
4-एक्सिस सीएनसी मशीनिंग सेवाएँ
एक साथ मल्टी-एक्सिस कटिंग की आवश्यकता वाले जटिल भागों के लिए पेशेवर 4-अक्ष सीएनसी मशीनिंग सेवाएं। हमारी 4-अक्ष मशीनें ±0.02 मिमी की सटीक सहनशीलता के साथ घूर्णी वर्कपीस, कोणीय विशेषताओं और समोच्च सतहों को संभालती हैं।
एक साथ मल्टी-एक्सिस कटिंग की आवश्यकता वाले जटिल भागों के लिए पेशेवर 4-अक्ष सीएनसी मशीनिंग सेवाएं। हमारी 4-अक्ष मशीनें ±0.02 मिमी की सटीक सहनशीलता के साथ घूर्णी वर्कपीस, कोणीय विशेषताओं और समोच्च सतहों को संभालती हैं।
सहनशीलता ±0.01मिमी
अधिकतम लंबाई 12 मी
ISO 9001 प्रमाणित
24/7 उत्पादन
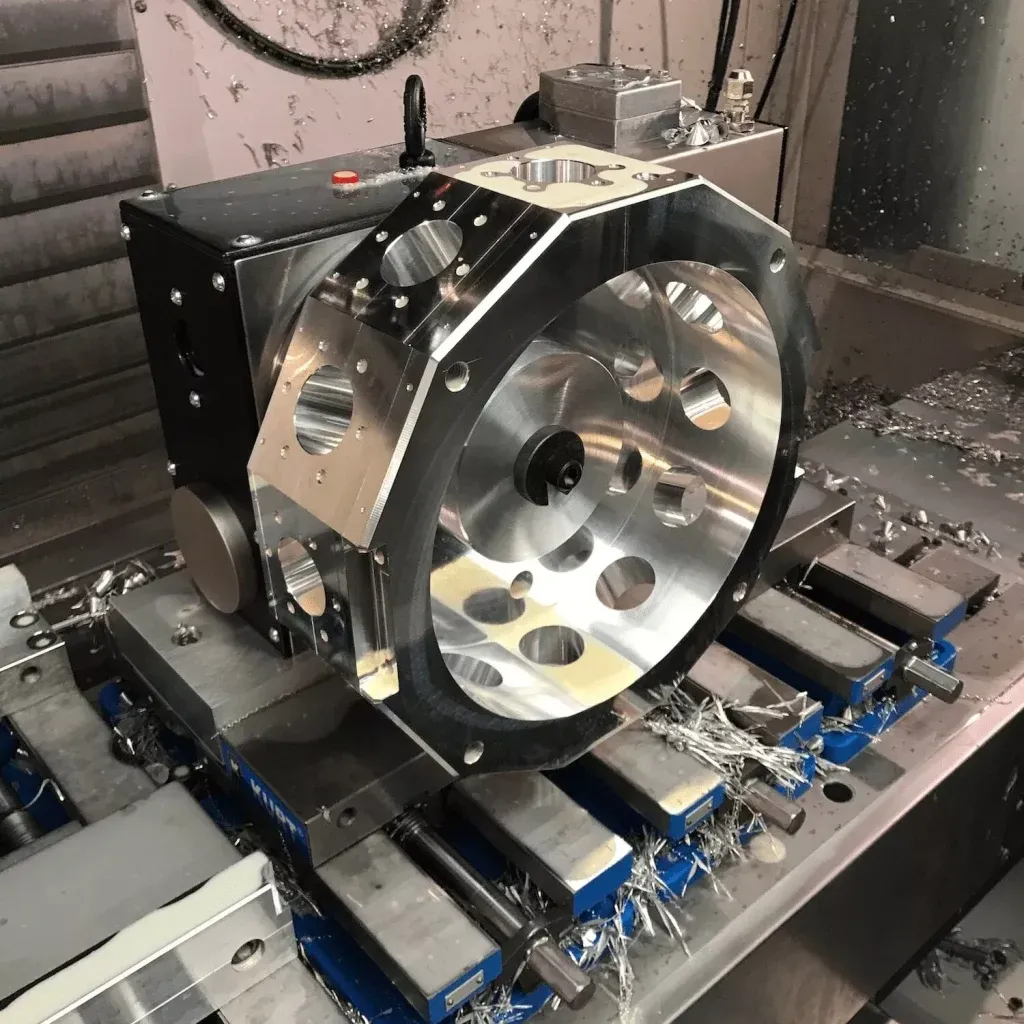
Leading Top Union की 4-अक्ष सीएनसी मशीनिंग सेवाएँ जटिल औद्योगिक घटकों के लिए सटीक बहु-पक्षीय मशीनिंग प्रदान करती हैं। मशीनिंग केंद्र एक रोटरी बी-अक्ष तालिका को एकीकृत करते हैं जो एक साथ 4-अक्ष प्रक्षेप को सक्षम बनाता है, जिससे कोणीय छेद, पेचदार आकृति और जटिल 3 डी प्रोफाइल को एक ही सेटअप में मशीनीकृत किया जा सकता है। यह कई फिक्स्चर परिवर्तनों को समाप्त करता है और संचयी स्थिति त्रुटियों को कम करता है। उच्च-सहिष्णुता भागों का मूल्यांकन करने वाले खरीद इंजीनियरों के लिए, ±0.005 मिमी की पुनरावृत्ति के साथ ±0.02 मिमी की मानक स्थिति सटीकता उत्पादन संचालन में लगातार परिणाम सुनिश्चित करती है। तेल और गैस, अपतटीय पवन और बिजली उत्पादन क्षेत्रों में महत्वपूर्ण अनुप्रयोगों को पूरा करते हुए, Ra 0.8 से 3.2μm तक सतही फिनिश हासिल की जाती है।
8,000 किलोग्राम के अधिकतम वजन के साथ 3000 × 1500 × 1200 मिमी तक के वर्कपीस को समायोजित किया जाता है, जिससे ये सेवाएं टरबाइन हाउसिंग, पंप केसिंग और संरचनात्मक ब्रैकेट जैसे बड़े पैमाने के घटकों के लिए उपयुक्त हो जाती हैं। स्पिंडल 12,000 आरपीएम तक की गति से संचालित होता है, जो विस्तारित कटिंग चक्रों के दौरान थर्मल स्थिरता बनाए रखते हुए कुशल सामग्री हटाने की दर को सक्षम करता है। कच्चा लोहा आधार और उच्च परिशुद्धता रैखिक गाइड के साथ कठोर मशीन संरचनाएं कंपन को कम करती हैं, जो इनकोनेल 718 या डुप्लेक्स स्टेनलेस स्टील जैसे कठोर मिश्र धातुओं की मशीनिंग करते समय महत्वपूर्ण है। प्रक्रियाओं को ISO 3834-2 गुणवत्ता मानकों के तहत मान्य किया जाता है, जो अंतरराष्ट्रीय निर्माण कोड के साथ ट्रेसबिलिटी और अनुपालन सुनिश्चित करता है। इसके अलावा, मशीनें थ्रू-स्पिंडल कूलेंट सिस्टम से लैस हैं जो 70 बार दबाव देने में सक्षम हैं, जो गहरे छेद वाली ड्रिलिंग या कठोर स्टील्स की हाई-स्पीड मशीनिंग के दौरान प्रभावी चिप निकासी और गर्मी अपव्यय की अनुमति देता है। यह क्षमता विशेष रूप से मूल्यवान है जब हाइड्रोलिक सिस्टम के लिए मशीनिंग घटक, जहां आंतरिक मार्गों को आईएसओ 4406 मानकों के अनुसार कठोर सफाई आवश्यकताओं को पूरा करना होगा।
इन 4-अक्ष मशीनों पर रोटरी टेबल ±5 आर्क-सेकंड की अनुक्रमण सटीकता के साथ 360-डिग्री निरंतर रोटेशन प्रदान करती है, जिससे कई चेहरों पर सुविधाओं को पुनर्स्थापन के बिना मशीनीकृत किया जा सकता है। यह क्षमता कोणीय छेद, पतला सतहों, या जटिल कैम प्रोफाइल की आवश्यकता वाले घटकों के लिए विशेष रूप से मूल्यवान है। उदाहरण के लिए, 18 ब्लेड वाले 12-इंच व्यास वाले प्ररित करनेवाला को एकल क्लैंपिंग ऑपरेशन में मशीनीकृत किया जा सकता है, जिससे पारंपरिक 3-अक्ष विधियों की तुलना में चक्र समय 40% तक कम हो जाता है। उन्नत CAM सॉफ़्टवेयर का उपयोग टूल पथों को अनुकूलित करने, वायु कटौती को कम करने और लगातार चिप लोड सुनिश्चित करने के लिए किया जाता है। यह दृष्टिकोण उपकरण के जीवन को बढ़ाता है और सतह की अखंडता में सुधार करता है, जो खनन और पेट्रोकेमिकल अनुप्रयोगों में थकान-प्रवण घटकों के लिए आवश्यक है। इसके अलावा, मशीनें थ्रेड मिलिंग के लिए हेलिकल इंटरपोलेशन में सक्षम हैं, जिससे M100 तक के थ्रेड को ±0.01 मिमी की पिच सटीकता के साथ एक ही पास में उत्पादित किया जा सकता है, जिससे अलग-अलग टैपिंग ऑपरेशन की आवश्यकता समाप्त हो जाती है और मल्टी-थ्रेडेड घटकों के लिए कुल लीड समय 15-20% कम हो जाता है।
तेल और गैस उद्योग में, 4-अक्ष सीएनसी मशीनिंग सेवाएं वाल्व बॉडी, क्रिसमस ट्री घटकों और उपसमुद्र कनेक्टर हब का उत्पादन करती हैं जिनके लिए सटीक कोणीय बंदरगाहों और सीलिंग सतहों की आवश्यकता होती है। इन भागों में अक्सर 4130 मिश्र धातु इस्पात या 316L स्टेनलेस स्टील जैसी सामग्री शामिल होती है, जो दबाव-युक्त अनुप्रयोगों के लिए ±0.02 मिमी की सहनशीलता के लिए मशीनीकृत होती है। एपीआई 6ए और एपीआई 17डी विनिर्देशों के लिए घटकों को नियमित रूप से मशीनीकृत किया जाता है, महत्वपूर्ण सीलिंग चेहरों पर सतह की फिनिश रा 0.8μm तक होती है। एक ही सेटअप में हाइड्रोलिक मार्गों के लिए कोणीय छेदों को मशीन करने की क्षमता मिसलिग्न्मेंट के जोखिम को कम कर देती है, जो 15,000 पीएसआई तक चलने वाले उच्च दबाव वाले सिस्टम के लिए महत्वपूर्ण है। रोटरी टेबल क्षमता जटिल आंतरिक ज्यामिति के साथ ब्लोआउट प्रिवेंटर (बीओपी) घटकों के कुशल उत्पादन को भी सक्षम बनाती है, जिसमें एपीआई 7-2 विनिर्देशों के अनुसार पतला धागे शामिल हैं, जिनके लिए 200 मिमी थ्रेड लंबाई पर ±0.005 मिमी की थ्रेड फॉर्म सहनशीलता की आवश्यकता होती है।
अपतटीय पवन ऊर्जा अनुप्रयोगों के लिए, यॉ रिंग्स, पिच बियरिंग्स और गियरबॉक्स हाउसिंग को मशीनीकृत किया जाता है जो उच्च आयामी स्थिरता और थकान प्रतिरोध की मांग करते हैं। ये घटक, जो अक्सर एन 10025 S355NL या एन 10225 S420G10+M संरचनात्मक स्टील्स से बने होते हैं, को बोल्ट छेद पैटर्न और गियर दांत प्रोफाइल की सटीक मशीनिंग की आवश्यकता होती है। 3000 मिमी तक रिंग व्यास और 8 टन से अधिक वजन को बड़ी सतहों पर स्थिति सटीकता बनाए रखते हुए संभाला जा सकता है। असर वाली सीटों पर 0.05 मिमी की रनआउट सहनशीलता हासिल की जाती है, जो परिवर्तनीय पवन भार के तहत सुचारू रोटेशन के लिए आवश्यक है। एकल-क्लैम्पिंग दृष्टिकोण पतली दीवार वाले खंडों की मशीनिंग करते समय विरूपण के जोखिम को कम करता है, जो अपतटीय वातावरण के लिए डिज़ाइन किए गए हल्के पवन टरबाइन घटकों में एक आम चुनौती है। इसके अतिरिक्त, मशीनें 12 मिमी तक के मॉड्यूल के साथ रिंग गियर के लिए गियर हॉबिंग ऑपरेशन कर सकती हैं, जिससे टूथ प्रोफाइल सटीकता के लिए डीआईएन 6 गुणवत्ता प्राप्त होती है, जो -40 डिग्री सेल्सियस से + 60 डिग्री सेल्सियस के तापमान पर संचालित होने वाले यॉ ड्राइव सिस्टम में शोर और कंपन को कम करने के लिए महत्वपूर्ण है।
बिजली उत्पादन और पेट्रोकेमिकल क्षेत्रों में, जटिल 3डी आकृति के साथ टरबाइन ब्लेड, कंप्रेसर इम्पेलर और पंप वॉल्यूट का उत्पादन किया जाता है। स्टीम टरबाइन ब्लेड के लिए, एयरफ़ॉइल प्रोफाइल को 17-4PH स्टेनलेस स्टील या टाइटेनियम मिश्र धातु जैसी सामग्रियों से तैयार किया जाता है, जो आईएसओ 1940 संतुलन आवश्यकताओं को पूरा करने वाले ट्विस्ट कोण और सतह फिनिश प्राप्त करते हैं। एक साथ 4-अक्ष प्रक्षेप ब्लेड रूट और टिप अनुभागों के बीच सहज संक्रमण उत्पन्न करने की अनुमति देता है, जिससे तनाव सांद्रता कम हो जाती है। केन्द्रापसारक कम्प्रेसर के लिए इम्पेलर्स को भी मशीनीकृत किया जाता है, जिसमें ब्लेड की मोटाई ±0.05 मिमी और सतह खुरदरापन Ra 1.6μm की सहनशीलता होती है। ये घटक एलएनजी संयंत्रों और रिफाइनरी प्रक्रियाओं में दक्षता के लिए महत्वपूर्ण हैं, जहां मामूली विचलन भी प्रवाह की गतिशीलता और ऊर्जा खपत को प्रभावित कर सकते हैं। उदाहरण के लिए, एक विशिष्ट 5-स्टेज कंप्रेसर इम्पेलर सेट को 85% से ऊपर आइसेंट्रोपिक दक्षता प्राप्त करने के लिए ±0.2 डिग्री के भीतर नियंत्रित ब्लेड ट्विस्ट कोण और 0.3 मिमी ±0.05 मिमी की अग्रणी धार त्रिज्या की आवश्यकता होती है, जैसा कि एथिलीन क्रैकर अनुप्रयोगों के लिए हाल की परियोजनाओं में दिखाया गया है।
Leading Top Union के पास ISO 3834-2, एन 1090-2 EXC3 और AWS D1.1 प्रमाणपत्र हैं, जो यह सुनिश्चित करता है कि 4-अक्ष सीएनसी मशीनिंग सेवाएं वेल्डेड और मशीनी घटकों के लिए उच्चतम अंतरराष्ट्रीय गुणवत्ता मानकों को पूरा करती हैं। गुणवत्ता प्रबंधन प्रणाली में ±0.002 मिमी की सटीकता के साथ सीएमएम उपकरण का उपयोग करके इन-प्रोसेस निरीक्षण शामिल है, और प्रत्येक शिपमेंट के साथ पूर्ण आयामी रिपोर्ट प्रदान की जाती है। ईपीसी फर्मों में खरीद इंजीनियरों के लिए, इसका मतलब है आपूर्तिकर्ता योग्यता समय में कमी और महत्वपूर्ण सुरक्षा घटकों के लिए दस्तावेजी पता लगाने की क्षमता। ईएन 10204 3.1 या 3.2 के अनुसार सामग्री प्रमाणन भी बनाए रखा जाता है, जिसमें आने वाले सभी स्टॉक के लिए रासायनिक संरचना और यांत्रिक गुणों को शामिल किया जाता है। सूज़ौ, चीन में सुविधा, सटीक मशीनिंग के दौरान थर्मल विस्तार प्रभाव को कम करने के लिए 20°C ±1°C पर नियंत्रित नियंत्रित वातावरण के साथ संचालित होती है, जिससे बड़े उत्पादन संचालन में आयामी स्थिरता सुनिश्चित होती है।
इंजीनियरिंग टीम के पास मांग वाले अनुप्रयोगों के लिए जटिल ज्यामिति की मशीनिंग का व्यापक अनुभव है, जिसमें डीएनवी-जीएल प्रमाणित अपतटीय संरचनाओं और एएसएमई सेक्शन VIII दबाव वाहिकाओं के घटक शामिल हैं। डिजाइन फॉर मैन्युफैक्चरिबिलिटी (डीएफएम) समर्थन की पेशकश की जाती है, जिससे ग्राहकों को लागत और लीड समय को कम करने के लिए 4-अक्ष मशीनिंग के लिए भाग ज्यामिति को अनुकूलित करने में मदद मिलती है। उदाहरण के लिए, एकल-सेटअप मशीनिंग को सक्षम करने वाले ड्राफ्ट एंगल या अंडरकट सुविधाओं में संशोधन का सुझाव दिया जा सकता है, जिससे संभावित रूप से भाग की लागत 15-25% कम हो सकती है। प्रोटोटाइप विकास सेवाएँ जटिल भागों के लिए 2-4 सप्ताह के सामान्य लीड समय के साथ प्रदान की जाती हैं, इसके बाद उत्पादन लगातार गुणवत्ता के साथ चलता है। परियोजना प्रबंधक सामग्री सोर्सिंग, ताप उपचार और सतह कोटिंग आवश्यकताओं पर ग्राहकों के साथ समन्वय करते हैं, जिससे उनकी आपूर्ति श्रृंखला के साथ निर्बाध एकीकरण सुनिश्चित होता है। इसके अलावा, टीम के पास नॉर्वेजियन अपतटीय अनुप्रयोगों के लिए NORSOK M-001 मानकों के अनुसार मशीनिंग घटकों में विशेषज्ञता है, जिसमें 3000 मीटर तक की गहराई पर काम करने वाले उपसमुद्र उपकरणों में सतहों को सील करने के लिए Ra 0.4μm की सतह खुरदरापन की आवश्यकताएं शामिल हैं।
A wide range of materials is supported, including carbon steels, alloy steels, stainless steels, aluminum alloys, and nickel-based superalloys, with hardness up to 45 HRC. These 4-axis CNC machining services are suitable for both low-volume prototypes and high-volume production, with typical order quantities from 1 to 10,000 parts. Advanced toolpath strategies like trochoidal milling and high-speed machining are used to maximize material removal rates while maintaining tool life. For components requiring post-machining treatments, in-house stress relieving, shot blasting, and surface coating services are offered. संपर्क करें the technical sales team at info@leadingtopunion.com to discuss specific requirements and receive a detailed quotation with cycle time estimates and quality documentation. Typical lead times for production orders range from 4-8 weeks depending on complexity, with rush delivery options available for critical projects requiring expedited timelines.
| क्षमता | विशिष्टता |
|---|---|
| अधिकतम वर्कपीस आकार | 3000 × 1500 × 1200मिमी |
| अधिकतम वजन | 8,000 किग्रा |
| स्थितीय सटीकता | ±0.02मिमी |
| पुनरावृत्ति क्षमता | ±0.005मिमी |
| धुरी गति | 12,000 आरपीएम तक |
| सतही फिनिश | रा 0.8 - 3.2μm |
हमें अपनी आवश्यकताएं भेजें और हम मूल्य निर्धारण और लीड समय के साथ 24 घंटों के भीतर जवाब देंगे।