन कार्यों में तत्काल ब्रेकडाउन रखरखाव के लिए, साइट पर मशीनिंग कर्मचारियों को 48 घंटों के भीतर जुटाया जा सकता है, जिसमें पोर्टेबल उपकरण 3 मीटर व्यास तक के फ्लैंज और 500 मिमी व्यास तक के बोरिंग छेद का सामना करने में सक्षम हैं। इस जवाबदेही ने Leading Top Union को दक्षिण पूर्व एशिया और मध्य पूर्व में पेट्रोकेमिकल और सीमेंट उद्योगों में रखरखाव, मरम्मत और ओवरहाल (एमआरओ) परियोजनाओं के लिए एक पसंदीदा आपूर्तिकर्ता बना दिया है।