उत्पाद अवलोकन
Leading Top Union में कच्चा लोहा सीएनसी मशीनिंग ग्रे आयरन (GG20, GG25, GG30 प्रति एन-GJL-250), डक्टाइल आयरन (जीजीजी40, जीजीजी50, जीजीजी60, जीजीजी70 प्रति एन-GJS) और कॉम्पैक्ट ग्रेफाइट आयरन (CGI ग्रेड) पर ±0.03 मिमी की सटीक सहनशीलता प्रदान करता है। जीजेवी-300, जीजेवी-400, जीजेवी-500)। सूज़ौ सुविधा 20,000 किलोग्राम तक की कच्ची कास्टिंग संभालती है, तेल और गैस वाल्व, अपतटीय पवन टरबाइन हाउसिंग और खनन उपकरण के घटकों पर रफ और फिनिश मशीनिंग करती है। फाउंड्रीज़ के साथ सीधे समन्वय से मशीनिंग शुरू होने से पहले छिद्र, समावेशन और हार्ड स्पॉट जैसे कास्टिंग दोषों का प्रबंधन किया जाता है, जिससे यह सुनिश्चित होता है कि आरए 1.6 से 6.3 माइक्रोन के आयामी स्थिरता और सतह खत्म लक्ष्यों को लगातार पूरा किया जाता है।
सामग्री-विशिष्ट मशीनिंग पैरामीटर्स
कच्चे लोहे के लिए सीएनसी मशीनिंग प्रक्रिया एएसएमई Y14.5-2018 के अनुसार जीडी एंड टी रिपोर्टिंग के साथ सीएमएम उपकरण का उपयोग करके एज़-कास्ट ज्यामिति के गहन निरीक्षण के साथ शुरू होती है। जीजी25 (ईएन-जीजेएल-250) जैसे ग्रे आयरन ग्रेड के लिए, सामग्री की अंतर्निहित भिगोना क्षमता और स्टील के सापेक्ष 0.8 से 1.2 की मशीनेबिलिटी सूचकांक को ध्यान में रखा जाता है, जिसमें किनारे के निर्माण को कम करने के लिए विशिष्ट रेक कोणों पर कार्बाइड टूलींग का चयन किया जाता है। GGG50 (एन-GJS-500-7) जैसे डक्टाइल आयरन ग्रेड को हाई-स्पीड ऑपरेशन के दौरान टूल की गड़गड़ाहट से बचने के लिए 80% से ऊपर की गांठ पर ध्यान देने की आवश्यकता होती है, जबकि GJV-400 जैसे CGI ग्रेड पारंपरिक ग्रे आयरन की तुलना में 30% अधिक तन्यता ताकत के कारण विशेष कटिंग मापदंडों की मांग करते हैं।
हाई-स्पीड मशीनिंग और थर्मल कंट्रोल
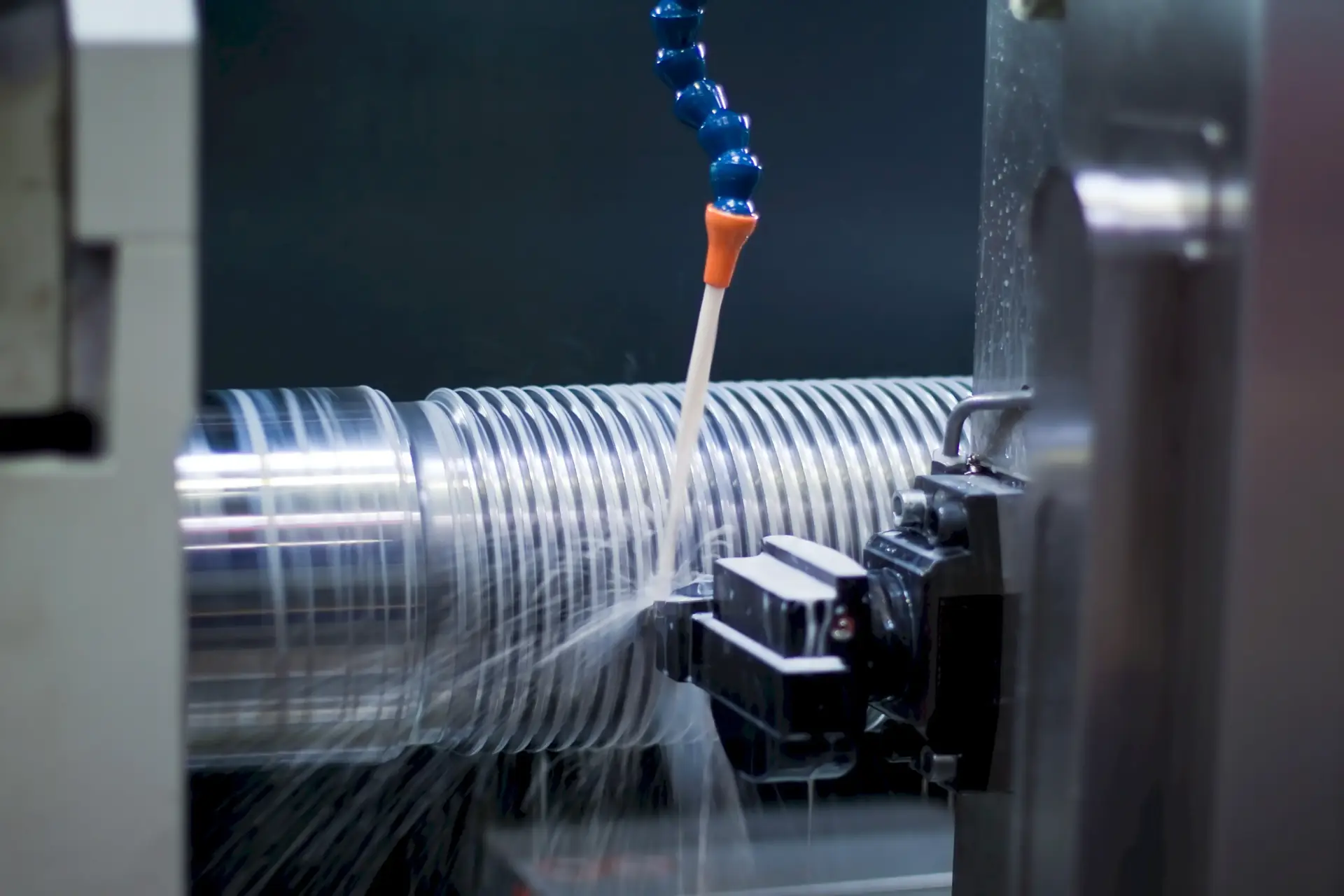
12,000 आरपीएम तक स्पिंडल गति और कच्चे लोहे की अपघर्षक प्रकृति के लिए कैलिब्रेटेड फ़ीड दरों के साथ मल्टी-एक्सिस मशीनिंग केंद्रों को लागू किया जाता है, जिससे महत्वपूर्ण सीलिंग सतहों पर रा 1.6 माइक्रोन के बराबर सतह खत्म होती है। 5,000 किलोग्राम से अधिक की बड़ी कास्टिंग के लिए, 4-मीटर गुणा 2-मीटर वर्क लिफाफे वाली गैन्ट्री-प्रकार की सीएनसी मशीनों का उपयोग किया जाता है, जो शीतलक प्रणालियों के माध्यम से थर्मल स्थिरता बनाए रखती हैं जो चिप निकासी को नियंत्रित करती हैं और वर्कपीस विरूपण को रोकती हैं। जटिल लचीले लौह घटकों के लिए 540°C से 600°C पर तनाव-राहत ताप उपचार चक्र शामिल हैं, जो कास्टिंग से अवशिष्ट तनाव को कम करते हैं और पेट्रोकेमिकल अनुप्रयोगों में 350°C तक के ऑपरेटिंग तापमान के तहत दीर्घकालिक आयामी सटीकता सुनिश्चित करते हैं।
प्रक्रियाधीन गुणवत्ता सत्यापन
गुणवत्ता नियंत्रण ±0.03 मिमी सहनशीलता के भीतर बोर व्यास, निकला हुआ किनारा चेहरे और बोल्ट छेद पैटर्न जैसी महत्वपूर्ण विशेषताओं को सत्यापित करने के लिए रेनिशॉ निरीक्षण जांच के साथ प्रक्रिया में जांच को एकीकृत करता है। सभी मशीनिंग मापदंडों को प्रलेखित किया गया है, जिसमें ग्रे आयरन के लिए 80 से 150 मीटर/मिनट की कटिंग गति और लचीले लोहे के लिए 60 से 120 मीटर/मिनट की गति शामिल है, उपसतह क्षति को रोकने के लिए कट की गहराई 3 मिमी प्रति पास तक सीमित है। अंतिम निरीक्षण में पूर्ण जीडी एंड टी विश्लेषण के साथ सीएमएम रिपोर्ट, प्रोफिलोमीटर का उपयोग करके सतह खुरदरापन माप, और प्रत्येक ग्रेड के लिए निर्दिष्ट सीमाओं के भीतर ब्रिनेल मूल्यों की पुष्टि करने के लिए एएसटीएम ई 10 के अनुसार कठोरता परीक्षण शामिल है, जैसे जीजी 25 के लिए 180-240 एचबी और जीजीजी 50 के लिए 200-260 एचबी।
अनुप्रयोग एवं उद्योग
तेल और गैस क्षेत्र में, कच्चा लोहा सीएनसी मशीनिंग जीजीजी 60 और जीजीजी 70 जैसे डक्टाइल आयरन ग्रेड से वाल्व बॉडी, पंप हाउसिंग और कंप्रेसर घटकों का उत्पादन करती है, जो क्रमशः 370 एमपीए और 420 एमपीए की उपज क्षमता प्रदान करते हैं। ये हिस्से एपीआई 6डी और एपीआई 600 अनुप्रयोगों में काम करते हैं, जिसके लिए भगोड़े उत्सर्जन को रोकने के लिए रा 1.6 माइक्रोन तक सीलिंग सतहों और 0.05 मिमी प्रति मीटर की समतलता सहनशीलता की आवश्यकता होती है। समुद्र के अंदर के मैनिफोल्ड के लिए 8,000 किलोग्राम तक वजन वाले गेट वाल्व बॉडी को मशीनीकृत किया जाता है, जिसमें बोर व्यास 50 मिमी से 600 मिमी तक होता है, सभी को एएसएमई बी16.34 दबाव-तापमान रेटिंग के खिलाफ सीएमएम निरीक्षण द्वारा सत्यापित किया जाता है।
अपतटीय पवन ऊर्जा घटक मशीनिंग
अपतटीय पवन ऊर्जा के लिए, ग्रे आयरन (जीजी30) और सीजीआई (जीजेवी-500) घटकों को टरबाइन गियरबॉक्स हाउसिंग और मुख्य असर समर्थन के लिए मशीनीकृत किया जाता है, जहां चक्रीय भार के तहत थकान प्रतिरोध महत्वपूर्ण है। ये कास्टिंग, अक्सर 10,000 किलोग्राम से अधिक, 5 मेगावाट से 15 मेगावाट टर्बाइनों के लिए रेटेड ग्रहीय गियर सिस्टम के साथ संरेखित करने के लिए ±0.05 मिमी के भीतर बढ़ते इंटरफेस की सटीक मशीनिंग की आवश्यकता होती है। ऑयल गैलरियों और कूलिंग चैनलों को Ra 3.2 μm की सतह फिनिश के साथ मशीनीकृत किया जाता है, इसके बाद रफिंग ऑपरेशन के दौरान प्रेरित किसी भी सूक्ष्म दरार का पता लगाने के लिए DNV-GL-ST-0361 के अनुसार गैर-विनाशकारी परीक्षण किया जाता है।
खनन और खनिज प्रसंस्करण स्थायित्व
खनन और खनिज प्रसंस्करण 190-220 एचबी की कठोरता मूल्यों के साथ जीजी 25 जैसे पहनने-प्रतिरोधी ग्रे आयरन ग्रेड से बने स्लरी पंप हाउसिंग, क्रशर फ्रेम और मिल लाइनर के लिए मशीनीकृत कच्चा लोहा घटकों पर निर्भर करता है। ये भाग 50 मिमी तक के कण आकार और 1.5 एमपीए के परिचालन दबाव के साथ अपघर्षक घोल को सहन करते हैं, जिसके लिए ±0.1 मिमी सहनशीलता के भीतर मशीनीकृत प्ररित करनेवाला बोर और विलेय प्रोफाइल की आवश्यकता होती है। 3 मीटर तक के व्यास वाले बॉल मिलों के घटकों को मशीनीकृत किया जाता है, जिससे कंपन को कम करने और निरंतर 24/7 ऑपरेशन के तहत असर जीवन को बढ़ाने के लिए 0.08 मिमी प्रति मीटर तक ट्रूनियन बीयरिंग की सांद्रता सुनिश्चित की जाती है।
विद्युत उत्पादन और पेट्रोकेमिकल परिशुद्धता
बिजली उत्पादन अनुप्रयोगों में 50 मेगावाट से 200 मेगावाट तक रेटेड गैस टर्बाइनों के लिए डक्टाइल आयरन (जीजीजी40) टरबाइन आवरण खंडों और निकास डिफ्यूज़र की मशीनिंग शामिल है। इन घटकों को नियंत्रित थर्मल विस्तार विशेषताओं की आवश्यकता होती है, जिसमें मशीनीकृत संयुक्त चेहरे 400 डिग्री सेल्सियस के ऑपरेटिंग तापमान पर गर्म गैस रिसाव को रोकने के लिए 0.03 मिमी प्रति 300 मिमी की समतलता प्राप्त करते हैं। बड़े डीजल जनरेटर के लिए ग्रे आयरन सिलेंडर ब्लॉक और हेड का भी उत्पादन किया जाता है, जिसमें तेल फिल्म प्रतिधारण और रिंग सील अखंडता सुनिश्चित करने के लिए H7 (100 मिमी व्यास के लिए 0 से +0.025 मिमी) की सिलेंडर बोर सहनशीलता और Ra 0.8 μm की सतह खत्म होती है।
पेट्रोकेमिकल प्रसंस्करण में, सीएनसी मशीनिंग डक्टाइल आयरन (जीजीजी50) रिएक्टर एजिटेटर शाफ्ट और मिक्सर हब प्रदान करती है जो 4 से 10 पीएच रेंज वाले रासायनिक वातावरण में संक्षारण का विरोध करती है। 5,000 किलोग्राम तक वजन वाले इन घटकों को स्टेनलेस स्टील फास्टनरों के साथ असेंबली के लिए डीआईएन 6885 सहनशीलता और आईएसओ 965-1 मानकों के लिए थ्रेड मिलिंग की आवश्यकता होती है। एएसएमई बी16.47 के अनुसार फ्लैंग्ड कनेक्शन को 2.5 एमपीए पर संचालित होने वाले पाइपिंग सिस्टम के लिए मशीनीकृत किया जाता है, जिसमें -20 डिग्री सेल्सियस से 250 डिग्री सेल्सियस तक थर्मल साइक्लिंग के तहत लीक-प्रूफ सीलिंग सुनिश्चित करने के लिए रा 1.6 माइक्रोन तक उभरी हुई सतह की सतह होती है।
कास्ट आयरन सीएनसी मशीनिंग के लिए अग्रणी शीर्ष यूनियन क्यों चुनें
Leading Top Union ISO 3834-2 वेल्डिंग प्रमाणन को एन 1090-2 EXC3 और AWS D1.1 मानकों के साथ जोड़ती है, लेकिन कच्चा लोहा सीएनसी मशीनिंग क्षमता वेल्डिंग से परे कच्ची कास्टिंग के पूर्ण यांत्रिक प्रसंस्करण तक फैली हुई है। पैटर्न डिज़ाइन और फाउंड्री समन्वय से लेकर अंतिम मशीनिंग तक पूरी आपूर्ति श्रृंखला को प्रबंधित किया जाता है, जिससे अलग-अलग विक्रेताओं का उपयोग करने की तुलना में लीड समय 15% से 20% कम हो जाता है। इंजीनियर मशीनेबिलिटी के मुद्दों जैसे कि ठंडे क्षेत्रों से कठोर धब्बे या महत्वपूर्ण सीलिंग सतहों के पास सरंध्रता के लिए कास्टिंग ड्राइंग की समीक्षा करते हैं, उत्पादन शुरू होने से पहले स्क्रैप से बचने के लिए डिजाइन संशोधनों की सिफारिश करते हैं।
सुविधा क्षमताएं और टूलींग इंफ्रास्ट्रक्चर
सूज़ौ में सुविधा 30 सीएनसी मशीनिंग केंद्रों के साथ 24/7 संचालित होती है, जिसमें 20,000 किलोग्राम तक की कास्टिंग पर जटिल ज्यामिति को संभालने में सक्षम पांच-अक्ष मशीनें शामिल हैं। कच्चा लोहा के लिए विशिष्ट टूलींग सूची बनाए रखी जाती है, जिसमें डक्टाइल आयरन फिनिशिंग के लिए सीबीएन इंसर्ट और ग्रे आयरन रफिंग के लिए लेपित कार्बाइड शामिल है, जिससे अनुशंसित कटिंग मापदंडों पर प्रति किनारे 45 से 60 मिनट का टूल जीवन प्राप्त होता है। प्रत्येक मशीन ग्रे आयरन से अपघर्षक ग्रेफाइट धूल को संभालने के लिए चिप कन्वेयर और धुंध निष्कर्षण प्रणालियों से सुसज्जित है, जो लंबे उत्पादन के दौरान लगातार सतह की गुणवत्ता और ऑपरेटर सुरक्षा सुनिश्चित करती है।
व्यापक निरीक्षण और दस्तावेज़ीकरण
हर ऑर्डर के साथ पूर्ण निरीक्षण दस्तावेज प्रदान किया जाता है, जिसमें एएसएमई Y14.5-2018 के अनुसार जीडी एंड टी विश्लेषण के साथ सीएमएम रिपोर्ट, सतह खुरदरापन प्रोफाइल, और ग्रे आयरन के लिए ईएन 1561 और डक्टाइल आयरन के लिए ईएन 1563 के अनुसार रासायनिक संरचना और यांत्रिक गुणों की पुष्टि करने वाला सामग्री प्रमाणन शामिल है। गुणवत्ता प्रबंधन प्रणाली में नए कास्टिंग डिजाइनों के लिए प्रथम-लेख निरीक्षण (एफएआई) शामिल है, जिसमें महत्वपूर्ण विशेषताओं पर ±0.03 मिमी के भीतर विचलन दिखाने वाली आयामी रिपोर्ट शामिल है। बड़ी कास्टिंग के लिए, थर्मल विरूपण या टूल घिसाव के प्रभावों को जल्दी पकड़ने के लिए रफिंग, सेमी-फिनिशिंग और फिनिशिंग चरणों में इन-प्रोसेस आयामी जांच की जाती है।
इंजीनियरिंग सहायता और वैश्विक रसद
इंजीनियरिंग टीम डिजाइन-फॉर-मैन्युफैक्चरिंग (डीएफएम) समीक्षाओं के साथ वैश्विक ईपीसी फर्मों का समर्थन करती है, जो कार्यात्मक आवश्यकताओं को पूरा करते हुए मशीनिंग लागत को कम करने के लिए इष्टतम डेटाम संरचनाओं और सहिष्णुता स्टैक की सिफारिश करती है। 10 मिमी से 200 मिमी तक की दीवार की मोटाई के साथ मशीनिंग कास्टिंग का अनुभव लिया जाता है, पतले खंडों में कंपन को रोकने और मोटे खंडों में गर्मी अपव्यय सुनिश्चित करने के लिए फ़ीड दरों और शीतलक दबावों को समायोजित किया जाता है। दबाव की जकड़न की आवश्यकता वाले लचीले लौह घटकों के लिए, मशीनिंग के बाद सील की अखंडता को सत्यापित करने के लिए 10 एमपीए तक हाइड्रोस्टैटिक परीक्षण और आईएसओ 20485 के अनुसार हीलियम रिसाव परीक्षण की पेशकश की जाती है।
मशीनीकृत कच्चा लोहा घटकों को यूरोप, उत्तरी अमेरिका और मध्य पूर्व में ग्राहकों को भेजा जाता है, जिसमें पारगमन के दौरान जंग को रोकने के लिए डिज़ाइन की गई पैकेजिंग होती है, जिसमें समुद्री माल ढुलाई के लिए वीसीआई पेपर और डिसिकैंट पैक शामिल होते हैं। लॉजिस्टिक्स टीम प्रोजेक्ट शेड्यूल को पूरा करने के लिए फ्रेट फारवर्डर्स के साथ समन्वय करती है, 10 से 14 कार्य दिवसों के भीतर आपातकालीन प्रतिस्थापन के लिए त्वरित डिलीवरी की पेशकश करती है। आईएसओ 3834-2 और ईएन 1090-2 सहित प्रमाणपत्रों के साथ, तेल और गैस, अपतटीय पवन और बिजली उत्पादन में प्रमुख ईपीसी ठेकेदारों की गुणवत्ता आवश्यकताओं को पूरा किया जाता है, जो प्रोटोटाइप से उत्पादन मात्रा तक कच्चा लोहा सीएनसी मशीनिंग के लिए एक एकल स्रोत प्रदान करता है।